 電子發燒友App
電子發燒友App


電芯大型化趨勢明確,大圓柱路線前景可期。
相較于上一代 2170 圓柱電池,4680 大圓柱電池采用更大的 46mm*80mm 電芯,并采用內阻更小的無極耳技術,使得 4680 在 2170 的基礎上能量提升 5 倍、里程提高 16%、功率提高 6 倍、生產成本下降 14%。大圓柱電池延續了圓柱電池一致性高、安全性好和兼容高能量密度材料的特點,電芯大型化同時帶來了成組效率高、BMS 難度低和高電壓平臺適配性的優點。大圓柱電池可以兼容高能量密度材料和高電壓快充系統,是解決新能源汽車里程焦慮的重要技術路線。?
電池廠商加速布局大圓柱電池,大圓柱多重優勢助力圓柱份額提升。
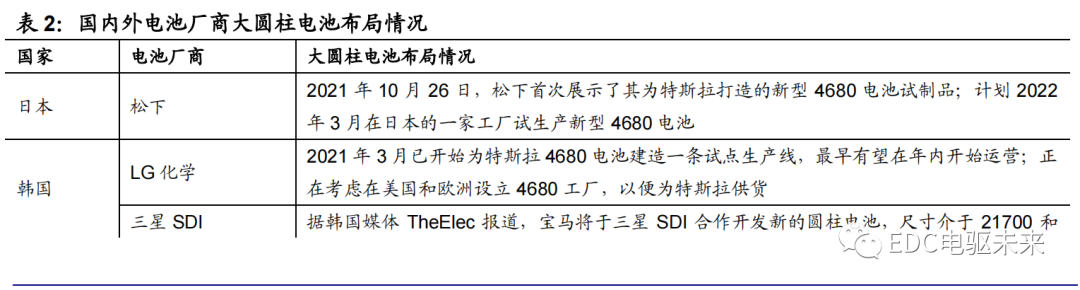
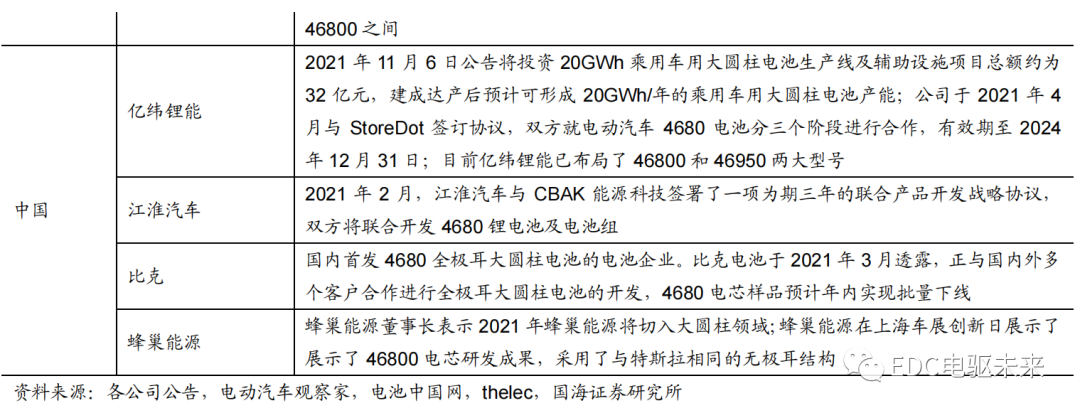
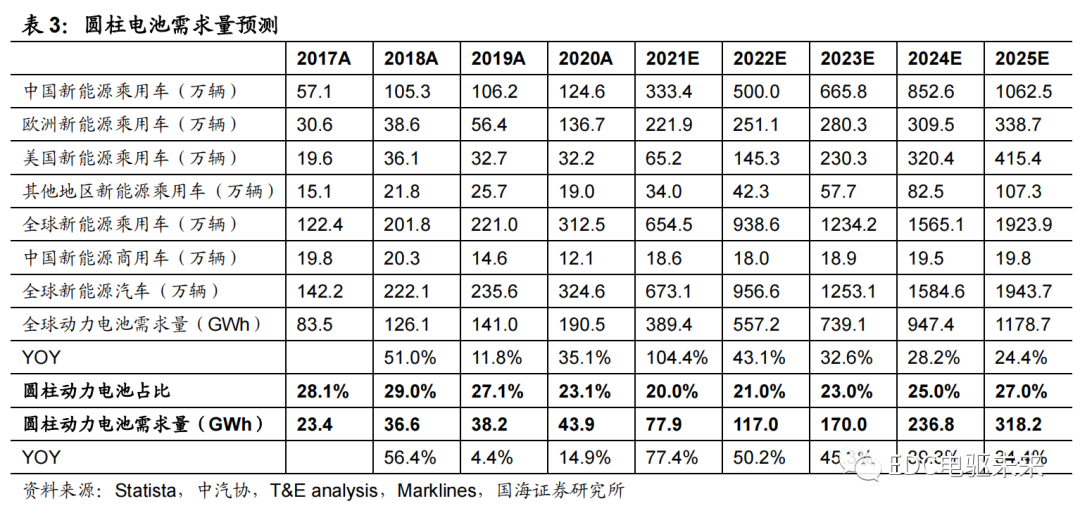
目前特斯拉明確表示將 4680 大圓柱電池用于高端長續航乘用車,并在 Semi 卡車和 Cybertruck 上使用 4680 電池,預期第一款搭載大圓柱電池的車型將于 2022 年初生產。為滿足大圓柱電池需求量,除特斯拉自己的電池工廠布局大圓柱電池外,國內外電池廠商如億緯鋰能、松下和 LG 化學等也在加速擴產布局大圓柱電池。大圓柱電池的放量有望成為圓柱份額提升的重要支撐,大圓柱電池將憑借高性價比,對現有電池結構體系產生影響。我們預計 2025 年圓柱動力電池全球占比有望達到 27%,圓柱動力電池需求量將達 318.2GWh。?
大圓柱電池需求增加,有望提升高能量密度材料應用潛力。
圓柱電池在一致性、結構件強度、散熱性能方面均優于方形電池和軟包電池,且大圓柱電池特有的無極耳設計可以減少大圓柱電池在充電過程中的產生的熱效應,因此大圓柱電池對熱穩定性較差的高鎳正極和體積膨脹率較高的硅基負極包容性較好,大圓柱電池的放量將提升對高鎳正極和硅基負極的需求。此外,由于高鎳正極熱穩定較差,高溫會加劇過渡金屬的溶解,惡化電池狀態,高鎳電池對電解液匹配性提出更高要求。使用熱穩定性好的 LiFSI 作為電解質可以顯著提升電池性能,高鎳正極商業化加速推進將提升對 LiFSI 的需求。?
大圓柱電池為相關材料廠商和結構件廠商帶來機會。
4680 大圓柱電池有望明年開始量產配套特斯拉部分車型,關注布局大圓柱電池產能的電池廠商,由于 4680 大圓柱電池與高能量密度材料適配性較高,關注大圓柱電池產能擴張帶來的鋰電產業鏈中高鎳正極、硅基?負極、LiFSI 和碳納米管環節的增長機會,以及 4680 大圓柱電池放量對圓柱結構件的需求提升。此外,由于大圓柱全極耳技術采用激光切與激光焊接,將有利于激光焊接、切割設備。?
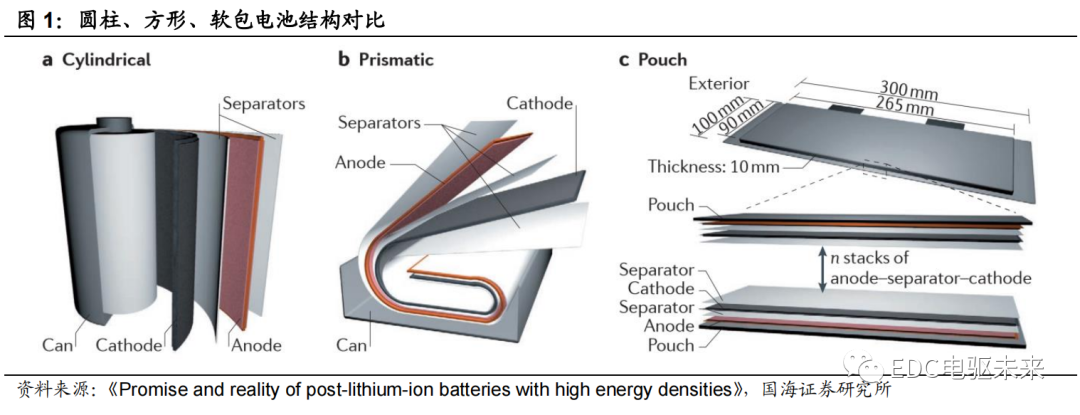
1、 電芯大型化趨勢明確,大圓柱路線前景可期 1.1、 18650→21700→46800,圓柱電池大型化趨勢明確 動力電池根據封裝形式的不同,主要分為圓柱電池、方形電池和軟包電池。 三種形態電池中,圓柱電池以正極、隔膜、負極的一端為軸心進行卷繞,封裝在圓柱金屬外殼之中;方形電池采用卷繞或疊片工藝制造,不同于圓柱電池,方形電池卷繞工藝通常有兩個軸心,將正極、隔膜、負極疊層圍繞著兩個軸心進行卷繞,然后以間隙直入方式裝入方形鋁殼之中;軟包電池是典型的“三明治”層狀堆壘結構,由正極片、隔膜、負極片依次層疊起來,外部用鋁塑膜包裝。?
