 電子發(fā)燒友App
電子發(fā)燒友App


鋰離子電池是一種二次電池(充電電池),它主要依靠Li+ 在兩個(gè)電極之間往返嵌入和脫嵌來工作。隨著新能源汽車等下游產(chǎn)業(yè)不斷發(fā)展,鋰離子電池的生產(chǎn)規(guī)模正在不斷擴(kuò)大。本文以鈷酸鋰為例,全面講解鋰離子電池的的原理、配方和工藝流程,鋰電池的性能與測(cè)試、生產(chǎn)注意事項(xiàng)和設(shè)計(jì)原則。
一,鋰離子電池的原理、配方和工藝流程;一、工作原理
1、正極構(gòu)造LiCoO2 + 導(dǎo)電劑 + 粘合劑 (PVDF) + 集流體(鋁箔) 2、負(fù)極構(gòu)造石墨 + 導(dǎo)電劑 + 增稠劑 (CMC) + 粘結(jié)劑 (SBR) + 集流體(銅箔)
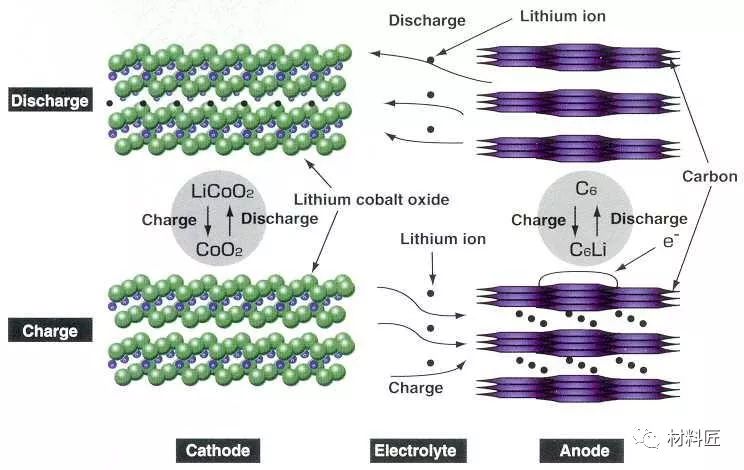
 3、工作原理
3、工作原理
3.1 充電過程一個(gè)電源給電池充電,此時(shí)正極上的電子e從通過外部電路跑到負(fù)極上,正鋰離子Li+從正極“跳進(jìn)”電解液里,“爬過”隔膜上彎彎曲曲的小洞,“游泳”到達(dá)負(fù)極,與早就跑過來的電子結(jié)合在一起。
 正極上發(fā)生的反應(yīng)為:
正極上發(fā)生的反應(yīng)為:![]()
負(fù)極上發(fā)生的反應(yīng)為:![]()
3.2 電池放電過程
放電有恒流放電和恒阻放電,恒流放電其實(shí)是在外電路加一個(gè)可以隨電壓變化而變化的可變電阻,恒阻放電的實(shí)質(zhì)都是在電池正負(fù)極加一個(gè)電阻讓電子通過。由此可知,只要負(fù)極上的電子不能從負(fù)極跑到正極,電池就不會(huì)放電。電子和Li+都是同時(shí)行動(dòng)的,方向相同但路不同,放電時(shí),電子從負(fù)極經(jīng)過電子導(dǎo)體跑到正極,鋰離子Li+從負(fù)極“跳進(jìn)”電解液里,“爬過”隔膜上彎彎曲曲的小洞,“游泳”到達(dá)正極,與早就跑過來的電子結(jié)合在一起。
3.3 充放電特性
電芯正極采用LiCoO2 、LiNiO2、LiMn2O2,其中LiCoO2本是一種層結(jié)構(gòu)很穩(wěn)定的晶型,但當(dāng)從LiCoO2拿走x個(gè)Li離子后,其結(jié)構(gòu)可能發(fā)生變化,但是否發(fā)生變化取決于x的大小。
通過研究發(fā)現(xiàn)當(dāng)x 》0.5時(shí),Li1-xCoO2的結(jié)構(gòu)表現(xiàn)為極其不穩(wěn)定,會(huì)發(fā)生晶型癱塌,其外部表現(xiàn)為電芯的壓倒終結(jié)。所以電芯在使用過程中應(yīng)通過限制充電電壓來控制Li1-xCoO2中的x值,一般充電電壓不大于4.2V那么x小于0.5 ,這時(shí)Li1-xCoO2的晶型仍是穩(wěn)定的。
負(fù)極C6其本身有自己的特點(diǎn),當(dāng)?shù)谝淮位珊螅龢OLiCoO2中的Li被充到負(fù)極C6中,當(dāng)放電時(shí)Li回到正極LiCoO2中,但化成之后必須有一部分Li留在負(fù)極C6中心,以保證下次充放電Li的正常嵌入,否則電芯的壓倒很短,為了保證有一部分Li留在負(fù)極C6中,一般通過限制放電下限電壓來實(shí)現(xiàn):安全充電上限電壓≤4.2V,放電下限電壓≥2.5V。
記憶效應(yīng)的原理是結(jié)晶化,在鋰電池中幾乎不會(huì)產(chǎn)生這種反應(yīng)。但是,鋰離子電池在多次充放后容量仍然會(huì)下降,其原因是復(fù)雜而多樣的。主要是正負(fù)極材料本身的變化,從分子層面來看,正負(fù)極上容納鋰離子的空穴結(jié)構(gòu)會(huì)逐漸塌陷、堵塞;從化學(xué)角度來看,是正負(fù)極材料活性鈍化,出現(xiàn)副反應(yīng)生成穩(wěn)定的其他化合物。物理上還會(huì)出現(xiàn)正極材料逐漸剝落等情況,總之最終降低了電池中可以自由在充放電過程中移動(dòng)的鋰離子數(shù)目。
過度充電和過度放電,將對(duì)鋰離子電池的正負(fù)極造成永久的損壞,從分子層面看,可以直觀的理解,過度放電將導(dǎo)致負(fù)極碳過度釋出鋰離子而使得其片層結(jié)構(gòu)出現(xiàn)塌陷,過度充電將把太多的鋰離子硬塞進(jìn)負(fù)極碳結(jié)構(gòu)里去,而使得其中一些鋰離子再也無法釋放出來。
