 電子發(fā)燒友App
電子發(fā)燒友App


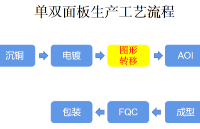
?? 引 言:PCB制造工藝(Technology)中,無論是單、雙面板及多層板(MLB),最基本、最關(guān)鍵的工序之一是圖形轉(zhuǎn)移,即將照相底版(Art-work)圖形轉(zhuǎn)移到敷銅箔基材上。圖形轉(zhuǎn)移是生產(chǎn)中的關(guān)鍵控制點(diǎn),也是技術(shù)難點(diǎn)所在。其工藝方法有很多,如絲網(wǎng)印刷(Screen Printing)圖形轉(zhuǎn)移工藝、干膜(Dry Film)圖形轉(zhuǎn)移工藝、液態(tài)光致抗蝕劑(Liquid Photoresist)圖形轉(zhuǎn)移工藝、電沉積光致抗蝕劑(ED膜)制作工藝以及激光直接成像技術(shù)(Laser Drect Image)。當(dāng)今能取而代之干膜圖形轉(zhuǎn)移工藝的首推液態(tài)光致抗蝕劑圖形轉(zhuǎn)移工藝,該工藝以膜薄,分辨率(Resolution)高,成本低,操作條件要求低等優(yōu)勢得到廣泛應(yīng)用。本文就PCB圖形轉(zhuǎn)移中液態(tài)光致抗蝕劑及其制作工藝進(jìn)行淺析。??
一.液態(tài)光致抗蝕劑(Liquid Photoresist)
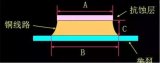
液態(tài)光致抗蝕劑(簡稱濕膜)是由感光性樹脂,配合感光劑、色料、填料及溶劑等制成,經(jīng)光照射后產(chǎn)生光聚合反應(yīng)而得到圖形,屬負(fù)性感光聚合型。與傳統(tǒng)抗蝕油墨及干膜相比具有如下特點(diǎn):?
a)不需要制絲網(wǎng)模版。采用底片接觸曝光成像(Contact Printig),可避免網(wǎng)印所帶來的滲透、污點(diǎn)、陰影、圖像失真等缺陷。解像度(Resolution)大大提高,傳統(tǒng)油墨解像度為200um,濕膜可達(dá)40um。
b)由于是光固化反應(yīng)結(jié)膜,其膜的密貼性、結(jié)合性、抗蝕能力(Etch Resistance)及其抗電鍍能力比傳統(tǒng)油墨好。
c)濕膜涂布方式靈活、多樣,工藝操作性強(qiáng),易于掌握。
d)與干膜相比,液態(tài)濕膜與基板密貼性好,可填充銅箔表面輕微的凹坑、劃痕等缺陷。再則濕膜薄可達(dá)5~10um,只有干膜的1/3左右,而且濕膜上層沒有覆蓋膜(在干膜上層覆蓋有約為25um厚的聚酯蓋膜),故其圖形的解像度、清晰度高。如:在曝光時(shí)間為4S/7K時(shí),干膜的解像度為75um,而濕膜可達(dá)到40um。從而保證了產(chǎn)品質(zhì)量。
e)以前使用干膜常出現(xiàn)的起翹、電鍍滲鍍、線路不整齊等問題。濕膜是液態(tài)膜,不起翹、滲鍍、線路整齊,涂覆工序到顯形工序允許擱置時(shí)間可達(dá)48hr,解決了生產(chǎn)工序之間的關(guān)聯(lián)矛盾,提高了生產(chǎn)效率。
f)對于當(dāng)今日益推廣的化學(xué)鍍鎳金工藝,一般干膜不耐鍍金液,而濕膜耐鍍金液。
g)由于是液態(tài)濕膜,可撓性強(qiáng),尤其適用于撓性板(Flexible Printed Board)制作。