圓柱電池的發展時間最長,技術最為成熟,且標準化程度較高。
最早的圓柱電池是由日本 SONY 公司于 1992 年發明的 18650 鋰電池,其中 18 表示直徑為18mm,65 表示長度為 65mm,0 表示為圓柱形電池。由于 18650 圓柱電池歷史悠久,所以市場普及率較高,是目前市面上最為常見的電池型號,被廣泛應用于消費電子領域。
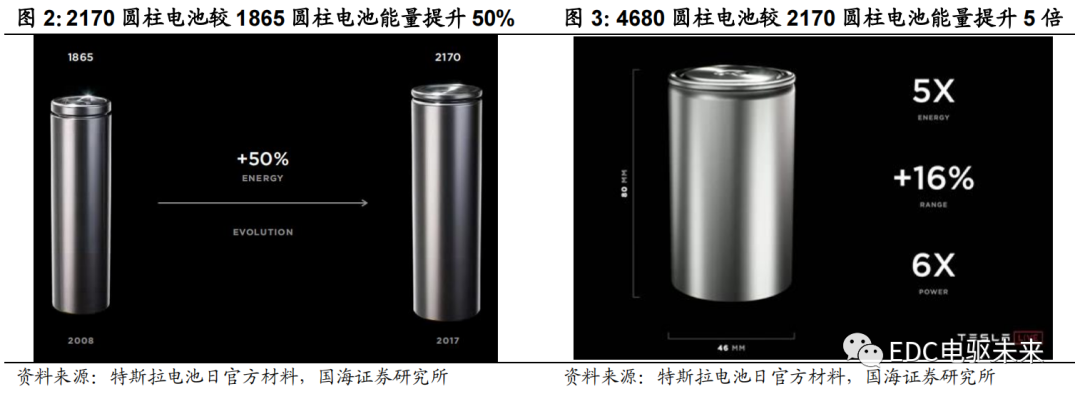
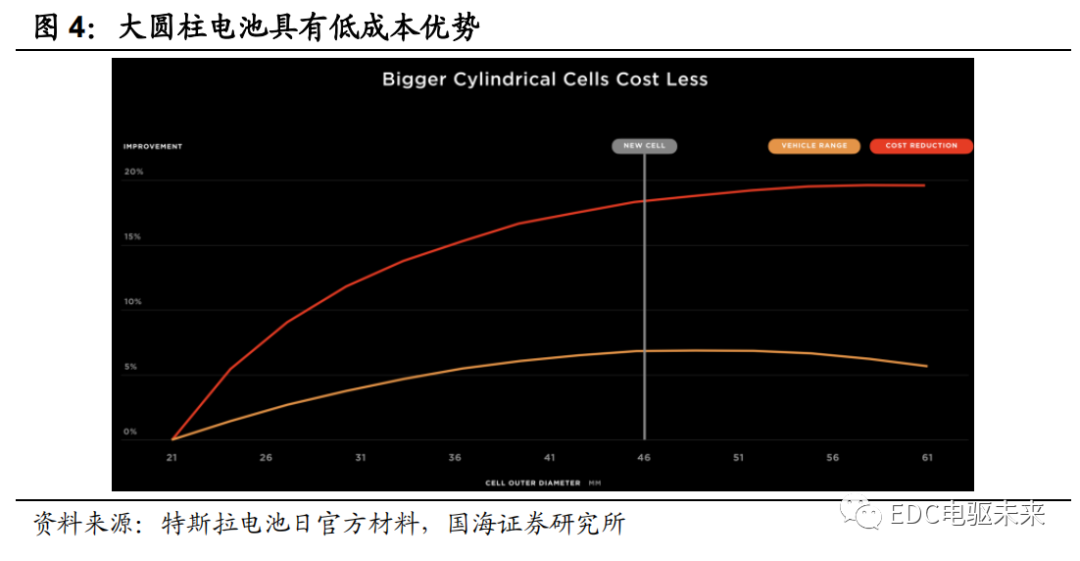
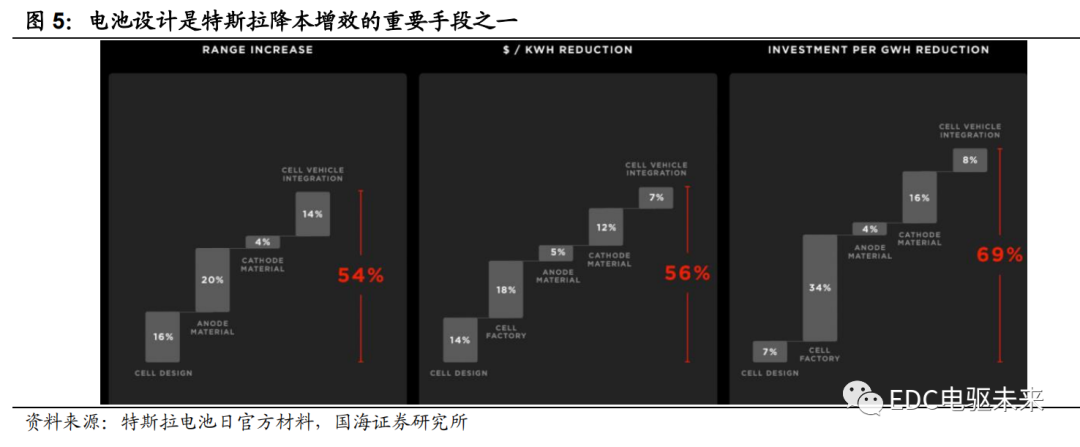
由于圓柱電池的技術最為成熟、一致性較好,特斯拉將圓柱電池引入動力電池領域。 2008 年特斯拉首次使用松下的 18650 圓柱電池電芯作為車輛的動力電池,并在 Roadster 上試驗過之后,開始在 Model S 上大規模使用。為提高電芯能量密度和降低成本,2017 年特斯拉推出了與松下共同研發的 21700 圓柱電池,并將該電池應用在Model 3車型上。21700圓柱電池直徑為21mm,長度為70mm,電池能量較 18650 圓柱電池提升了 50%。此后特斯拉進一步將圓柱電池向大型化升級,2019 年特斯拉申請 46800 大圓柱專利,并于 2020 年電池日對 46800大圓柱電池進行宣傳,46800 大圓柱采用無極耳、新型硅材料和無鈷技術,較21700 圓柱電池的性能有較大提升,預計 46800 大圓柱電池能量將提升 5 倍、續航里程提升 16%、功率提升 6 倍。 相較于小圓柱電池,大圓柱電池具有高能量密度和低成本優勢。 圓柱電池尺寸從 21700 升級到 46800,電芯體積增加 448%,而表面積僅增加 180%,這表明隨著圓柱電池直徑的增大,結構件質量占電池包總重量的比例下降,大圓柱電池的電池能量密度將有所提升,從而降低電池單 Wh 生產成本。從 21700 圓柱電池升級到 46800 大圓柱可以降低 14%的單位生產成本。電芯大型化是特斯拉降本增效的重要手段之一,圓柱電池大型化趨勢明確。?
1.2、 圓柱電池在一致性、安全性、材料應用等方面優勢明顯 ? 圓柱電池制造工藝較為成熟,生產效率高,產品一致性高。 由于圓柱電池在鎳氫電池和消費類電子產品(3C)鋰離子電池上得到了長期的應用,業界積累了大量的生產設計經驗,因此有較為成熟的自動生產線及設備。此外,圓柱電池是以卷繞的方式進行制造,卷繞工藝可以通過加快轉速從而提高電芯生產效率,而疊片工藝的效率提高受限,圓柱電池生產效率較高。在卷繞過程中,為保證電芯組裝成的電池具有高一致性,需要對卷繞張力進行控制,張力波動會使得卷繞出的電芯產生不均勻的拉伸形變,嚴重影響產品的一致性。目前國內領先企業圓柱電池張力波動控制在 3%以下,大批量生產的圓柱電池產品一致性高。?