不適合的溫度將引發(fā)鋰離子電池內(nèi)部其他化學(xué)反應(yīng)生成我們不希望看到的化合物,所以在不少的鋰離子電池正負(fù)極之間設(shè)有保護(hù)性的溫控隔膜或電解質(zhì)添加劑。在電池升溫到一定的情況下,復(fù)合膜膜孔閉合或電解質(zhì)變性,電池內(nèi)阻增大直到斷路,電池不再升溫,確保電池充電溫度正常。
二、鋰電池的配方與工藝流程
1. 正負(fù)極配方
1.1 正極配方:LiCoO2+導(dǎo)電劑+粘合劑+集流體(鋁箔)LiCoO2(10μm): 96.0%導(dǎo)電劑(Carbon ECP) 2.0%粘合劑(PVDF 761) 2.0% NMP(增加粘結(jié)性):固體物質(zhì)的重量比為8:15a)正極粘度控制6000cps(溫度25℃ );b) NMP重量須適當(dāng)調(diào)節(jié),達(dá)到粘度要求為宜;c)特別注意溫度、濕度對(duì)黏度的影響
正極活性物質(zhì):
鈷酸鋰:正極活性物質(zhì),鋰離子源,為電池提高鋰源。非極性物質(zhì),不規(guī)則形狀,粒徑D50一般為6-8 μm,含水量≤0.2%,通常為堿性,pH值為10-11左右。
錳酸鋰:非極性物質(zhì),不規(guī)則形狀,粒徑D50一般為5-7 μm,含水量≤0.2%,通常為弱堿性,pH值為8左右。
導(dǎo)電劑:鏈狀物,含水量《 1%,粒徑一般為 1-5 μm。通常使用導(dǎo)電性優(yōu)異的超導(dǎo)碳黑,如科琴炭黑Carbon ECP和ECP600JD,其作用:提高正極材料的導(dǎo)電性,補(bǔ)償正極活性物質(zhì)的電子導(dǎo)電性;提高正極片的電解液的吸液量,增加反應(yīng)界面,減少極化。
PVDF粘合劑:非極性物質(zhì),鏈狀物,分子量從300,000到3,000,000不等;吸水后分子量下降,粘性變差。用于將鈷酸鋰、導(dǎo)電劑和鋁箔或鋁網(wǎng)粘合在一起。常用的品牌如Kynar761。
NMP:弱極性液體,用來溶解/溶脹PVDF,同時(shí)用來稀釋漿料。
集流體(正極引線):由鋁箔或鋁帶制成。
1.2 負(fù)極配方:石墨+導(dǎo)電劑+增稠劑(CMC)+粘結(jié)劑(SBR)+ 集流體(銅箔)負(fù)極材料(石墨):94.5%導(dǎo)電劑(Carbon ECP):1.0%(科琴超導(dǎo)碳黑)粘結(jié)劑(SBR):2.25%(SBR = 丁苯橡膠膠乳)增稠劑(CMC):2.25%(CMC = 羧甲基纖維素鈉)水:固體物質(zhì)的重量比為1600:1417.5a) 負(fù)極黏度控制5000-6000cps(溫度25轉(zhuǎn)子3)b) 水重量需要適當(dāng)調(diào)節(jié),達(dá)到黏度要求為宜;c) 特別注意溫度濕度對(duì)黏度的影響
2、正負(fù)混料
石墨:負(fù)極活性物質(zhì),構(gòu)成負(fù)極反應(yīng)的主要物質(zhì);主要分為天然石墨和人造石墨兩大類。非極性物質(zhì),易被非極性物質(zhì)污染,易在非極性物質(zhì)中分散;不易吸水,也不易在水中分散。被污染的石墨,在水中分散后,容易重新團(tuán)聚。一般粒徑 D50為20μm左右。顆粒形狀多樣且多不規(guī)則,主要有球形、片狀、纖維狀等。
導(dǎo)電劑:其作用為:a) 提高負(fù)極片的導(dǎo)電性,補(bǔ)償負(fù)極活性物質(zhì)的電子導(dǎo)電性。b) 提高反應(yīng)深度及利用率。c) 防止枝晶的產(chǎn)生。d) 利用導(dǎo)電材料的吸液能力,提高反應(yīng)界面,減少極化。(可根據(jù)石墨粒度分布選擇加或不加)。
添加劑:降低不可逆反應(yīng),提高粘附力,提高漿料黏度,防止?jié){料沉淀。增稠劑/防沉淀劑(CMC):高分子化合物,易溶于水和極性溶劑。異丙醇:弱極性物質(zhì),加入后可減小粘合劑溶液的極性,提高石墨和粘合劑溶液的相容性;具有強(qiáng)烈的消泡作用;易催化粘合劑網(wǎng)狀交鏈,提高粘結(jié)強(qiáng)度。乙醇:弱極性物質(zhì),加入后可減小粘合劑溶液的極性,提高石墨和粘合劑溶液的相容性;具有強(qiáng)烈的消泡作用;易催化粘合劑線性交鏈,提高粘結(jié)強(qiáng)度(異丙醇和乙醇的作用從本質(zhì)上講是一樣的,大批量生產(chǎn)時(shí)可考慮成本因素然后選擇添加哪種)。