h)濕膜由于本身厚度減薄而物d料成本降低,且與干膜相比,不需要載體聚酯蓋膜(Polyester Cover sheet)和起保護(hù)作用的聚乙烯隔膜(Polyettylene Separator Sheet),而且沒有象干膜裁剪時(shí)那樣大的浪費(fèi),不需要處理后續(xù)廢棄薄膜?因此,使用濕膜大約可以節(jié)約成本每平方米30~50%。
i)濕膜屬單液油墨容易存貯保管,一般放置溫度為20±2℃,相對濕度為55±5%,陰涼處密封保存,貯存期(Storage Life):4~6個月。
j)使用范圍廣,可用作MLB內(nèi)層線路圖形制作及孔化板耐電鍍圖形制作,也可與堵孔工藝結(jié)合作為掩孔蝕刻圖形抗蝕劑,還可用于圖形模板的制作等。
但是,濕膜厚度(Thickness)均勻性不及干膜,涂覆之后的烘干程度也不易掌握好?增加了曝光困難.故操作時(shí)務(wù)必仔細(xì)。另外,濕膜中的助劑、溶劑、引發(fā)劑等的揮發(fā),對環(huán)境造成污染,尤其是對操作者有一定傷害。因此,工作場地必須通風(fēng)良好。
目前,使用的液態(tài)光致抗蝕劑,外觀呈粘稠狀,顏色多為藍(lán)色(Blue)。如:***精化公司產(chǎn)GSP1550、***緹穎公司產(chǎn)APR-700等,此類皆屬于單液油墨,可用簡單的網(wǎng)印方式涂覆,用稀堿水顯影,用酸性或弱堿性蝕刻液蝕刻。
液態(tài)光致抗蝕劑的使用壽命(Lifespan):其使用壽命與操作環(huán)境和時(shí)間有關(guān)。一般溫度≤25℃,相對濕度≤60%,無塵室黃光下操作,使用壽命為3天,最好24hr內(nèi)使用完。
二. 液態(tài)光致抗蝕劑圖形轉(zhuǎn)移??
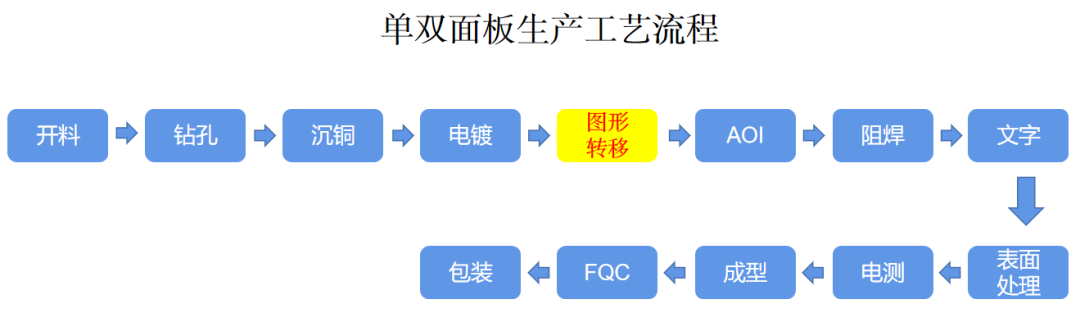
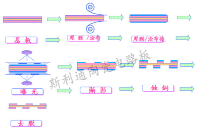
液態(tài)光致抗蝕劑工藝流程:
上道工序 → 前處理 → 涂覆 → 預(yù)烘 → 定位 → 曝光 → 顯影 →干燥 → 檢查修版 → 蝕刻或電鍍 → 去膜 → 交下工序
1.前處理(Pre-cleaning)
前處理的主要目的是去除銅表面的油脂(Grease)、氧化層(Oxidized Layer)、灰塵(Dust)和顆粒(Particle)殘留、水分(Moisture)和化學(xué)物質(zhì)(Chemicals)特別是堿性物質(zhì)(Alkaline)保證銅(Copper)表面清潔度和粗糙度,制造均勻合適的銅表面,提高感光膠與銅箔的結(jié)合力,濕膜與干膜要求有所不同,它更側(cè)重于清潔度。??
前處理的方法有:機(jī)械研磨法、化學(xué)前處理法及兩者相結(jié)合之方法。
1) 機(jī)械研磨法
磨板條件:
浸酸時(shí)間:6~8s。
H2SO4: 2.5%。
水 洗: 5s~8s。
尼龍刷(Nylon Brush):500~800目,大部分采用600目。
磨板速度:1.2~1.5m/min, 間隔3~5cm。
水 壓:2~3kg/cm2。
嚴(yán)格控制工藝參數(shù),保證板面烘干效果,從而使磨出的板面無雜質(zhì)、膠跡及氧化現(xiàn)象。磨完板后最好進(jìn)行防氧化處理。
2)化學(xué)前處理法
對于MLB內(nèi)層板(Inner Layer Board),因基材較薄,不宜采用機(jī)械研磨法而常采用化學(xué)前處理法。
典型的化學(xué)前處理工藝:
去油→清洗→微蝕→清洗→烘干
去油:??