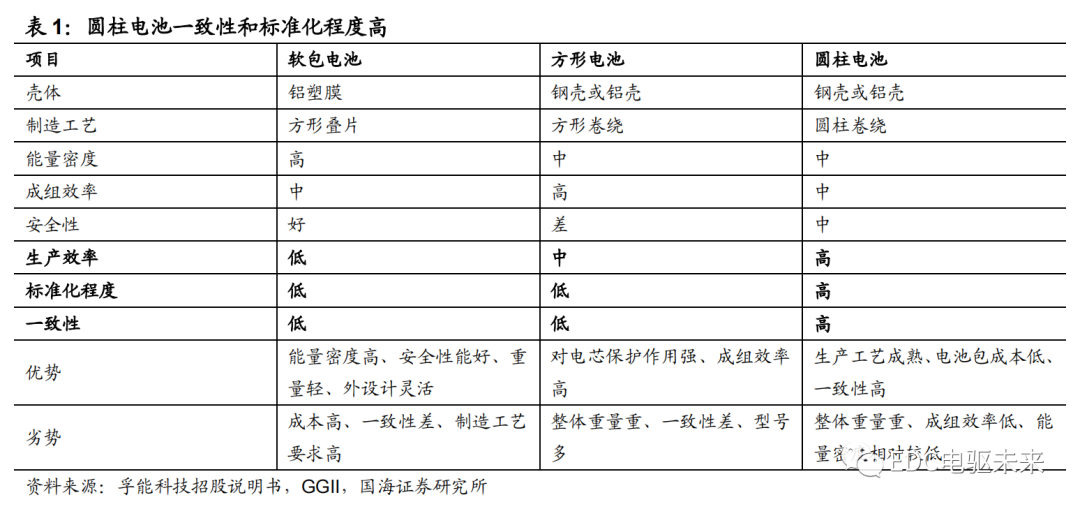
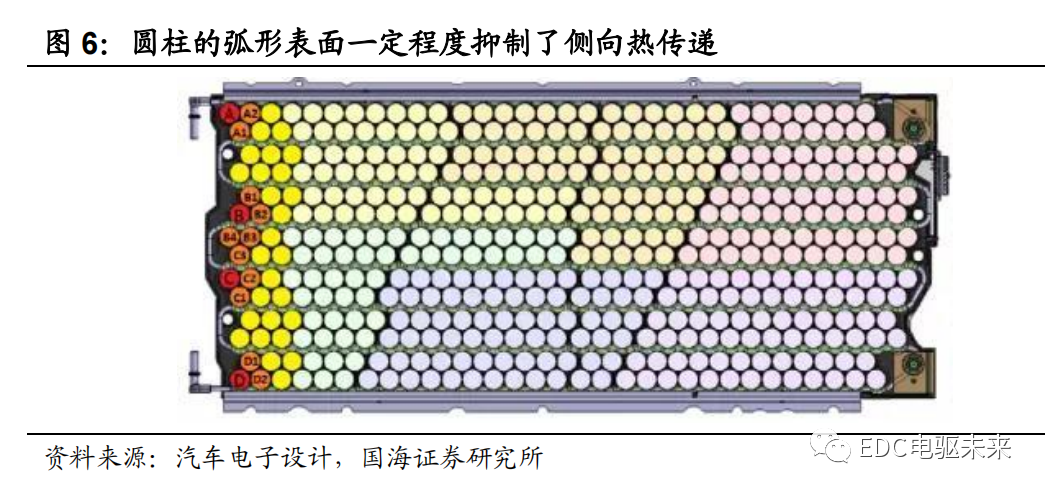
受益于圓柱電池熱失控傳播阻斷特性、密封性好和產品一致性高,圓柱電池在安全性方面優勢明顯。由于方形、軟包電池具有平直表面,其組成模組后平面常處于緊密接觸狀態,在熱失控時,側向方向上熱量傳遞明顯,而圓柱電池由于其弧形表面,在充分接觸時仍存在較大間隙,一定程度上抑制了電池之間熱量傳遞,因此圓柱電池可以在一定程度上阻止熱失控蔓延。同時,由于圓柱電池單體能量低,可以減少熱失控蔓延初期的能量釋放總量,且圓柱電池的密封性較軟包好,不易發生漏液現象,因此圓柱電池在安全性方面優勢明顯。此外,圓柱電池一致性高,可以一定程度上避免由于電池不一致導致的過充、過放和局部過熱的危險。 ? 受益于圓柱結構體本身的材料力學性能,圓柱電池和高鎳材料、硅碳負極材料兼容性良好,對材料應用具有包容性。為提高電池能量密度,高鎳正極材料和硅碳負極材料被應用到電池材料體系,但高鎳材料較差的熱穩定性和硅碳材料較高的體積膨脹率對動力電池的安全性帶來了考驗。相較于方形電池和軟包電池,圓柱電池結構體本身強度更高,對硅碳負極膨脹的容忍度較高,且圓柱電池的熱失控傳播阻斷特性可以在一定程度上彌補高鎳材料熱穩定性差的缺點,因此在應用高鎳材料和硅碳負極材料方面,圓柱電池優勢明顯。
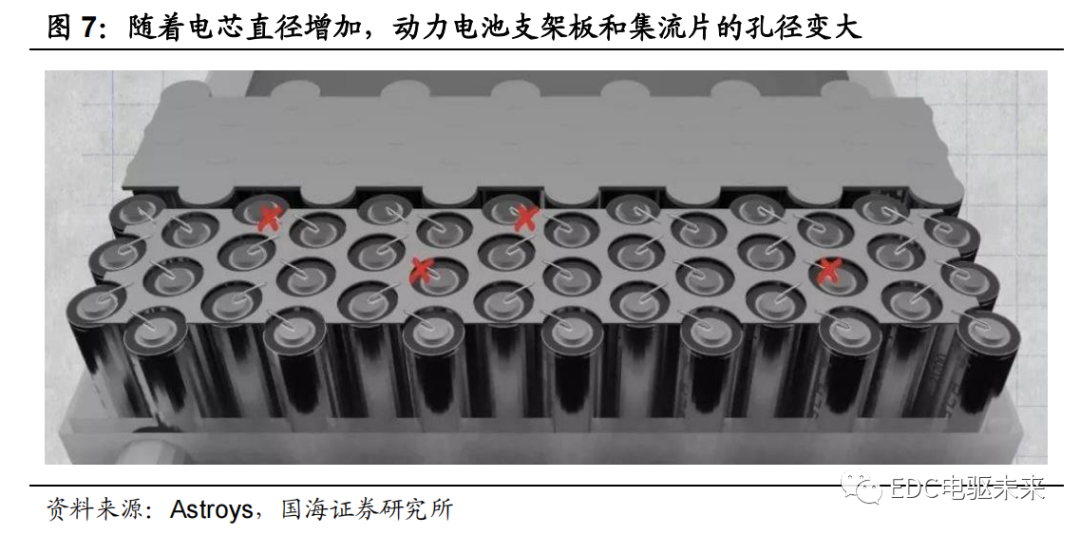
1.3、 受益于大圓柱電池的高成組效率、低 BMS 難度和高電壓平臺適配性,大圓柱電池路線前景可期 ? 圓柱大型化可以提高成組效率,彌補小圓柱電池成組效率低的不足。 根據鉅大鋰電數據,目前行業內圓柱形電池的模組成組效率約為 87%,系統成組約為 65%,而方形電池則分別為 89%和 70%,圓柱電池成組效率較低。圓柱電池直徑變大后,動力電池支架板和集流片的孔徑變大,相應重量減輕,此外,動力電池包中電芯數量的減少可以減少結構件用量,在提高電池能量密度的同時提高成組效率。
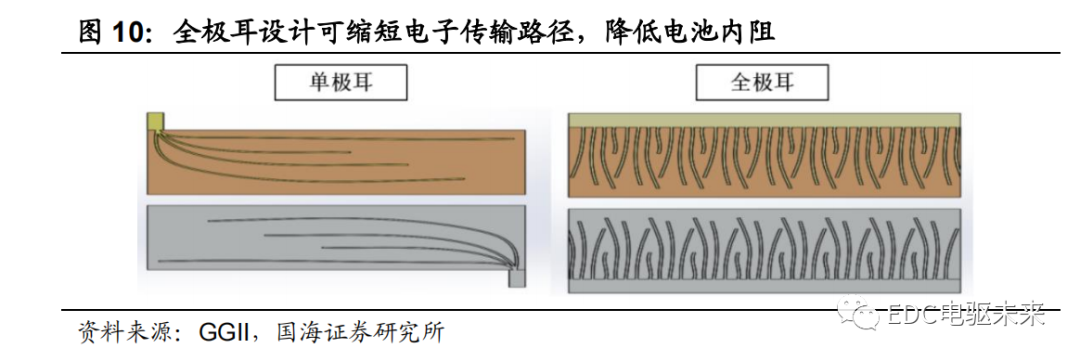
圓柱路線對車企的 BMS 技術要求較高,大圓柱路線可降低 BMS 控制難度。單體圓柱電芯容量小,要達到一定的動力性能,需要的電芯數量眾多。一款 75KWh的電動車動力電池組大約需要 7000 個 18650 電池,即使是 21700 電池也需要4400 個,對 BMS 提出極高要求,對于在 BMS 領域積累薄弱的車企來說難度較大,而換成 46800 電池僅需要 950 個電池,所需電池數量顯著減少,從而降低BMS 控制難度。因此,大圓柱路線可降低車企對中游電池企業的技術依賴程度。 46800 電池無極耳設計縮短電子傳輸路徑,從而降低電池內阻。極耳是從電芯中將正負極引出來的金屬導電體,是電池在進行充放電時的接觸點。傳統圓柱電池通過單極耳來實現電流收集,由于電阻的存在,電池在充放電的過程中,特別是大電流充放電的過程中會產生顯著的歐姆熱,引起電池溫度的升高,隨著電芯尺寸的變大,卷繞長度更長,會加劇內部電流和溫度分布的不均勻性,在極耳處產生局部高溫。為降低電池內阻,減少充放電過程中歐姆熱,特斯拉對 46800大圓柱電池采用無極耳技術,即整個集流體都變成極耳,導電路徑不再依賴極耳,因此無極耳技術也稱全極耳技術。無極耳技術將電子的傳輸路徑從沿極耳到集流盤的橫向傳輸變為集流體縱向傳輸,將電子傳輸路徑平均長度從銅箔長度(21700 電池銅箔長度約 1000mm)降低到電池高度(80mm),從而將電池內阻降低一個數量級。?