水性粘合劑(SBR):將石墨、導(dǎo)電劑、添加劑和銅箔或銅網(wǎng)粘合在一起。小分子線性鏈狀乳液,極易溶于水和極性溶劑。
去離子水(或蒸餾水):稀釋劑,酌量添加,改變漿料的流動(dòng)性。
負(fù)極引線:由銅箔或鎳帶制成。
2.1正極混料 :
2.1.1原料的預(yù)處理
1) 鈷酸鋰:脫水。一般用120 °C常壓烘烤2小時(shí)左右。2) 導(dǎo)電劑:脫水。一般用200 °C常壓烘烤2小時(shí)左右。3) 粘合劑:脫水。一般用120-140 °C常壓烘烤2小時(shí)左右,烘烤溫度視分子量的大小決定。4) NMP:脫水。使用干燥分子篩脫水或采用特殊取料設(shè)施,直接使用。
2.1.2物料球磨:
1) 4小時(shí)結(jié)束,過篩分離出球磨;2) 將LiCoO2 和Carbon ECP倒入料桶,同時(shí)加入磨球(干料:磨球=1:1),在滾瓶及上進(jìn)行球磨,轉(zhuǎn)速控制在60rmp以上
2.1.3 原料的摻和:
1) 粘合劑的溶解(按標(biāo)準(zhǔn)濃度)及熱處理。2) 鈷酸鋰和導(dǎo)電劑球磨:使粉料初步混合,鈷酸鋰和導(dǎo)電劑粘合在一起,提高團(tuán)聚作用和的導(dǎo)電性。配成漿料后不會(huì)單獨(dú)分布于粘合劑中,球磨時(shí)間一般為2h左右;為避免混入雜質(zhì),通常使用瑪瑙球作為球磨介子。
2.1.4 干粉的分散、浸濕:
原理:固體粉末放置在空氣中,隨著時(shí)間的推移,將會(huì)吸附部分空氣在固體的表面上,液體粘合劑加入后,液體與氣體開始爭(zhēng)奪固體表面;如果固體與氣體吸附力比與液體的吸附力強(qiáng),液體不能浸濕固體;如果固體與液體吸附力比與氣體的吸附力強(qiáng),液體可以浸濕固體,將氣體擠出。
當(dāng)潤(rùn)濕角≤90°,固體浸濕。當(dāng)潤(rùn)濕角》90°,固體不浸濕。
正極材料中的所有組員都能被粘合劑溶液浸濕,所以正極粉料分散相對(duì)容易。
分散方法對(duì)分散的影響:
1)靜置法(時(shí)間長(zhǎng),效果差,但不損傷材料的原有結(jié)構(gòu));2)攪拌法:自轉(zhuǎn)或自轉(zhuǎn)加公轉(zhuǎn)(時(shí)間短,效果佳,但有可能損傷個(gè)別材料的自身結(jié)構(gòu))。
攪拌槳對(duì)分散速度的影響:攪拌槳大致包括蛇形、蝶形、球形、槳形、齒輪形等。一般蛇形、蝶形、槳型攪拌槳用來對(duì)付分散難度大的材料或配料的初始階段;球形、齒輪形用于分散難度較低的狀態(tài),效果佳。
攪拌速度對(duì)分散速度的影響。一般說來攪拌速度越高,分散速度越快,但對(duì)材料自身結(jié)構(gòu)和對(duì)設(shè)備的損傷就越大。
濃度對(duì)分散速度的影響。通常情況下漿料濃度越小,分散速度越快,但太稀將導(dǎo)致材料的浪費(fèi)和漿料沉淀的加重。
濃度對(duì)粘結(jié)強(qiáng)度的影響。濃度越大,柔制強(qiáng)度越大,粘接強(qiáng)度越大;濃度越低,粘接強(qiáng)度越小。
真空度對(duì)分散速度的影響。高真空度有利于材料縫隙和表面的氣體排出,降低液體吸附難度;材料在完全失重或重力減小的情況下分散均勻的難度將大大降低。
溫度對(duì)分散速度的影響。適宜的溫度下,漿料流動(dòng)性好、易分散。太熱漿料容易結(jié)皮,太冷漿料的流動(dòng)性將大打折扣。
稀釋:將漿料調(diào)整為合適的濃度,便于涂布。
2.1.5操作步驟
a) 將NMP倒入動(dòng)力混合機(jī)(100L)至80°C,稱取PVDF加入其中,開機(jī);參數(shù)設(shè)置:轉(zhuǎn)速25±2r/min,攪拌115-125min;
b) 接通冷卻系統(tǒng),將已經(jīng)磨號(hào)的正極干料平均分四次加入,每次間隔28-32min,第三次加料視材料需要添加NMP,第四次加料后加入NMP;動(dòng)力混合機(jī)參數(shù)設(shè)置:轉(zhuǎn)速為20±2r/min
c) 第四次加料30±2min后進(jìn)行高速攪拌,時(shí)間為480±10min;動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為30±2r/min,自轉(zhuǎn)為25±2r/min;