Na3PO4 40~60g/l
Na2CO3 40~60g/l
NaOH 10~20g/l
溫度: 40~60℃
微蝕(Mi-croetehing):
NaS2O8 170~200g/l
H2SO4(98%) 2%V/V
溫度: 20~40℃
經(jīng)過化學(xué)處理的銅表面應(yīng)為粉紅色。無論采用機(jī)械研磨法還是化學(xué)前處理法,處理后都應(yīng)立即烘干。
檢查方法:采用水膜試驗(yàn),水膜破裂試驗(yàn)的原理是基于液相與液相或者液相與固相之間的界面化學(xué)作用。若能保持水膜15~30s不破裂即為清潔干凈。
注意:清潔處理后的板子應(yīng)戴潔凈手套拿放,并立即涂覆感光膠,以防銅表面再氧化。
2.涂覆(Coating)
涂覆指使銅表面均勻覆蓋一層液態(tài)光致抗蝕劑。其方法有多種,如離心涂覆、浸涂、網(wǎng)印、簾幕涂覆、滾涂等。
絲網(wǎng)印刷是目前常用的一種涂覆方式,其設(shè)備要求低,操作簡單容易,成本低。但不易雙面同時(shí)涂覆,生產(chǎn)效率低,膜的均勻一致性不能完全保證。一般網(wǎng)印時(shí),滿版印刷采用100~300目絲網(wǎng)?抗電鍍的采用150目絲網(wǎng)。此法受到多數(shù)中小廠家的歡迎。
滾涂可以實(shí)現(xiàn)雙面同時(shí)涂覆,自動化生產(chǎn)效率高,可以控制涂層厚度,適用于各種規(guī)格板的大規(guī)模生產(chǎn),但需設(shè)備投資。
簾幕涂覆也適宜大規(guī)模生產(chǎn),也能均勻控制涂覆層厚度,但設(shè)備要求高,且只能涂完一面后再涂另一面,影響生產(chǎn)效率。
光致涂覆層膜太厚,容易產(chǎn)生曝光不足,顯影不足,感壓性高,易粘底片;膜太薄,容易產(chǎn)生曝光過度,抗電鍍絕緣性差及易產(chǎn)生電鍍金屬上膜的現(xiàn)象,而且去膜速度慢。??
工作條件:無塵室黃光下操作,室溫為23~25℃,相對濕度為55±5%,作業(yè)場所保持潔凈,避免陽光及日光燈直射。
涂覆操作時(shí)應(yīng)注意以下幾方面?
1)若涂覆層有針孔,可能是光致抗蝕劑有不明物,應(yīng)用丙酮洗凈且更換新的抗蝕劑。也可能是空氣中有微粒落在板面上或其他原因造成板面不干凈,應(yīng)在涂膜前仔細(xì)檢查并清潔。
2)網(wǎng)印時(shí)若光致涂覆層膜太厚,是因?yàn)榻z網(wǎng)目數(shù)太小;膜太薄,那可能是絲網(wǎng)目數(shù)太大所致。若涂覆層厚度不均勻,應(yīng)加稀釋劑調(diào)整抗蝕劑的粘度或調(diào)整涂覆的速度。
3)涂膜時(shí)盡量防止油墨進(jìn)孔。
4)無論采用何種方式,光致涂覆層(Photoimageable covercoating)都應(yīng)達(dá)到厚度均勻、無針孔、氣泡、夾雜物等,皮膜厚度干燥后應(yīng)達(dá)到8~15um。
5)因液態(tài)光致抗蝕劑含有溶劑,作業(yè)場所必須換氣良好。
6)工作完后用肥皂洗凈手。
3.預(yù)烘(Pre-curing)
預(yù)烘是指通過加溫干燥使液態(tài)光致抗蝕劑膜面達(dá)到干燥,以方便底片接觸曝光顯影制作出圖形。此工序大都與涂覆工序同一室操作。預(yù)烘的方式最常用的有烘道和烘箱兩種。
一般采用烘箱干燥,雙面的第一面預(yù)烘溫度為80±5℃,10~15分鐘;第二面預(yù)烘溫度為80±5℃,15~20分鐘。這種一先一后預(yù)烘,使兩面濕膜預(yù)固化程度存在差異,顯影的效果也難保證完全一致。理想的是雙面同時(shí)涂覆,同時(shí)預(yù)烘,溫度80±5℃,時(shí)間約20~30分鐘。這樣雙面同時(shí)預(yù)固化而且能保證雙面顯影效果一致,且節(jié)約工時(shí)。??