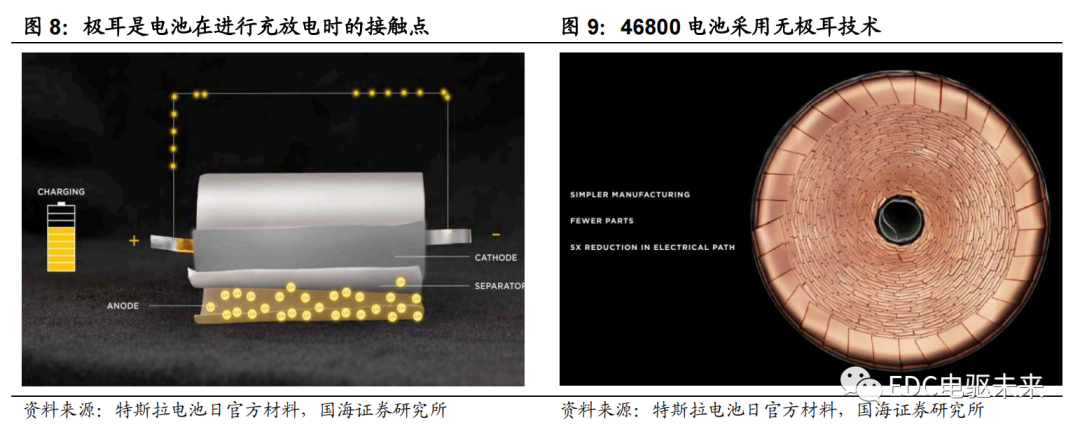
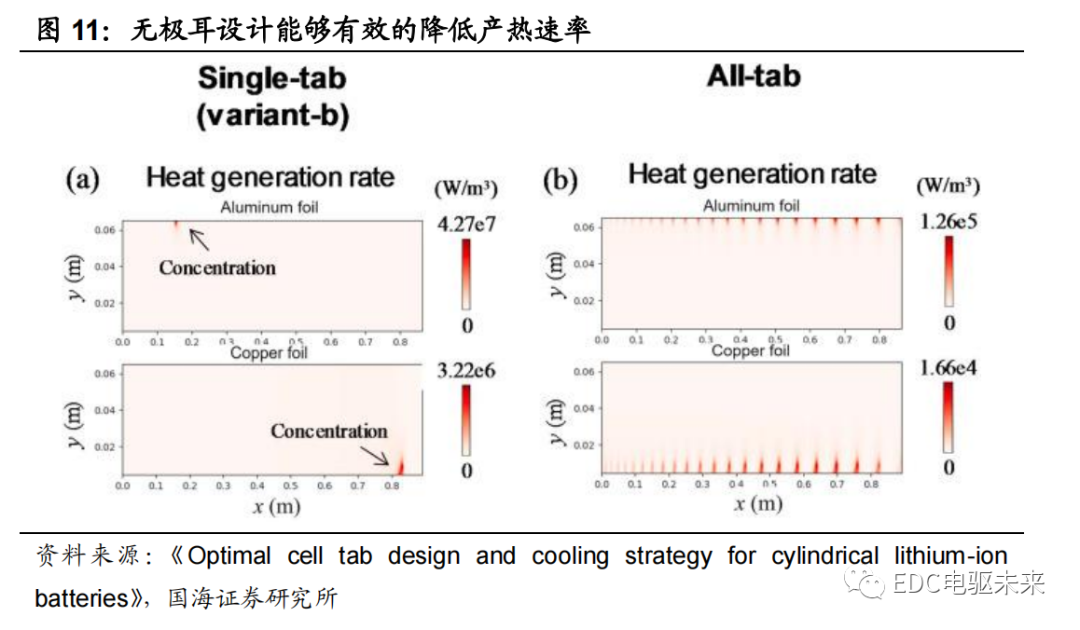
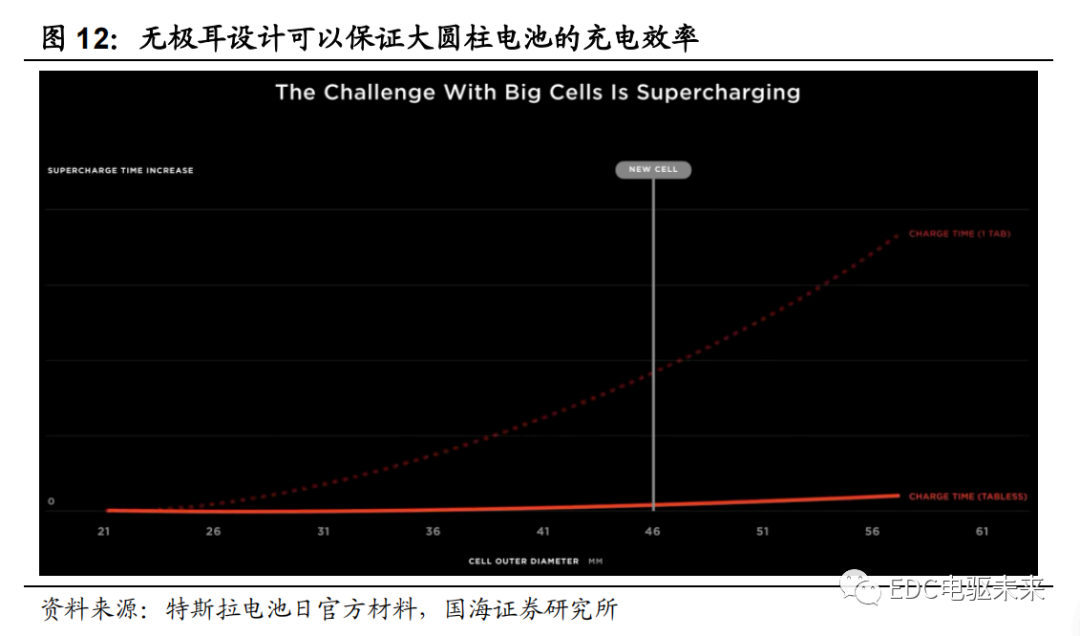
大圓柱無極耳電池設計保證了電池充電效率。英國帝國理工大學的 Shen Li 等人通過模擬仿真對單極耳電池和無極耳電池進行充放電過程發熱對比,計算得到無極耳設計能夠有效的降低局部的電流密度,且產熱速率要比單極耳電池低兩個數量級。研究表明無極耳設計可以減少大圓柱電池在充電過程中的產生的熱效應,從而保證大圓柱電池的一致性、安全性和充電效率。
受益于大圓柱電池內阻小、一致性高,大圓柱電池和高能量密度材料及高電壓快充系統適配度高。為解決消費者“里程焦慮”問題,大部分廠商通過增加電池容量提升續航里程、增加充電速度減少充電時間這兩種方式解決該問題。為增加電池容量,需使用能量密度更高的高鎳正極材料和硅碳負極材料;為減少充電時間,需要提高電動車充電功率,即通過提高充電電流或提高充電電壓來增加充電速度,而在功率相同的情況下,提高電壓可以減少線路電流,從而減少能量損失。由于高能量密度材料和快充都容易在充電時產生析鋰、膨脹等副反應,因此一般情況下高能量密度材料和快充系統不能兼容。目前電動汽車普遍使用的是 400V電壓系統,由于單個鋰離子電池電壓只有 3~4V,因此需要 100 個左右電池串聯才能達到 400V 電壓要求,而 800V 高電壓快充系統則需要 200 個左右電池串聯,800V 高電壓快充系統對電池一致性提出了更高的要求。由于大圓柱電池具有內阻小的特點,同時兼具圓柱電池自身一致性高、對高能量密度材料兼容的優點,因此大圓柱電池可以兼容高能量密度材料和高電壓快充系統。?
2、 電池環節:電池廠商布局大圓柱電池,大圓柱多重優勢助力圓柱份額提升 ? 2.1、 動力電池行業集中度高,國內外技術路線布局有所差異 動力電池行業集中度有所提升,2021 年中日韓企業市占率超過 90%。 根據 SNE Research 和起點研究統計,動力電池行業 CR3 由 2017 年的 45.9%提升至 2021年的 65.1%,CR5 由 2017 年的 58.3%提升至 2021 年的 79.5%,行業集中度大幅提升。2021 年全球動力電池企業裝機量前 10 名均為中日韓企業,占整體裝機量的 91.2%,中國、日本、韓國企業數量分別為 6 家、1 家和 3 家。
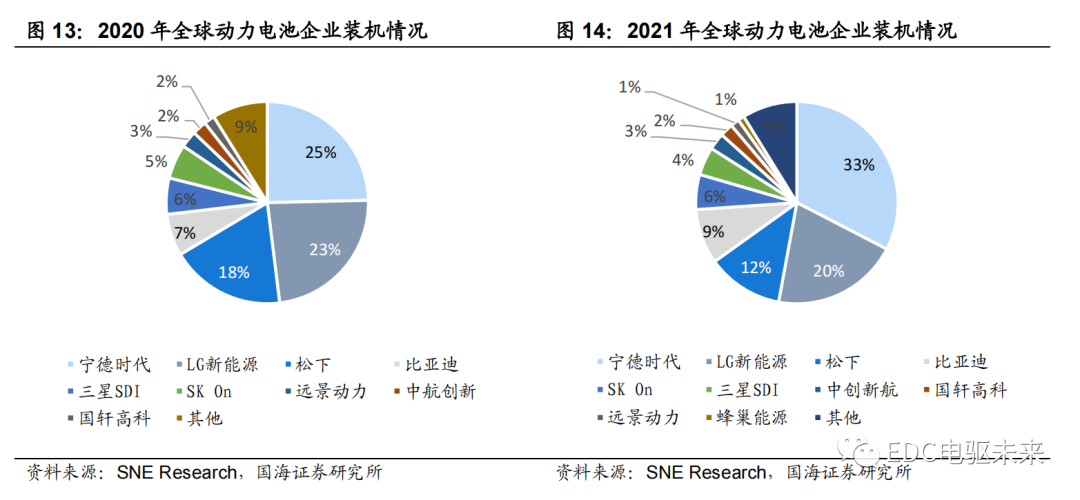
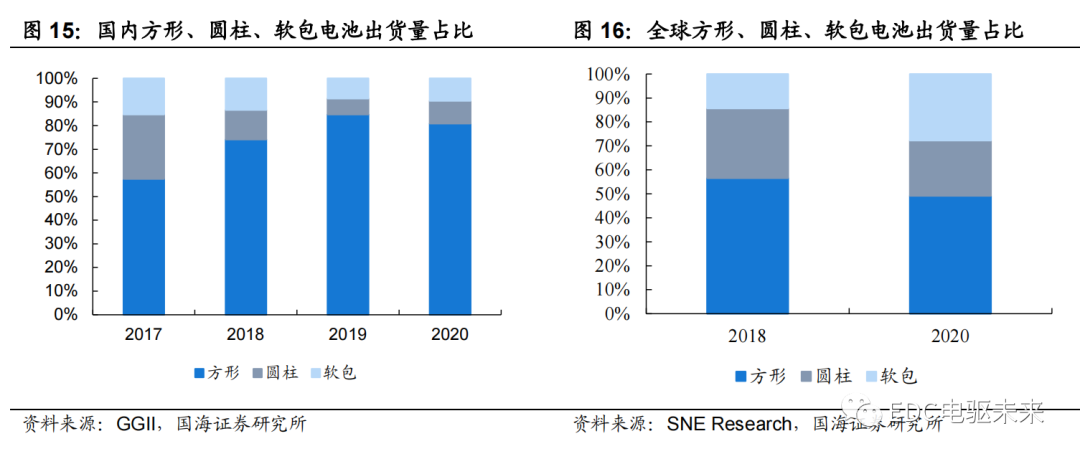
國內外電池廠商對圓柱、方形、軟包三種技術路線布局有所差異。日本企業以圓柱路線為主,1998 年松下生產的 18650 圓柱電池已經批量裝配在世界多個品牌的筆記本電腦里,由于松下對圓柱電池的技術積累較多,松下與特斯拉合作,共同開創了圓柱形鋰電池應用在純電動汽車上的時代。韓國企業 LG 化學和 SKI以軟包路線為主,LG 化學依靠在消費類電子的軟包電池領域的積累,將軟包電池應用到電動汽車上,軟包電池由于其體積和形狀的靈活多變性,尤其受到插電式混合動力車的偏愛。國內企業在剛起步時,考慮到日本和韓國分別在圓柱和軟包電池的技術積累,且圓柱電池非常考驗車企電池管理水平,軟包電池的鋁塑膜國產化率低,因此以寧德時代和比亞迪為首的國內企業以方形路線為主。 2017 年至 2020 年,國內圓柱電池市場份額大幅下降,海外市場份額略有下降。從國內市場看,2017 年后受補貼退坡影響,初期配套圓柱電池的短續航低端車型無法得到補貼,圓柱電池市場份額從 2017年的27.2%下降至 2020年的 9.7%,其市場份額主要被方形電池所取代,在此期間,以圓柱路線為主的比克、沃特瑪等企業破產倒閉。從全球市場看,受歐洲新能源車滲透率快速提升的影響,海外軟包電池出貨量增加,擠占一定圓柱電池市場份額,圓柱電池市場份額從 2018年的 29%下降至 2020 年的 23 %。?