d) 真空混合:將動(dòng)力混合機(jī)接上真空,保持真空度為-0.09Mpa,攪拌30±2min;動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為10±2min,自轉(zhuǎn)為8±2r/min
e) 取250-300ml漿料,使用黏度計(jì)測(cè)量黏度;測(cè)試條件:轉(zhuǎn)子號(hào)5,轉(zhuǎn)速12或30rpm,溫度范圍25°C;
f) 將正極料從動(dòng)力混合機(jī)中取出進(jìn)行膠體磨、過篩,同時(shí)在不銹鋼盆上貼上標(biāo)識(shí),與拉漿設(shè)備操作員交接后可流入拉漿作業(yè)工序。
2.1.6注意事項(xiàng)a) 完成,清理機(jī)器設(shè)備及工作環(huán)境;b) 操作機(jī)器時(shí),需注意安全,避免砸傷頭部。
2.2 負(fù)極混料
2.2.1原料的預(yù)處理:
1) 石墨:A、混合,使原料均勻化,提高一致性。B、300~400°C常壓烘烤,除去表面油性物質(zhì),提高與水性粘合劑的相容能力,修圓石墨表面棱角(有些材料為保持表面特性,不允許烘烤,否則效能降低)。2) 水性粘合劑:適當(dāng)稀釋,提高分散能力。
2.2.2 摻和、浸濕和分散: 1) 石墨與粘合劑溶液極性不同,不易分散。2) 可先用醇水溶液將石墨初步潤(rùn)濕,再與粘合劑溶液混合。3) 應(yīng)適當(dāng)降低攪拌濃度,提高分散性。4) 分散過程為減少極性物與非極性物距離,提高勢(shì)能或表面能,所以為吸熱反應(yīng),攪拌時(shí)總體溫度有所下降。如條件允許應(yīng)該適當(dāng)升高攪拌溫度,使吸熱變得容易,同時(shí)提高流動(dòng)性,降低分散難度。5) 攪拌過程如加入真空脫氣過程,排除氣體,促進(jìn)固-液吸附,效果更佳。6) 分散原理、分散方法同正極配料中的相關(guān)內(nèi)容
2.2.3稀釋:將漿料調(diào)整為合適的濃度,便于涂布。
2.2.4物料球磨1) 將負(fù)極和KetjenblackECP倒入料桶同時(shí)加入球磨(干料:磨球=1:1.2)在滾瓶及上進(jìn)行球磨,轉(zhuǎn)速控制在60rmp以上;2) 4小時(shí)結(jié)束,過篩分離出球磨;
2.2.5操作步驟1) 純凈水加熱至至80°C倒入動(dòng)力混合機(jī)(2L)
2) 加CMC,攪拌60±2min;動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為25±2min,自轉(zhuǎn)為15±2r/min;3) 加入SBR和去離子水,攪拌60±2min;
動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為30±2min,自轉(zhuǎn)為20±2r/min;4) 負(fù)極干料分四次平均順序加入,加料的同時(shí)加入純凈水,每次間隔28-32min;動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為20±2r/min,自轉(zhuǎn)為15±2r/min;5) 第四次加料30±2r/min后進(jìn)行高速攪拌,時(shí)間為480±10min;
動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為30±2r/min,自轉(zhuǎn)為25±2r/min;6) 真空混合:將動(dòng)力混合機(jī)接上真空,保持真空度為-0.09到0.10Mpa,攪拌30±2min;
動(dòng)力混合機(jī)參數(shù)設(shè)置:公轉(zhuǎn)為10±2min,自轉(zhuǎn)為8±2r/min7) 取500ml漿料,使用黏度計(jì)測(cè)量黏度;
測(cè)試條件:轉(zhuǎn)子號(hào)5,轉(zhuǎn)速30rpm,溫度范圍25°C;8) 將負(fù)極料從動(dòng)力混合機(jī)中取出進(jìn)行磨料、過篩,同時(shí)在不銹鋼盆上貼上標(biāo)識(shí),與拉漿設(shè)備操作員交接后可流入拉漿作業(yè)工序。
2.2.6 注意事項(xiàng)1) 完成,清理機(jī)器設(shè)備及工作環(huán)境;2) 操作機(jī)器時(shí),需注意安全,避免砸傷頭部。