控制好預(yù)烘的溫度(Temperature)和時(shí)間(Time)很重要。溫度過高或時(shí)間過長,顯影困難,不易去膜;若溫度過低或時(shí)間過短,干燥不完全,皮膜有感壓性,易粘底片而致曝光不良,且易損壞底片。所以,預(yù)烘恰當(dāng),顯影和去膜較快,圖形質(zhì)量好。
該工序操作應(yīng)注意?
(1)預(yù)烘后,板子應(yīng)經(jīng)風(fēng)冷或自然冷卻后再進(jìn)行底片對位曝光。
(2)不要使用自然干燥,且干燥必須完全,否則易粘底片而致曝光不良。預(yù)烘后感光膜皮膜硬度應(yīng)為 HB~1H。
(3)若采用烘箱,一定要帶有鼓風(fēng)和恒溫控制,以使預(yù)烘溫度均勻。而且烘箱應(yīng)清潔,無雜質(zhì),以免掉落在板上,損傷膜面。
(4)預(yù)烘后,涂膜到顯影擱置時(shí)間最多不超過48hr,濕度大時(shí)盡量在12hr內(nèi)曝光顯影。
(5)對于液態(tài)光致抗蝕劑型號不同要求也不同,應(yīng)仔細(xì)閱讀說明書,并根據(jù)生產(chǎn)實(shí)踐調(diào)整工藝參數(shù),如厚度、溫度、時(shí)間等。
4.定位(Fixed Postion)
隨著高密度互連技術(shù)(HDI)應(yīng)用不斷擴(kuò)大,分辨率和定位度已成為PCB制造廠家面臨的重大挑戰(zhàn)。電路密度越高,要求定位越精確。定位的方法有目視定位、活動銷釘定位,固定銷釘定位等多種方法。
目視定位是用重氮片(Diazo film)透過圖形與印制板孔重合對位,然后貼上粘膠帶曝光。重氮片呈棕色或桔紅色半透明狀態(tài),可以保證較好的重合對位精度。銀鹽片(Silver Film)也可采用此法,但必須在底片制作透明定位盤才能定位。
活動銷釘定位系統(tǒng)包括照相軟片沖孔器和雙圓孔脫銷定位器,其方法是:先將正面,反面兩張底版藥膜相對對準(zhǔn),用軟片沖孔器在有效圖形外任意沖兩個定位孔,任取一張去編鉆孔程序,就可以利用鉆床一次性鉆孔,印制板金屬化孔及預(yù)鍍銅后,便可用雙圓孔脫銷定位器定位曝光。??
固定銷釘定位分兩套系統(tǒng),一套固定照相底版,另一套固定PCB ,通過調(diào)整兩銷釘?shù)奈恢茫瑢?shí)現(xiàn)照相底版與PCB的重合對準(zhǔn)。
5.曝光(Exposuring)
液態(tài)光致抗蝕劑經(jīng)UV光(300~400nm)照射后發(fā)生交聯(lián)聚合反應(yīng),受光照部分成膜硬化而不被顯影液所影響。通常選用的曝光燈燈源為高亮度、中壓型汞燈或者金屬鹵化物汞燈。燈管6000W,曝光量100~300mj/cm2,密度測定采用21級光密度表(Stouffer21),以確定最佳曝光參數(shù),通常為6~8級。液態(tài)光致抗蝕劑對曝光采用平行光要求不嚴(yán)格,但其感光速度不及干膜,因此應(yīng)使用高效率曝光機(jī)(Drawer)。
光聚合反應(yīng)取決于燈的光強(qiáng)和曝光時(shí)間,燈的光強(qiáng)與激發(fā)電壓有關(guān),與燈管使用時(shí)間有關(guān)。因此,為保證光聚合反應(yīng)足夠的光能量,必須由光能量積分儀來控制,其作用原理是保證曝光過程中燈光強(qiáng)度發(fā)生變化時(shí),能自動調(diào)整曝光時(shí)間來維持總曝光能量不變,曝光時(shí)間為25~50秒。