2.2、 大圓柱電池產能即將放量,多重優勢助力圓柱電池份額提升 目前,特斯拉明確表示將大圓柱電池用于高端長續航乘用車,此外,特斯拉確認在 Semi 卡車和 Cybertruck 上使用 46800 電池。特斯拉把大圓柱作為核心量產工藝的突破點,預期第一款搭載 46800 的車型將于 2022 年生產,特斯拉的弗里蒙特產線的 46800 良率已提升至 92%左右。 電池企業加速布局 46800,大圓柱電池產能即將放量。為滿足大圓柱電池需求量,除特斯拉自己的電池工廠布局 46800 外,國內外電池廠商也加速擴產布局46800:海外企業松下和 LG 化學正在進行產品設計與研發以期達到特斯拉的要求;國內電池企業億緯鋰能、寧德時代、比克等也在積極布局相關技術。目前來看,僅有特斯拉電池工廠和松下可以在 2022 年逐步量產大圓柱電池,億緯鋰能和 LG 化學計劃于 2023 年實現量產。?
46800 大圓柱電池的放量有望成為圓柱份額提升的重要支撐。根據特斯拉電池日官方材料,如果未來 46800 電池成功量產,從 21700 電池升級到 46800 電池可以降低 14%的單位生產成本,縮小三元電池和磷酸鐵鋰電池之間的成本差距,大圓柱電池將憑借高性價比,對現有電池結構體系產生影響。未來在大圓柱電池持續技術優化的背景下,我們預計 2025 年圓柱動力電池全球占比有望達到 27%,圓柱動力電池需求量將達 318.2 GWh。?
3、 材料環節:大圓柱電池需求增加,有望提升高能量密度材料應用潛力 3.1、 高鎳正極:圓柱大型化趨勢下迎高鎳擴產高峰,一體化布局鑄就高鎳正極材料龍頭 ? 3.1.1、 高鎳材料能量密度優勢明顯,里程需求驅動 NCM811 占比提升 正極材料是鋰離子電池的重要組成部分,決定整個電池的性能,其成本約占電池的 30%-40%。目前常見的正極材料有鈷酸鋰、錳酸鋰、磷酸鐵鋰和三元材料。三元材料一般為鎳鈷錳酸鋰(NCM),由于鎳、鈷、錳元素均在元素周期表第四周期的相鄰位置,離子態的化學性質及半徑相似,能夠按照任意比例形成固溶體,因此可以通過調整材料中鎳鈷錳元素的比例來選擇性的放大材料某方面的優點,來滿足不同電池性能要求: (1)鎳元素:充放電過程中的氧化還原反應主要依靠鎳元素的變價,因此正極材料中鎳元素的含量決定了電池的能量密度,但是過高的鎳元素比例又會導致嚴重的陽離子混排現象(指在放電時鋰離子大量脫出的時候,受到外界因素作用,二階 Ni 離子占據 Li 離子晶格中位置的現象),影響材料性能; (2)鈷元素:鈷元素能夠抑制陽離子混排,穩定層狀結構,起到提升電導率降低阻抗的作用,但是鈷元素存在價格昂貴等問題; (3)錳元素:錳有良好的電化學惰性,使材料始終保持穩定的結構,并且廉價的錳也能夠起到降低電池成本的作用,但錳含量過高會對層狀結構產生一定破壞。?
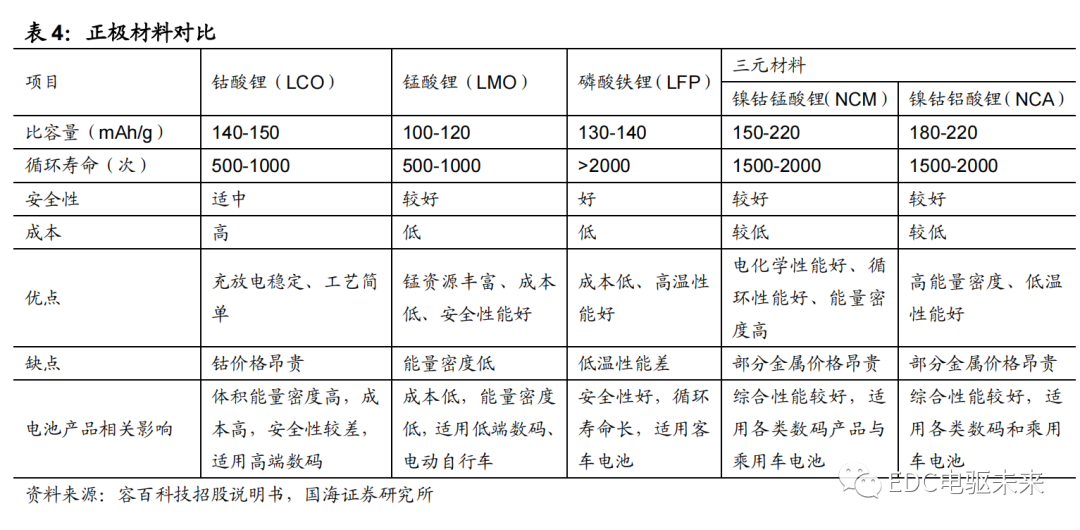
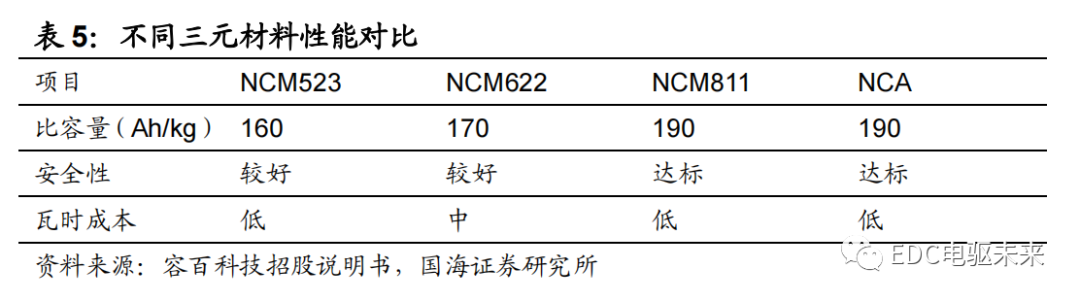
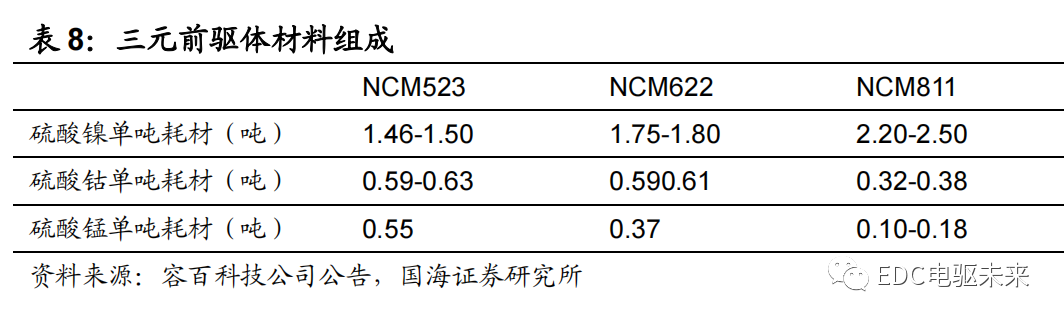