配料注意事項(xiàng):ü防止混入其它雜質(zhì);ü防止?jié){料飛濺;ü?jié){料的濃度(固含量)應(yīng)從高往低逐漸調(diào)整,以免增加麻煩;ü在攪拌的間歇過程中要注意刮邊和刮底,確保分散均勻;ü?jié){料不宜長(zhǎng)時(shí)間擱置,以免沉淀或均勻性降低;ü需烘烤的物料必須密封冷卻之后方可以加入,以免組分材料性質(zhì)變化;ü攪拌時(shí)間的長(zhǎng)短以設(shè)備性能、材料加入量為主;ü攪拌槳的使用以漿料分散難度進(jìn)行更換,無法更換的可將轉(zhuǎn)速由慢到快進(jìn)行調(diào)整,以免損傷設(shè)備;ü出料前對(duì)漿料進(jìn)行過篩,除去大顆粒以防涂布時(shí)造成斷帶;ü對(duì)配料人員要加強(qiáng)培訓(xùn),確保其掌握專業(yè)知識(shí),以免釀成大禍;ü配料的關(guān)鍵在于分散均勻,掌握該中心,其它方式可自行調(diào)整。
一、電池制作所需參數(shù)
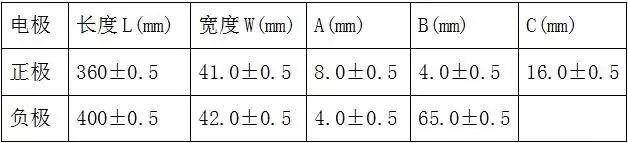
1、極片尺寸
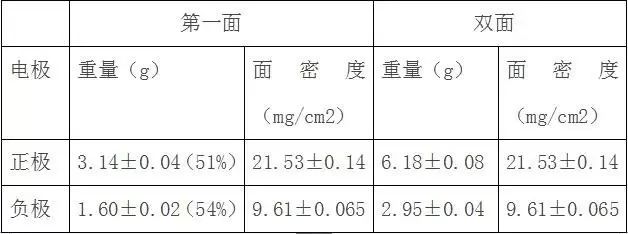
2、拉漿工藝
a)集流體尺寸
正極(鋁箔),間歇涂布
負(fù)極(銅箔),間歇涂布
b)拉漿重量要求
3、正極拉漿后進(jìn)行以下工序:
裁大片 裁小片 稱片(配片) 烘烤 軋片極耳焊接負(fù)極拉漿后進(jìn)行以下工序:
裁大片 裁小片 稱片(配片) 烘烤 軋片極耳焊接
.4、軋片要求
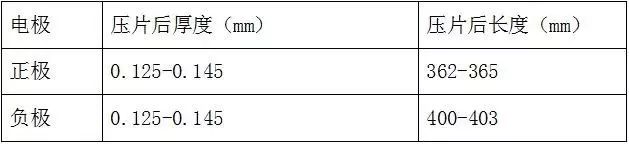
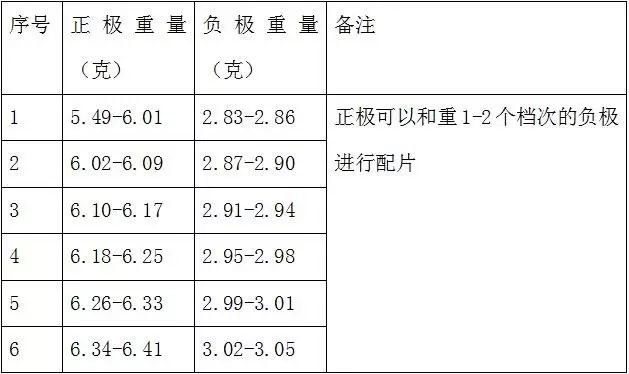
5、配片方案
6、極片烘烤
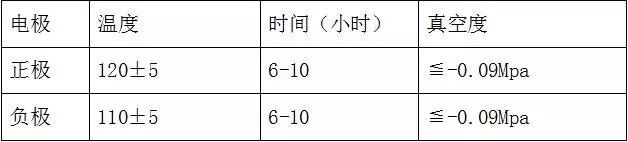
備注:真空系統(tǒng)的真空度為-0.095-0.10Mpa;保護(hù)氣為高純氮?dú)猓瑲怏w氣壓大于0.5Mpa
7、極耳制作
a) 正極:
正極極耳在正極片處采用超聲波焊接。鋁條末端與極片邊緣平齊。
b) 負(fù)極:
鎳條尺寸:0.10×3.0×48mm,鎳條直接用點(diǎn)焊機(jī)點(diǎn)焊,要求點(diǎn)焊點(diǎn)數(shù)為8個(gè)點(diǎn)鎳條右側(cè)與負(fù)極片右側(cè)對(duì)齊,鎳條末端與極片邊緣平齊。
8 隔膜尺寸:0.025×44.0×790±5mm
9 卷針寬度:22.65±0.05mm
10 壓芯:電池卷繞后,先在電芯底部貼上24mm寬的透明膠紙,再用壓平機(jī)冷壓兩次。
11 電芯入殼前要求
膠紙1:10.0×38.0±1.0mm,膠紙?jiān)陔娦緝蓚?cè)分布均勻;
膠紙2:10.0×38.0±1.0mm,鎳條在膠紙中央;
膠紙3:24.0×30.0±2.0mm,膠紙?jiān)陔娦緝蓚?cè)分布均勻;
鎳條右側(cè)距電芯右側(cè)為7.0±1.0mm。
12 裝殼
裝殼時(shí)應(yīng)用雙手同時(shí)用力,緩緩將電芯裝入電池殼中,禁止劃傷電芯。
13 負(fù)極極耳焊接
負(fù)極鎳條與鋼殼用點(diǎn)焊機(jī)進(jìn)行焊接,要保證焊接強(qiáng)度,禁止虛焊。
14 激光焊接
激光焊接時(shí)應(yīng)仔細(xì)上夾具,電池殼與上蓋配合良好后才能進(jìn)行焊接,注意避免出現(xiàn)焊偏。
15 電池真空烘烤

備注:(1)真空系統(tǒng)的真空度為-0.095~-0.10MPa;
(2)保護(hù)氣為高純氮?dú)猓瑲怏w壓力>0.5MPa;
(3)每小時(shí)抽一次真空注一次氮?dú)?/p>
16 注液量:2.9±0.1g
注液房相對(duì)濕度:≤30%,溫度:20±5℃封口膠布:6mm寬紅色膠布,粘膠紙時(shí)注意擦凈注液口處的電解液用2道橡皮筋將棉花固定在注液口處。
17 化成制度(1) 開口化成工藝a) 恒流充電:40mA×4h;80mA×6h
電壓限制:4.00V
b) 全檢電壓,電壓≥3.90V的電池進(jìn)行封口,電壓《3.90V的電池用60mA恒流至3.90~4.00V后封口,再打鋼珠
c) 電池清洗,清洗劑為醋酸+酒精
(2) 續(xù)化成制度按程序進(jìn)行續(xù)化成:
a) 恒流充電(400mA,4.20V,10min)
b) 休眠(2min)
c) 恒流充電(400mA,4.20V,100 min)·
d) 恒壓充電(4.20V,20 mA,150 min)
e) 休眠(30min)
f) 恒流放電(750mA,2.75V,80 min)
g) 休眠(30min)
