 電子發燒友App
電子發燒友App


【導讀】:獲得中國石油集團石油管工程技術研究院認證的石墨烯納米技術擁有,零VOC排放,高達80%干膜氟化石墨烯及氧化鋅含量等特點,這種黑科技為何如此厲害?
產品特色
1.高模數低粘度: 膜數高,易分解硬化,粘結力強;低粘度,便于施工。
2.納米級:粒徑小,滲透力強,產生迷宮效應,提高屏蔽作用。
3.環保:零VOC,通過SGS檢測。
4.超防腐:屏蔽作用+陰極保護+鈍化層=涂層(三層防護)。
5.耐高溫:可持續耐溫(400-500)℃,可耐瞬間高溫1600℃。
6.耐輻射:以1010Ras累計輻射無變化,可持久抵抗伽馬射線和中子輻射曝光
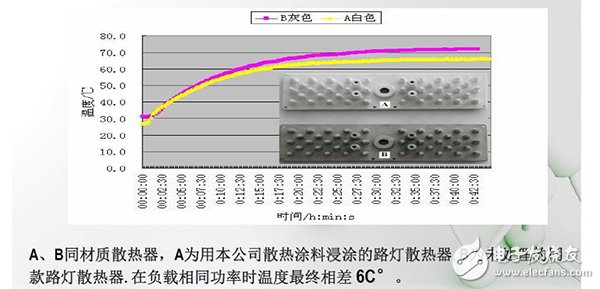
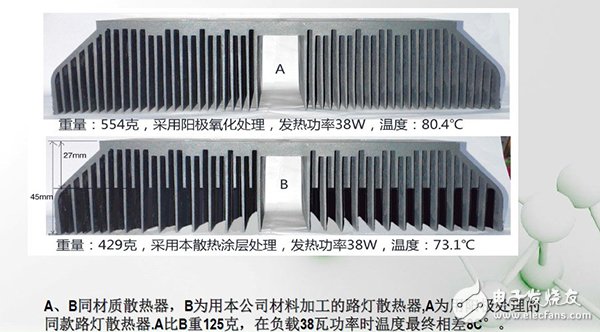
7. 輻射散熱:降低散熱器溫度7-10℃
國家級實驗室檢測結果一:
?
國家級實驗室檢測結果二:
國家級實驗室檢測結果三:
產品組份
A組分:液料(石墨烯納米水性新母液)
B組分:粉料(石墨烯高活性復合鋅粉)
產品描述
本產品是一種雙組份、水性的無機硅酸聚合物涂料,具有非常優異的耐候性和防腐性,可耐多種化學品和溶劑。適用溫度廣泛,防靜電、耐高溫、厚膜彎曲性能良好,焊切性能優良。可為局部機械破損部位提供陰極保護。
產品用途
1.作為多道涂層防護體系的底漆。
2.作為單一涂層體系,可用于儲罐內壁的長效保護。
3.作為單一涂層體系,用于暴露在中等至嚴重腐蝕的環境下及易于磨損的鋼結構的長效防腐。
4.優異的物理輻射散熱性能。
?
性能參數
顏色:金屬灰
漆面:啞光
體積固含量:(52±2)% 質量固含量:(83±2)%
干膜金屬鋅含量:88%
理論涂布率:5.2米2/升(干膜100微米計)
閃點:不適用
比重:3.2千克/升
指觸干:(5-30)分鐘(標準條件下,通風良好)
完全固化:約7天(標準條件下,通風良好)
揮發性有機化合物含量(V.O.C):0克/升
高低溫適用性:(-50℃至400℃),干燥條件下,長期溫度超過400℃不會導致漆膜立即破壞,但會降低其長效保護性能。
焊切性能:切口損傷蔓延《2mm
保質期:2年,常溫儲存。
施工參數
混合比率:液料:粉料=24:76(重量比)
施工方法:無氣噴涂/有氣噴涂/刷涂/輥涂
稀釋劑:無
適用期:8小時(標準條件下)
工具清洗:清水
漆膜厚度:干膜:(60-120)微米
重涂間隔:最小:2h(標準條件下,通風良好);最大:無
涂裝前表面處理:噴砂至Sa2.5級,表面粗糙度St40-70μm。
施工條件
施工溫度范圍5-40℃,相對濕度《85%,基材表面溫度高于露點3℃。在施工過程中,保證涂料不混入任何溶劑和油類等不相容的外來污染物。施工和干燥時,涂層表面保持通風良好。
先涂油漆:無,但可覆涂在經過掃砂后未能損傷的車間底漆上。
固化條件:表干之后,應保持涂層表面通風良好。雨季施工或井下高濕等惡劣環境作業,請聯系技術人員。
安全
倉儲、運輸及使用過程中,應查看包裝物上安全標簽。
納米水性防腐涂料作業指導書
一、目的
介紹本產品的性能及施工要求。規定本產品噴涂前基材表面處理方法及施工操作規程,確保產品質量能夠滿足客戶需求。
二、適用范圍
鋼結構防腐、海洋鉆井平臺、船舶、石油管道、儲油罐、汽車底盤、發動機、排氣管耐高溫設備等。
三、引用標準
表面處理標準需參考ISO 8501-1/ISO 8501-3。
油漆附著力標準參考ASTM D3359、ISO-2409、ISO 4624-2004等。
四、性能
4.1產品分類
雙組份高模數環保水性石墨烯防腐涂料。