在三元正極材料中,行業主流的 NCM 型號包括 523、622 和 811 三種型號,高鎳正極通常指鎳相對含量在 0.6 以上的材料型號。隨著鎳含量的升高、鈷含量的降低,三元材料的能量密度逐漸提高,但材料的容量保持率和熱穩定性都會降低,氧氣析出現象會更加明顯。目前,正極材料廠家主要通過離子摻雜和表面包覆來對高鎳三元材料進行改性,從而改善高鎳 NCM 和 NCA 的性能: (1)離子摻雜:高鎳三元材料的離子摻雜一般選擇離子半徑相近的離子進行摻雜,分布在晶格內的摻雜元素起到支撐柱的作用,從而降低了循環過程中晶格體積縮小的風險,因此通過引入離子可以穩定層狀結構,改善材料的電化學性能,尤其是熱穩定性; (2)表面包覆:表面包覆可以抑制材料在充放電過程中晶型的轉變和過渡金屬的溶解,改變材料表面化學特性從而提高其電化學性能,避免或者減少電解液與正極材料的直接接觸,防止電極過渡金屬的溶解;同時,包覆層作為導電介質可以促進顆粒表面的 Li 離子擴散,從而改善容量保持性能、倍率性能和熱穩定性;此外,高鎳 NCM 正極材料存儲條件要求較高,當高鎳三元材料暴露于潮濕環境中時,材料表面容易吸收空氣中的水和二氧化碳,生成 LiOH 和 Li2CO3等雜質,嚴重影響其電化學性能,包覆改性可以在大規模生產時減少正極材料與空氣的接觸,延長存儲壽命;常用的表面包覆劑有氧化物、磷酸鹽、鋰鹽和導電材料等。
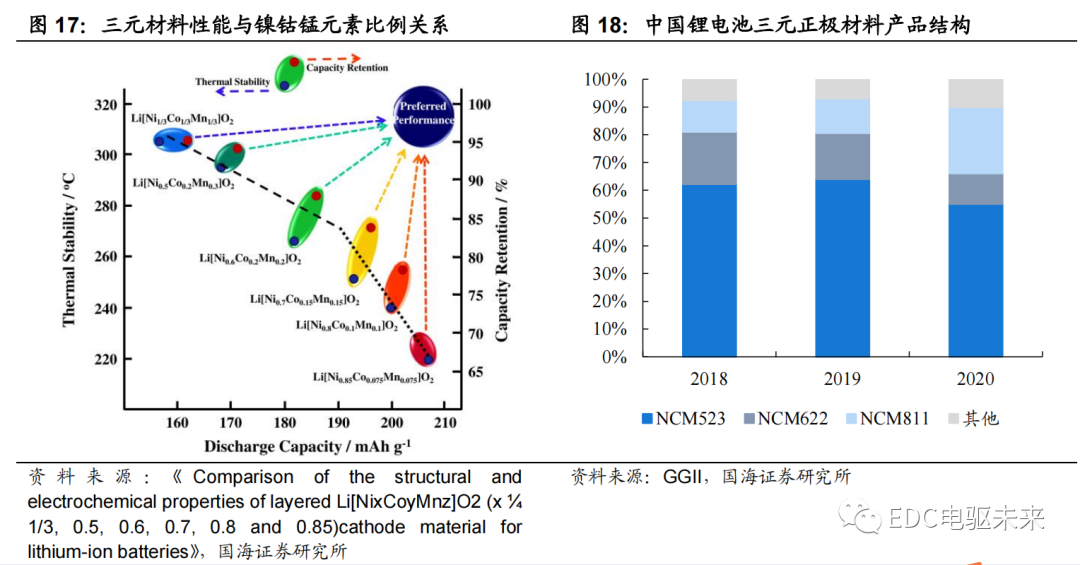
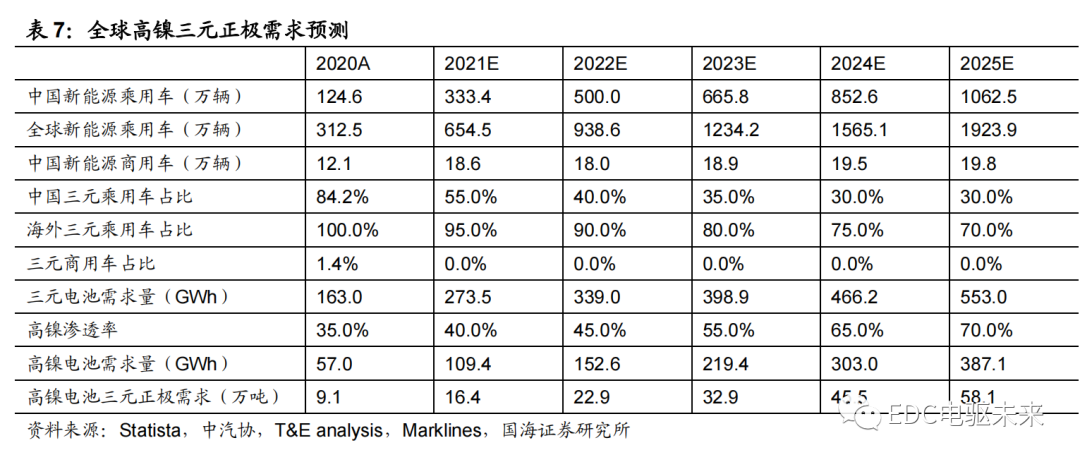
里程需求驅動高鎳材料占比持續提升。為解決消費者“里程焦慮”問題,廠商通過增加電池容量提升續航里程,高鎳三元材料具有能量密度高的特點,具備續航里程優勢,高鎳正極在三元材料中的占比快速提升。根據 GGII 數據,國內NCM811 在三元材料中的占比從 2018 年的 11.5%提升至 2020 年的 24%。根據鑫欏資訊數據,2021 年 8 月國內 NCM811 滲透率達到 41%,隨著 2021Q4 頭部企業高鎳產能的釋放,鑫欏資訊預計 2021 年我國高鎳材料(NCM811 和 NCA)的滲透率有望達到 40%。2021 年 11 月 18 日國家工信部發布《鋰離子電池行業規范條件(2021年本)》(征求意見稿),《規范》要求三元材料比容量≥175Ah/kg, 5 系和 6 系 NCM 三元材料比容量不滿足規范要求,而 8 系 NCM 和 NCA 高鎳三元材料滿足此要求,國家政策規范有利于高鎳材料占比的進一步提升。?
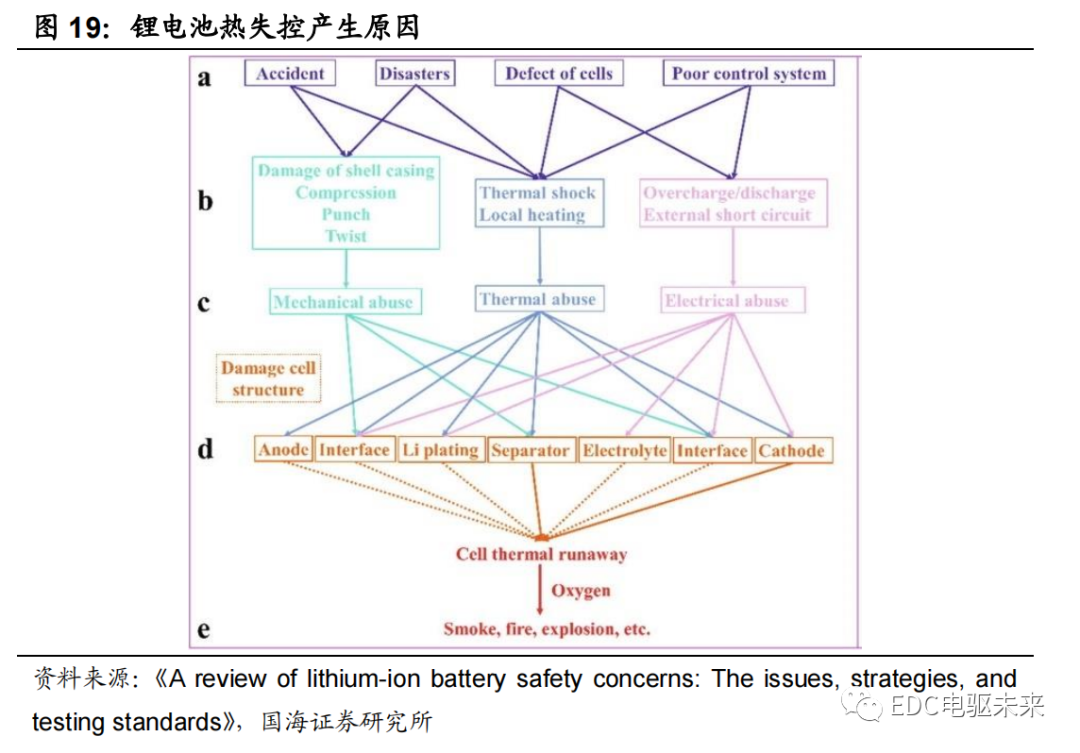
3.1.2、 高鎳三元與圓柱電池優缺點互補,高鎳大圓柱電池優勢明顯 鋰電池的熱失控主要是由電池內部溫度上升導致。電池產熱是電池工作過程中的必然產物,若電池的產熱速度比熱釋放即熱擴散速度要快,則會引起電池內部溫度上升。電池過充、隔膜缺陷導致的短路和外部沖擊導致的短路等均會產生大量的熱,使電池溫度上升。當這些熱量不能及時疏散,便會加劇反應的進行,并引發一連串的自加熱副反應,正極材料副反應會加劇熱量釋放并產生氧氣,電池溫度急劇升高,發生熱失控,最終導致電池的燃燒,嚴重時甚至發生爆炸。?