h) 恒流充電(750mA,3.80V,90 min)
j) 恒壓充電(3.80V,20 mA,150 min)
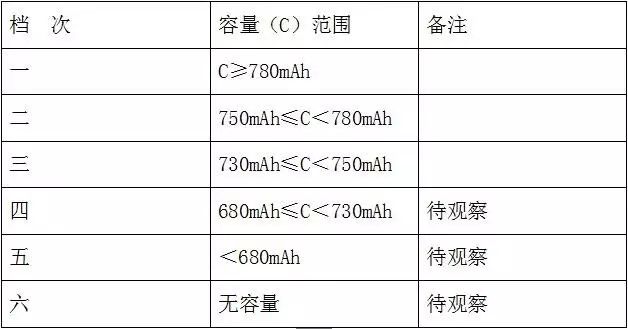
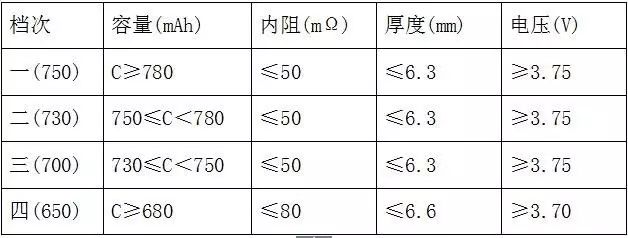
(3) 檢測(cè)分容
按如下檔次對(duì)電池進(jìn)行分容:
 電池下柜后全檢電壓,電壓<3.77V的電池采用程序補(bǔ)電:
電池下柜后全檢電壓,電壓<3.77V的電池采用程序補(bǔ)電:
(1)恒流充電(750mA,3.80V,10 min)
(2)休眠(2min)
(3)恒流充電(750mA,3.80V,30 min)
(4)恒壓充電(3.80V,20 mA,60min)
18 電池復(fù)檢
電池下柜分容后在室溫下放置20天進(jìn)行復(fù)檢,步驟如下:
a) 用整形機(jī)對(duì)電池整形;
b) 全檢電池厚度、電壓、內(nèi)阻,分類方法如下:
二、電池制作工藝流程
1、(正、負(fù)極)干混→濕混→滾涂膏體在導(dǎo)電基體上→3步干燥→卷繞→切邊(切成一定寬度)→輥壓→卷繞(備用)干混采用球磨, 磨球是玻璃球或氧化鋯陶瓷球;
濕混采用。行星式拌粉機(jī), 其葉片分別裝在2-3個(gè)軸上, 混合效果更好。濕混中溶劑數(shù)量要恰當(dāng), 形成合適的流變態(tài), 以獲得平滑的涂層。滾涂電極膏體要保證一定的粘度, 膏體涂于鋁箔或銅箔的兩面, 而涂層的厚度取決于電池的型號(hào)。然后再相繼通過3個(gè)加熱區(qū)進(jìn)行干燥, NMP(或水)從涂層中隨熱空氣或干燥氮?dú)饬鲃?dòng)而揮發(fā), 溶劑可以回收再利用。輥壓是為了提高涂層的密度, 并使電極厚度能符合電池裝配的尺寸, 輥壓階段的壓力要適中, 以免卷繞時(shí)粉料散落。
2、電池的組裝
圓柱電池的裝配工藝流程:絕緣底圈入筒→卷繞電芯入筒→插入芯軸→焊負(fù)極集流片于鋼筒→插入絕緣圈→鋼筒滾線→真空干燥→注液→組合帽(PTC元件等)焊到正極引極上→封口→X射線檢查→編號(hào)→化成→循環(huán)→陳化。
方形電池裝配工藝流程:絕緣底入鋼盒→片狀組合電芯入筒→負(fù)極集流片焊于鋼盒→上密封墊圈→正極集流片焊于桿引極→組合蓋(PTC元件等)焊到旋引極上→組合蓋定位→激光焊接→真空干燥→注液→密封→X射線檢查→編號(hào)→化成→循環(huán)→陳化。
裝配工藝說明:以圓柱形電池為例(方形電池基本過程相同)。卷繞芯入筒以前, 將鋁條(0.08—0.15㎜厚、3㎜寬)和鎳條(0.04—0.10㎜厚, 3㎜寬)分別用超聲波焊接在正、負(fù)極導(dǎo)電基體的指定處作為集流引極。
電池隔膜一般采用PE/PP2層或PP/PE/PP 3層組成, 隔膜都是經(jīng)過120℃熱處理過的, 以增加其阻止性和提高其安全性。
正極、隔膜、負(fù)極3者疊合后卷繞入筒, 由于采用涂膏電極, 故必須讓膏體材料與基體結(jié)合得好, 以形成高密度電極, 特別要防止掉粉, 以免其穿透隔膜而引起電池內(nèi)部短路。
在卷繞電芯插入鋼筒以前, 放一個(gè)絕緣底入鋼筒底部是為了防止電池內(nèi)部短路這對(duì)于一般電池都是相同的。
電解質(zhì)一般采用LiPF6和非水有機(jī)溶劑, 在真空注液以前,電池要真空干燥24/h, 以除去電池組分中的水分和潮氣, 以免LiPF6與水反應(yīng)形成HF而縮短壽命。
電池密封采用涂密封膠、插入墊圈、卷邊加斷面收縮過程,基本原理與堿性可充電池相同。封口以后, 電池要用異丙醇和水的混合液除去油污物和濺出的電解液, 然后再干燥。使用一種氣味傳感器或“ 嗅探器”元件檢查電池漏液情況。
整個(gè)電池裝配完成以后, 電池要用X射線鑒定電池內(nèi)部結(jié)構(gòu)是否正常, 對(duì)于電芯不正、鋼殼裂縫、焊點(diǎn)情況、有無短路等進(jìn)行檢查, 排除有上述缺陷的電池, 確保電池質(zhì)量。
最后一道工序是化成, 電池第1次充電, 陽極上形成保護(hù)膜, 稱為固體電解質(zhì)中間相層(SEI), 它能防止陽極與電解質(zhì)反應(yīng), 并是電池安全操作、高容量、長(zhǎng)壽命的關(guān)鍵要素。電池經(jīng)過幾次充放電循環(huán)以后陳化2—3周, 剔去微短路電池, 再進(jìn)行容量分選包裝后即成為商品了。
三、電池的性能
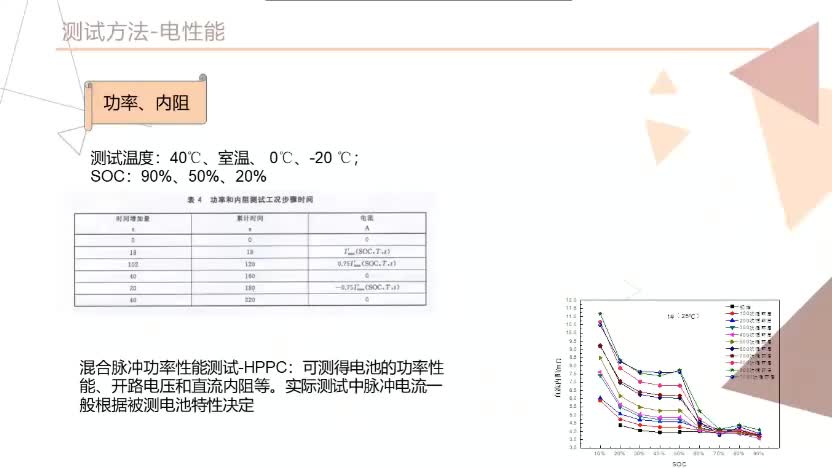
1、電性能:
(1) 額定容量:0.5C放電,單體電池放電時(shí)間不低于2h,電池組放電時(shí)間不低于108min(95%);
(2)1C放電容量:1C放電,單體電池放電時(shí)間不低于57min(95%),電池組放電時(shí)間不低于54min(90%);
(3)低溫放電容量:-20℃下0.5C放電,單體或電池組放電時(shí)間均不低于72min(60%);
(4)高溫放電容量:55℃下0.5C放電,單體電池放電時(shí)間不低于104min(95%),電池組放電時(shí)間不低于108min(90%);
(5) 荷電保持及恢復(fù)能力:滿電常溫下擱置28天,荷電保持放電時(shí)間不低于96min(80%),荷電恢復(fù)放電時(shí)間不低于108min(90%);
(6)儲(chǔ)存性能:進(jìn)行貯存試驗(yàn)的單體電池或電池組應(yīng)選自生產(chǎn)日期不足3個(gè)月的,貯存前充50%~60%的容量,在環(huán)境溫度40℃±5℃,相對(duì)濕度45%~75%的環(huán)境貯存90天。貯存期滿后取出電池組,用0.2C充滿電擱置1h后,以0.5C恒流放電至終止電壓,上述試驗(yàn)可重復(fù)測(cè)試3次,放電時(shí)間不低于72min(60%);
(7)循環(huán)壽命:電池或電池組采用0.2C充電,0.5C放電做循環(huán),當(dāng)連續(xù)兩次放電容量低于72min(60%)時(shí)停止測(cè)試,單體電池循環(huán)壽命不低于600次,電池組循環(huán)壽命不低于500次;
(8)高溫?cái)R置壽命:應(yīng)選自生產(chǎn)日期不足三個(gè)月的單體電池的進(jìn)行高溫?cái)R置壽命試驗(yàn),進(jìn)行擱置前應(yīng)充入50%±5%的容量,然后在環(huán)境溫度為55℃±2℃的條下擱置7天。7天后將電池取出,在環(huán)境溫度為20℃±5℃下擱置2~5h。先以0.5C將電池放電至終止電壓,0.5h后按0.2C進(jìn)行充電,靜置0.5h 后,再以0.5C恒流放電至終止電壓,以此容量作為恢復(fù)容量。以上步驟為1周循環(huán),直至某周放電時(shí)間低于72min(60%),試驗(yàn)結(jié)束。擱置壽命不低于56天(8周循環(huán))。
2、安全性能
(1)持續(xù)充電:將單體電池以0.2ItA恒流充電,當(dāng)單體電池端電壓達(dá)到充電限制電壓時(shí),改為恒壓充電并保持28d,試驗(yàn)結(jié)束后,應(yīng)不泄漏、不泄氣、不破裂、不起火、不爆炸(相當(dāng)于滿電浮充)。
(2)過充電:將單體電池用恒流穩(wěn)壓源以3C恒流充電,電壓達(dá)到10V后轉(zhuǎn)為恒壓充電,直到電池爆炸或起火或充電時(shí)間為90min或電池表面溫度穩(wěn)定(45min內(nèi)溫差≤2℃)時(shí)停止充電,電池應(yīng)不起火、不爆炸(3C10V);將電池組用穩(wěn)壓源以0.5ItA恒流充電,電壓達(dá)到n×5V(n為串聯(lián)單體電池?cái)?shù))后轉(zhuǎn)為恒壓充電,直到電池組爆炸或起火或充電時(shí)間為90min或電池組表面溫度穩(wěn)定(45min內(nèi)溫差≤2℃)時(shí)停止充電,電池應(yīng)不起火、不爆炸。
(3)強(qiáng)制放電(反向充電):將單體電池先以0.2ItA恒流放電至終止電壓,然后以1ItA電流對(duì)電池進(jìn)行反向充電,要求充電時(shí)間不低于90min,電池應(yīng)不起火、不爆炸;將電池組其中一只單體電池放電至終止電壓,其余均為充滿電態(tài)的電池,再以1ItA恒流放電至電池組的電壓為0V時(shí)停止放電,電池應(yīng)不起火、不爆炸。
(4)短路測(cè)試:將單體電池經(jīng)外部短路90min,或電池表面溫度穩(wěn)定(45min內(nèi)溫差≤2)時(shí)停止短路,外部線路電阻應(yīng)小于50mΩ,電池應(yīng)不起火、不爆炸;將電池組的正負(fù)極用小于電阻0.1Ω的銅導(dǎo)線連接直至電池組電壓小于0.2V或電池組表面溫度穩(wěn)定(45min內(nèi)溫差≤2℃),電池應(yīng)不起火、不爆炸
3、機(jī)械性能