影響曝光時(shí)間的因素:
(1)燈光的距離越近,曝光時(shí)間越短;
(2)液態(tài)光致抗蝕劑厚度越厚,曝光時(shí)間越長;
(3)空氣濕度越大,曝光時(shí)間越長;
(4)預(yù)烘溫度越高,曝光時(shí)間越短。
當(dāng)曝光過度時(shí),易形成散光折射,線寬減小,顯影困難。當(dāng)曝光不足時(shí),顯影易出現(xiàn)針孔、發(fā)毛、脫落等缺陷,抗蝕性和抗電鍍性下降。因此選擇最佳曝光參數(shù)是控制顯影效果的重要條件。
底片質(zhì)量的好壞,直接影響曝光質(zhì)量,因此,底片圖形線路清晰,不能有任何發(fā)暈、虛邊等現(xiàn)象,要求無針孔、沙眼,穩(wěn)定性好。底片要求黑白反差大:銀鹽片光密度(Density)DMAX≥3.5,DMIN ≤0.15;重氮片光密度DMAX≥1.2,DMIN≤0.1。
一般來說,底片制作完后,從一個工序(工廠)傳送到另一個工序(工廠),或存貯一段時(shí)間,才進(jìn)入黃光室,這樣經(jīng)歷不同的環(huán)境,底片尺寸穩(wěn)定性難以保證。本人認(rèn)為制完底片應(yīng)直接進(jìn)入黃光室,每張底片制作80多塊板,便應(yīng)廢棄。這樣可避免圖形的微變形,尤其是微孔技術(shù)更應(yīng)重視這一點(diǎn)。
曝光工序操作注意事項(xiàng)?
(1)曝光機(jī)抽真空曬匣必不可少,真空度≥90%,只通過抽真空將底片與工件緊密貼合,才能保證圖像無畸變,以提高精度。
(2)曝光操作時(shí),若出現(xiàn)粘生產(chǎn)底片,可能是預(yù)烘不夠或者曬匣真空太強(qiáng)等原因造成,應(yīng)及時(shí)調(diào)整預(yù)烘溫度和時(shí)間或者檢查曬匣抽真空情況。??
(3)曝光停止后,應(yīng)立即取出板件,否則,燈內(nèi)余光會造成顯影后有余膠。
(4)工作條件必須達(dá)到:無塵黃光操作室,清潔度為10000~100000級,有空調(diào)設(shè)施。曝光機(jī)應(yīng)具有冷卻排風(fēng)系統(tǒng)。
(5)曝光時(shí)底片藥膜面務(wù)必朝下,使其緊貼感光膜面,以提高解像力。
6. 顯影(Developing)
顯影即去掉(溶解掉)未感光的非圖形部分濕膜,留下已感光硬化的圖形部分。其方法一般有手工顯影和機(jī)器噴淋顯影。
該工序工作條件同涂覆工序。
機(jī)器顯影配方及工藝規(guī)范?
Na2CO3 0.8~1.2%
消泡劑 0.1%
溫 度 30±2℃
顯影時(shí)間 40±10秒
噴淋壓力 1.5~3kg/cm2
操作時(shí)顯像點(diǎn)(Breok Point Control)控制在1/3~1/2處。為保證顯影質(zhì)量,必須控制顯影液濃度、溫度以及顯影時(shí)間在適當(dāng)?shù)牟僮鞣秶鷥?nèi)。溫度太高(35℃以上)或顯影時(shí)間太長(超過90秒以上),會造成皮膜質(zhì)量、硬度和耐化學(xué)腐蝕性降低。
顯影后有余膠產(chǎn)生,大多與工藝參數(shù)有關(guān),主要有以下幾種可能:
①顯影溫度不夠;
②Na2CO3濃度偏低;
③噴淋壓力小;
④傳送速度較快,顯影不徹底;
⑤曝光過度;
⑥疊板。
該工序操作注意事項(xiàng)?