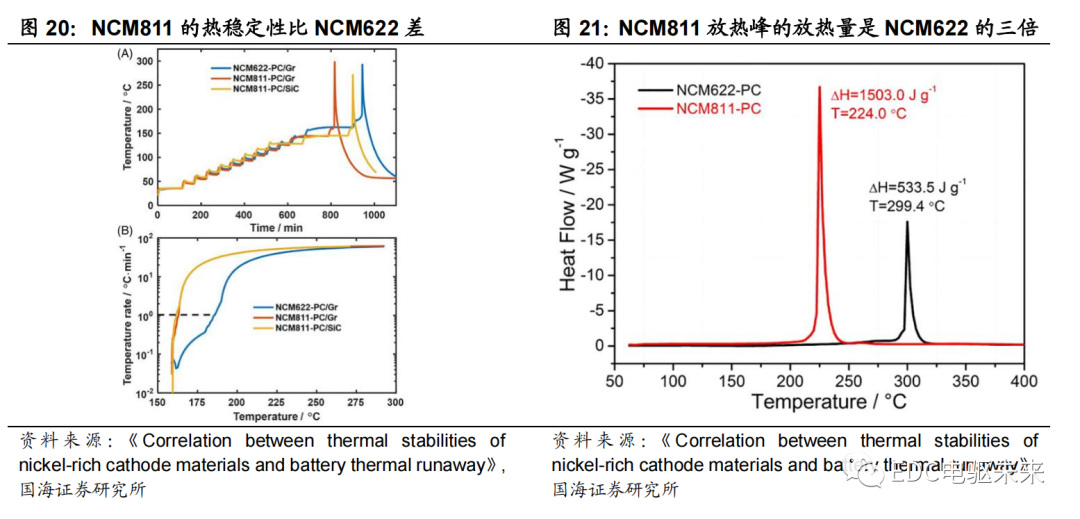
隨著三元材料中鎳含量的增加,電池熱失控風險增加。 研究結果顯示,NCM811的熱失控起始溫度為 163.0°C,比 NCM622 的熱失控起始溫度低 22.5°C,且在 150-200°C 的溫度范圍內,NCM811 的升溫速率遠高于 NCM622。此外,在 100% SOC 情況下 NCM811 在放熱峰處的放熱量是 NCM622 的三倍。研究表明,高鎳材料的熱穩定性更差,高鎳材料可以在相對更低的溫度下引起熱失控,且熱失控時放熱量更高,這將導致電池熱失控風險增加。
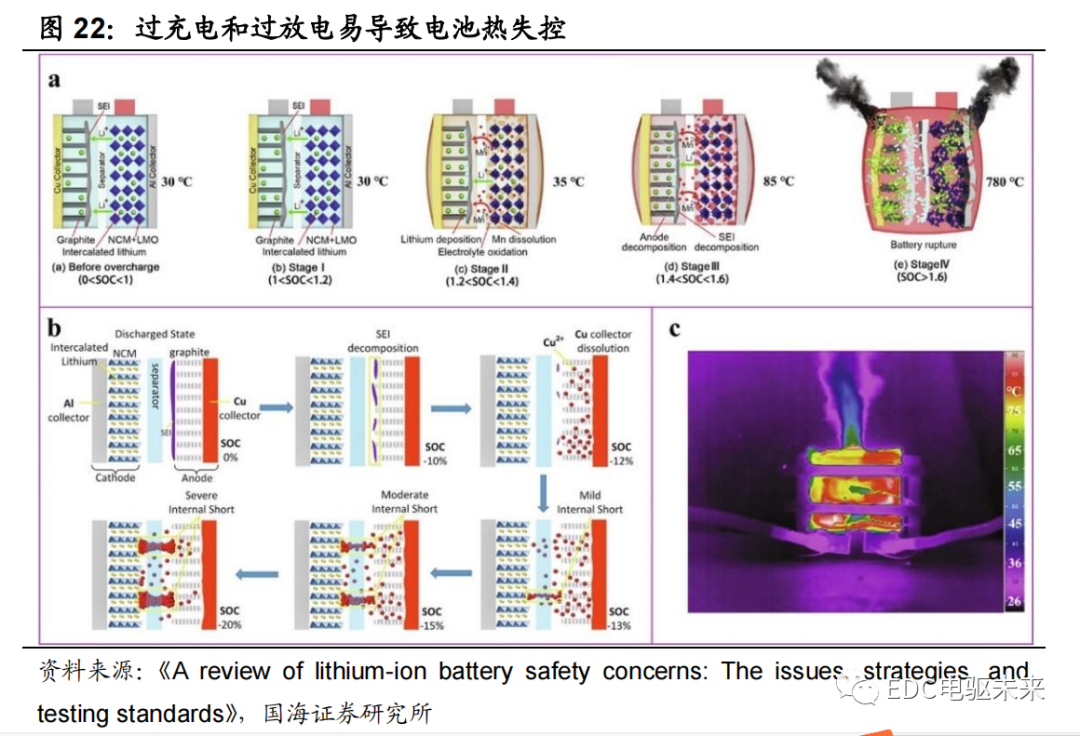
充電過程中,電池一致性低將導致過充電,從而引起熱失控。在電池充電至特定 SOC 過程中,電池的不一致性會導致充電前 SOC 不同,具有高初始 SOC 的電池在充電過程中會被過度充電。過度充電首先會導致正極界面處的電解質分解,導致電池溫度緩慢增加,隨后過量的 Li 離子從正極脫嵌,導致正極材料不穩定并產生氧氣,過量的 Li 離子沉積在負極上形成鋰枝晶,鋰枝晶逐漸生長并刺破隔膜導致電源短路發熱,引發熱失控和安全事故。?
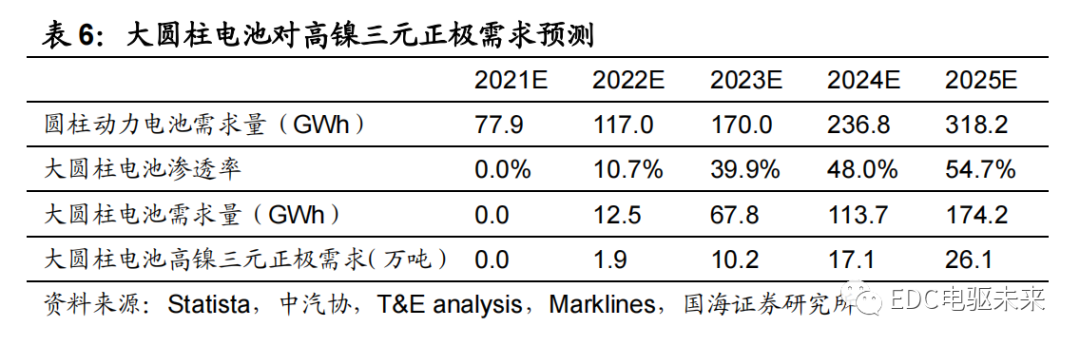
受益于圓柱電池熱失控傳播阻斷特性和產品一致性高,大圓柱電池與高鎳三元正極材料適配性高。圓柱型電池采用相當成熟的卷繞工藝,自動化程度高,且產品一致性高。圓柱形特有的弧形表面使其在充分接觸時仍存在較大間隙,可以在一定程度上抑制了電池之間熱量傳遞。因此,圓柱電池在一致性和散熱性能方面均優于方形電池和軟包電池,圓柱電池在應對熱失控方面具有優勢,將高鎳三元材料應用在圓柱電池可以彌補高鎳三元材料熱穩定差的缺陷。此外,大圓柱電池特有的無極耳設計可以減少大圓柱電池在充電過程中的產生的熱效應,進一步避免高鎳三元鋰電池熱失控的發生。高鎳三元材料應用在大圓柱電池中可以充分發揮兩者的優勢,高鎳三元材料的高能量密度可以彌補圓柱電池成組效率低導致的比容量低的缺點,大圓柱電池的高一致性和熱失控傳播阻斷特性可以彌補高鎳三元材料熱穩定性差的缺點。? ? 3.1.3、 大圓柱放量提升高鎳材料需求,三元前驅體和正極材料龍頭企業受益 大圓柱電池放量將提升對高鎳材料的需求,2025 年大圓柱電池對高鎳正極的需求量將達到 26.1 萬噸。 特斯拉自 2012 年起采用松下的 NCA 電池,此后電池正極鎳含量不斷提升,目前松下 21700 電池正極鎳含量達到 80%。2021 年 7 月,特斯拉首次使用 LG 化學生產的新型 NCMA 電池,該電池正極鎳含量已提升至90%。對大圓柱電池對高鎳三元正極需求影響進行測算,參照 21700 對 18650的替代速度,假設 2022 年圓柱電池以 21700 為主,2023 年以后 46800 逐步替代 21700,預計 2025 年大圓柱電池滲透率達到 54.7%。假設大圓柱電池均采用NCM8 系、NCM9 系或 NCA、NCMA 等高鎳正極,則 2025 年大圓柱電池對高鎳正極的需求量將達到 26.1 萬噸,是 2020 年全球高鎳正極需求量的近 3 倍。在 2025 年高鎳電池三元正極需求量中,有近 45%的高鎳正極將用于大圓柱電池,大圓柱電池放量將大幅提升高鎳材料需求。?