(1)擠壓:將單體電池放置在兩個(gè)擠壓平面中間,逐漸增加壓力至13kN,圓柱形電池?cái)D壓方向垂直于圓柱軸的縱軸,方形電池?cái)D壓電池的寬面和窄面。每只電池只能接受一次擠壓。試驗(yàn)結(jié)果應(yīng)符合4.1.2.1的規(guī)定。在電池組上放一直徑為15cm的鋼棒對(duì)電池組的寬面和窄面擠壓電池組,擠壓至電池組原尺寸的85%,保持5min,每個(gè)電池組只接受一次擠壓。
(2)針刺:將單體電池放在一鋼制的夾具中,用φ3mm~φ8mm的鋼釘從垂直于電池極板的方向貫穿(鋼針停留在電池中),持續(xù)90min,或電池表面溫度穩(wěn)定(45min內(nèi)溫差≤2℃)時(shí)停止試驗(yàn)。
(3)重物沖擊:將單體電池放置于一鋼性平面上,用直徑15.8mm的鋼棒平放在電池中心,鋼棒的縱軸平行于平面,讓重量9.1kg的重物從610mm高度自由落到電池中心的鋼棒上;單體電池是圓柱形時(shí),撞擊方向垂直于圓柱面的縱軸;單體電池是方形時(shí),要撞擊電池的寬面和窄面,每只電池只能接受一次撞擊。
(4) 機(jī)械沖擊;將電池或電池組采用剛性固定的方法(該方法能支撐電池或電池組的所有固定表面)將電池或電池組固定在試驗(yàn)設(shè)備上。在三個(gè)互相垂直的方向上各承受一次等值的沖擊。至少要保證一個(gè)方向與電池或電池組的寬面垂直,每次沖擊按下述方法進(jìn)行:在最初的3ms內(nèi),最小平均加速度為735m/s2,峰值加速度應(yīng)該在1225 m/s2和1715 m/s2之間。
(5) 振動(dòng):將電池或電池組直接安裝或通過夾具安裝在振動(dòng)臺(tái)面上進(jìn)行振動(dòng)試驗(yàn)。試驗(yàn)條件為頻率10Hz~55Hz,加速度29.4 m/s2,XYZ每個(gè)方向掃頻循環(huán)次數(shù)為10次,掃頻速率為1oct/min。
(6)自由跌落:將單體電池或電池組由高度(最低點(diǎn)高度)為600mm的位置自由跌落到水泥地面上的20mm厚的硬木板上,從XYZ三個(gè)方向各一次。自由跌落結(jié)束后。
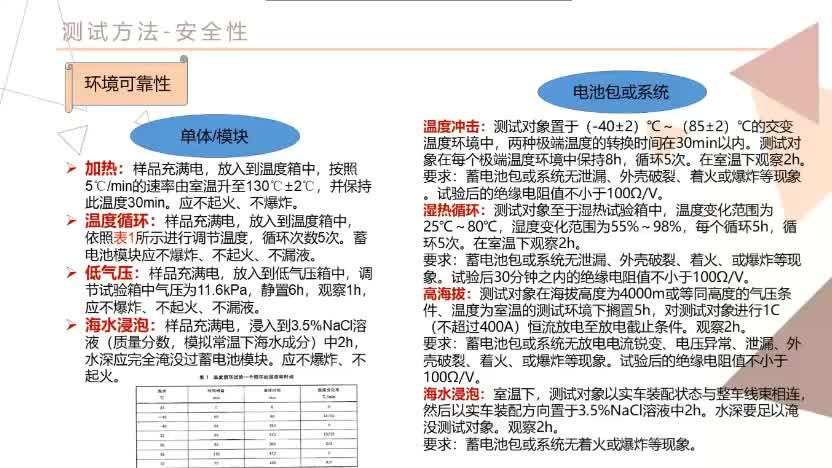
4、環(huán)境適應(yīng)性
(1) 高溫烘烤:將單體電池放入高溫防爆箱中,以(5±2℃)/min升溫速率升溫至130℃,在該溫度下保溫10min。
(2) 高溫儲(chǔ)存:將單體電池或電池組放置在75±2℃的烘箱中擱置48h,電池應(yīng),應(yīng)不泄漏、不泄氣、不破裂、不起火、不爆炸。
(3)低氣壓:(UL標(biāo)準(zhǔn))。
鋰電池對(duì)各組成部份物質(zhì)的要求 :
1. 對(duì)正負(fù)極物質(zhì)的要求 :? 正極電位超正,負(fù)極電位越負(fù) ? 活性要高(反應(yīng)快) ? 活性物質(zhì)在電解液中要穩(wěn)定,自溶速度要小 ? 活性物質(zhì)要有良好的導(dǎo)電性能,電阻小 ? 便于生產(chǎn),資源豐富
2. 導(dǎo)電劑的選擇: ? 有優(yōu)異的的導(dǎo)電性 ? 化學(xué)成份穩(wěn)定,吸水性小,易貯存 ? 便于使用 目前市場(chǎng)上最好的導(dǎo)電劑是日本的Ketjenblack(科琴超導(dǎo)碳黑)系列超級(jí)導(dǎo)電劑,如果Ketjenblack ECP和Ketjenblack ECP600JD。日本的產(chǎn)家大都采用這種導(dǎo)電劑。科琴超導(dǎo)碳黑主要由上海翠科化工科技有限公司供應(yīng)。
3. 對(duì)電解液的要求 ? 電導(dǎo)率高,擴(kuò)散效率好,粘度低 ? 化學(xué)成份穩(wěn)定,揮發(fā)性小,易貯存 ? 正負(fù)極活性物質(zhì)在電液中能長(zhǎng)期保持穩(wěn)定 ? 便于使用 電解液目前存在的突出問題 ? 與正負(fù)極的相容性。 ? 隨電壓升高,電解質(zhì)溶液分解產(chǎn)生氣體,使內(nèi)壓增大,導(dǎo)致對(duì)電池空難性的破壞以及升高電池工作溫度時(shí)溶劑的抗氧化能力較低。
4. 對(duì)隔膜要求 ? 有良好的穩(wěn)定性 ? 具有一定的機(jī)械強(qiáng)度和抗彎曲能力,有抗拒枝晶穿透能力 ? 吸水性良好,孔徑、孔率符合要求 ? 便于使用
5. 對(duì)外殼要求 ? 有較高的機(jī)械強(qiáng)度,承受一般的沖擊 ? 具有耐工藝腐蝕的能力
編輯:黃飛










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論