(1)若生產(chǎn)中發(fā)現(xiàn)有濕膜進(jìn)入孔內(nèi),需要將噴射壓力調(diào)高和延長顯影時(shí)間。顯影后應(yīng)認(rèn)真檢查孔內(nèi)是否干凈,若有殘膠應(yīng)返工重顯。
(2)顯影液使用一段時(shí)間后,能力下降,應(yīng)更換新液。實(shí)驗(yàn)證明,當(dāng)顯影液PH值降至10.2時(shí),顯影液已失去活性,為保證圖像質(zhì)量,PH=10.5時(shí)的制版量定為換缸時(shí)間。
(3)顯影后應(yīng)充分洗凈,以免堿液帶入蝕刻液中。
(4)若產(chǎn)生開路、短路、露銅等現(xiàn)象,其原因一般是底片上有損傷或雜物。
7.干燥
為使膜層具有優(yōu)良的抗蝕抗電鍍能力,顯影后應(yīng)再干燥,其條件為溫度100℃,時(shí)間1~2分鐘。固化后膜層硬度應(yīng)達(dá)到2H~3H。
8. 檢查修版
修版實(shí)際上是進(jìn)行自檢,其目的主要是:修補(bǔ)圖形線路上的缺陷部分,去除與圖形要求無關(guān)的部分,即去除多余的如毛刺、膠點(diǎn)等,補(bǔ)上缺少的如針孔、缺口、斷線等。一般原則是先刮后補(bǔ),這樣容易保證修版質(zhì)量。
常用修版液有蟲膠、瀝青、 耐酸油墨等,比較簡便的是蟲膠液,其配方如下:
蟲 膠 100~150g/l
甲基紫 1~2g/l
無水乙醇 適量
修版要求:圖形正確,對位準(zhǔn)確,精度符合工藝要求;導(dǎo)電圖形邊緣整齊光滑,無殘膠、油污、指紋、針孔、缺口及其它雜質(zhì),孔壁無殘膜及異物;90%的修版工作量都是由于曝光工具不干凈所造成,故操作時(shí)應(yīng)經(jīng)常檢查底片,并用酒精清洗曬匣和底片,以減少修版量。修版時(shí)應(yīng)注意戴細(xì)紗手套,以防手汗污染版面。若頭兩道工序做得相當(dāng)好,幾乎無修版量,可省掉修版工序。
9.去膜(Strip)
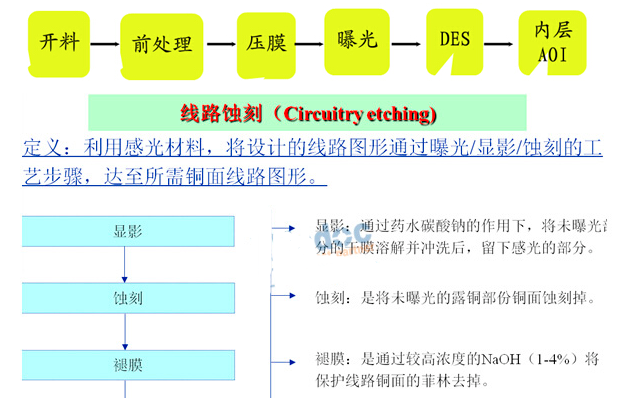
蝕刻(Etching)或電鍍(Plating)完畢,必須去除抗蝕保護(hù)膜,通常去膜采用4~8%的NaOH水溶液,加熱膨脹剝離分化而達(dá)到目的。方法有手工去膜和機(jī)器噴淋去膜。??
采用噴淋去膜機(jī),其噴射壓力為2~3kg/cm2,去膜質(zhì)量好,去除干凈徹底,生產(chǎn)效率高。提高溫度可增加去膜速度,但溫度過高,易產(chǎn)生黑孔現(xiàn)象,故溫度一般宜采用50~60℃。
去膜后務(wù)必清潔干凈,若去膜后表面有余膠,其原因主要是烘烤工序的工藝參數(shù)不正確,一般是烘烤過度。
以上討論,部分代表個人經(jīng)驗(yàn)之談,總而言之,嚴(yán)格控制工藝條件,是保證產(chǎn)品質(zhì)量的前提。只有根據(jù)各個公司的工藝裝備和工藝技術(shù)水平,采用行之有效的操作技巧及工藝方法,加強(qiáng)全面質(zhì)量管理(TQM),才能大大提高產(chǎn)品的合格率。
目前,集成電路和封裝技術(shù)的迅速發(fā)展,對PCB線路精細(xì)程度要求越來越高.綜上所述?采用液態(tài)光致抗蝕劑圖形轉(zhuǎn)移工藝,不僅可以提高線路的制作精細(xì)度,而且可降低生產(chǎn)成本,還可利用原有設(shè)備,操作工藝也易掌握。液態(tài)光致抗蝕劑圖形轉(zhuǎn)移工藝已成為適合高精度高密度要求的圖形制作工藝。我們相信,通過生產(chǎn)實(shí)踐,會使其工藝更加完善。












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論