4.2推薦噴涂厚度
推薦干膜厚度(60-100)μm。
4.3表干時間
標準條件下,表干時間(5-30)min(保持通風良好)。
4.4實干時間
標準條件下,實干時間為24h(保持通風良好,7天后可放入水下)。
4.5涂裝時間間隔
4.5.1本產品進行二次噴涂的時間間隔為標準條件下2h以上;
4.5.2涂裝面漆或中間漆的時間間隔為標準條件下24h以上。
4.6 保質期:2年,常溫儲存。
4.7 附加數據
4.7.1均勻厚度的干膜理論涂布率
厚度μm 75.0 100.0 150.0
㎡/L 6.9 5.2 3.5
㎡/kg 2.16 1.63 1.10
4.7.2單次涂覆厚度(干膜)
A)氣動噴涂每層的最大厚度為120μm;
B)手動涂覆每層的最大厚度為100μm。
五、 施工要求
5.1 施工條件
5.1.1 施工溫度范圍(5-40)℃,相對濕度<85%;
5.1.2 基材表面溫度應高于露點3℃。
5.2 準備工作
液料:粉料=24:76(質量比)。在攪拌的狀態下,將粉料緩慢加入液料內(嚴禁顛倒混合順序),在涂裝過程中應不斷攪拌涂料。
5.3 熟化時間
液料與粉料混合均勻后,攪拌30min后方可使用。
5.4 適用期
標準條件下,8h。
5.5 稀釋劑
本產品嚴禁使用稀釋劑。
5.6 涂裝設備
5.6.1 壓縮空氣的壓力為0.35至0.6兆帕;
5.6.2 最大出氣量為10L/min。
5.7 保護工具
橡膠手套、護目鏡、口罩等。
六、基材表面處理工作
6.1 應格外注意清理表面,清除銹跡、臟污、油污、以及老舊涂層等,基材表面應在專業地點進行噴砂或拋丸處理。
6.2 所有準備使用本產品的金屬表面都必須經噴砂或噴丸處理,達到Sa2.5級和粗糙度St40-70μm。
6.3 在清理之前,應清除基材表面臨時安裝的設備、毛刺、金屬屑等。焊縫應填平、尖銳角應打磨圓潤,倒角半徑不小于0.8mm。
6.4 在噴砂或拋丸前,應用脫脂劑浸濕的抹布清除金屬表面的潮氣、臟污和油脂。
6.5 基材表面的噴砂或拋丸應在工業環境封閉的室內,避免磨料的流失。
6.6 用于噴砂或拋丸的磨料中不應含有油污雜物,濕氣和氯鹽。
6.7 在涂裝的過程中,基材表面不應出現水汽、油污和臟污。
6.8相對濕度<85%時,基材表面處理8h內進行涂裝;相對濕度>85%時,不允許施工。
七、 施工操作規程
警告:接觸任何油污都會消除涂料的附著力,且會進一步導致剝落(實際上,剝落在干燥后立即開始)。
7.1 液料:粉料=24:76(質量比),在充分混合后,持續攪拌30分鐘方可使用。
7.2 本產品不可在降水天氣時使用。這種情況下,應在室內或者由遮蔽的地方進行涂裝作業。
7.3 由于粉料的比重比液料的比重大很多,因此在涂裝過程中應不斷攪拌以防止粉料沉淀、堆積。使用后,應用清水沖洗所有的工具。
7.4 如需進行二道噴涂,那么二道涂層應在頭道涂層噴涂2小時后進行。
7.5 雨季施工或井下高濕等惡劣環境下作業,請聯系我司技術人員。
7.6 本產品涂層固化一天后,可以進行中間漆或面漆涂裝。
7.7 如果防腐環境在水下或者周期性接觸水的條件下(不涂裝面漆),那么應該在其固化7天后投入使用。
7.8 如果防腐環境在大氣中,則不需要等待固化7天,但在這種情況下應保持涂層表面在48h之內不會變濕(如淋雨)。
7.9 混合后的涂料應該在8小時內使用,嚴格禁止用水或者其他稀釋劑進行稀釋。
7.10 工作完成后,使用的設備、手、和身體暴露的部分應用清水徹底清洗。
八、包裝方式、儲存及運輸
罐裝、避光保存;封閉容器。















 工商網監
工商網監
評論