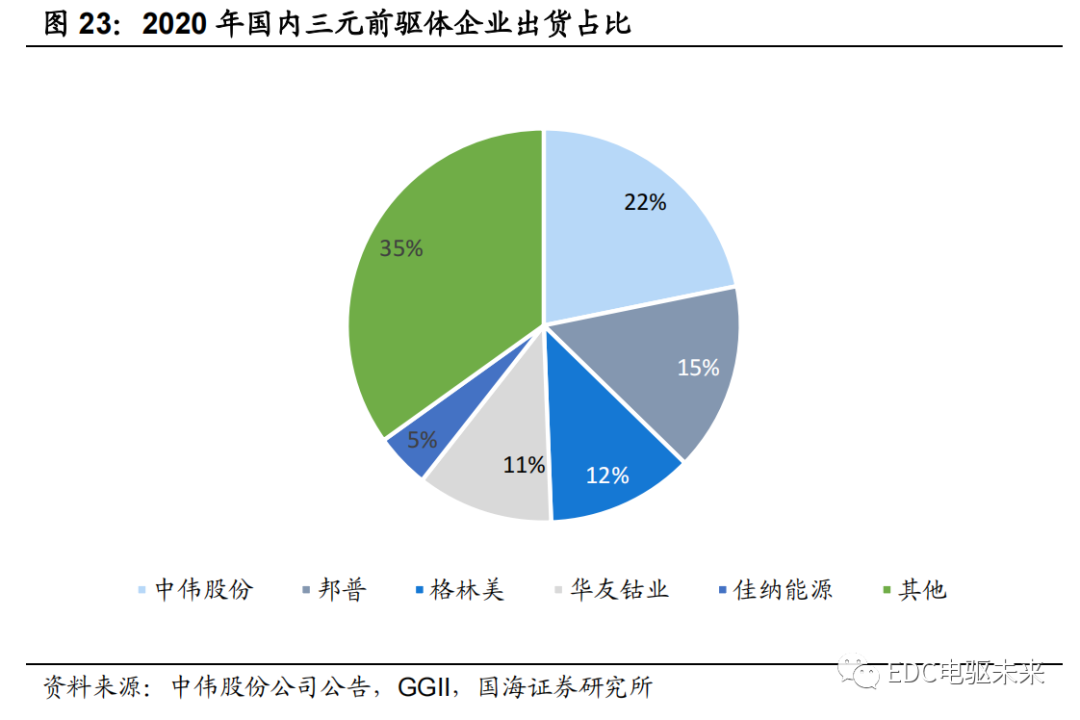
三元前驅體:高鎳化利好一體化布局前驅體企業三元正極材料產業鏈涉及環節較多,產業鏈結構較為復雜。 NCM 三元產業鏈上游主要為鎳、鈷、錳、鋰與其他輔料供應商,中游為前驅體與三元正極材料制造商,下游為鋰電池生產廠商以及應用層面的電動汽車、3C、儲能等領域。其中,前驅體環節是正極材料產業鏈的關鍵環節,以 NCM811 三元正極材料為例,前驅體占據正極總成本的 60%左右。三元前驅體是鎳鈷錳/鋁氫氧化物,通過與鋰源(高鎳正極材料一般采用氫氧化鋰;低鎳、中鎳正極材料一般采用碳酸鋰)混合后燒結制成三元正極。三元前驅體的上游產業鏈條較長,以鎳資源為例,從最前端的原生礦(硫化礦、紅土鎳礦)經冶煉加工成為鎳中間品(高冰鎳、MHP、MSP)再到硫酸鎳,最后加工為前驅體。 國內三元前驅體行業集中度較高,2020 年 CR5 達到 65%。在全球動力電池市場需求持續旺盛的背景下,三元正極需求增加,帶動三元前驅體行業不斷擴張,據鑫欏資訊統計,2021年國內三元前驅體總產量為62.06萬噸,同比增長82.3%。目前國內三元前驅體行業集中度較高,據 GGII 統計,2020 年國內三元前驅體市場份額前五分別是中偉股份、邦普、格林美、華友鈷業和佳納能源,市占率分別為 21.8%、15.5%、12.1%、11.2%和 4.5%。?
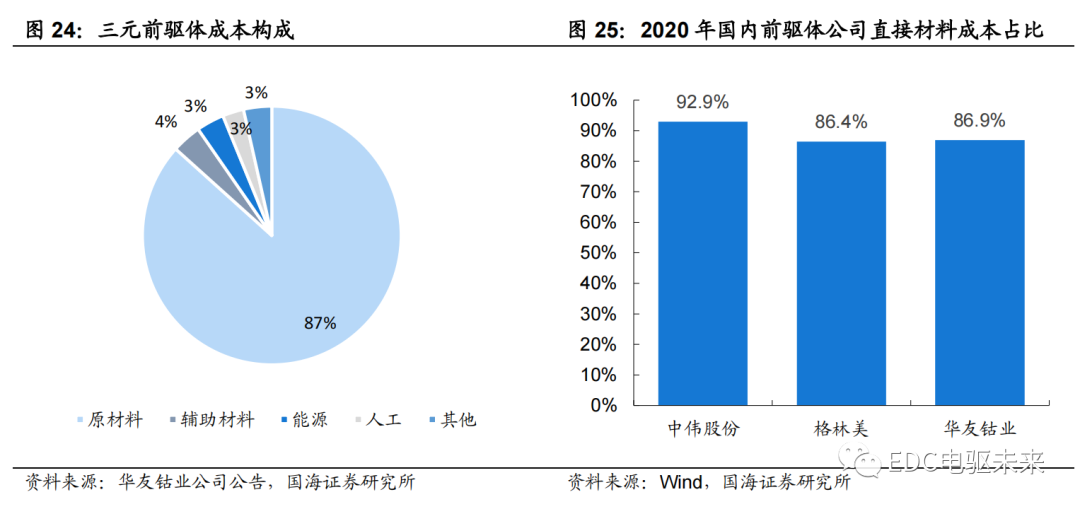
隨著正極高鎳化,鎳在三元前驅體成本中占比提升,將利好一體化布局的三元前驅體企業。從前驅體成本結構看,硫酸鈷、硫酸鎳等硫酸鹽原材料成本占比較高,以華友鈷業生產的三元前驅體為例,硫酸鹽原材料成本占比達 87%。隨著正極鎳含量的增加,單噸前驅體硫酸鎳使用量增多,硫酸鎳的成本占比將提高。在高鎳化趨勢下對上游鎳資源的需求將增大,導致鎳供應緊張,價格大幅度上漲。根據鑫欏資訊,截至 2022 年 3 月 23 日國產電池級硫酸鎳價格為 4.85 萬元/噸,較 2021 年年初的 2.95 萬元/噸上漲 64.4%,硫酸鎳的成本占比提升和鎳源價格的提升使得前驅體企業對于一體化的意愿得以強化。通過一體化布局產業鏈上游冶煉業務,將上游硫酸鎳等原材料供應納入生產環節,能夠充分發揮產業鏈協同效應,保證材料穩定供應和品質保障,以更低成本獲取原材料并提升三元前驅體材料性能,進而增強企業的成本優勢和盈利能力。
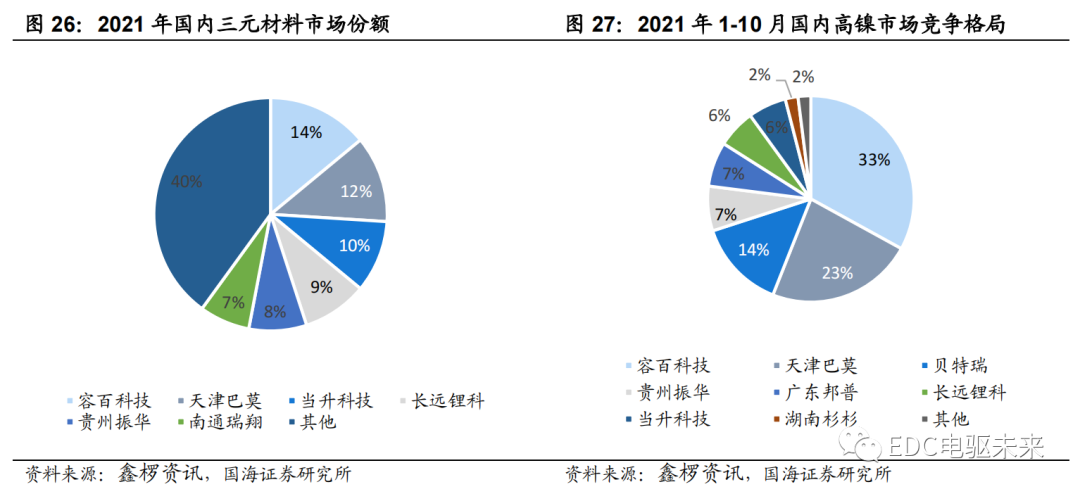
三元正極材料:高鎳化提高技術壁壘,具有技術儲備的正極企業具備發展潛力我國三元正極材料市場格局相對分散,高鎳化有望促使行業集中度提升。 由于我國動力電池領域處于需求快速增長階段,三元正極材料企業擴產較強,競爭較為激烈,導致行業相對分散。根據鑫欏資訊統計,2021 年我國三元正極市場 CR5為 53%,5 家頭部企業的市占率均在 10%左右,沒有出現絕對領先的龍頭企業。隨著三元正極向高鎳化發展,由于高鎳材料的技術壁壘較高,三元正極行業出現明顯的集中趨勢,2020 年 1-10 月國內高鎳正極材料市場的 CR2 和 CR5 分別為56%和 84%,高鎳三元正極材料市場龍頭優勢明顯。?
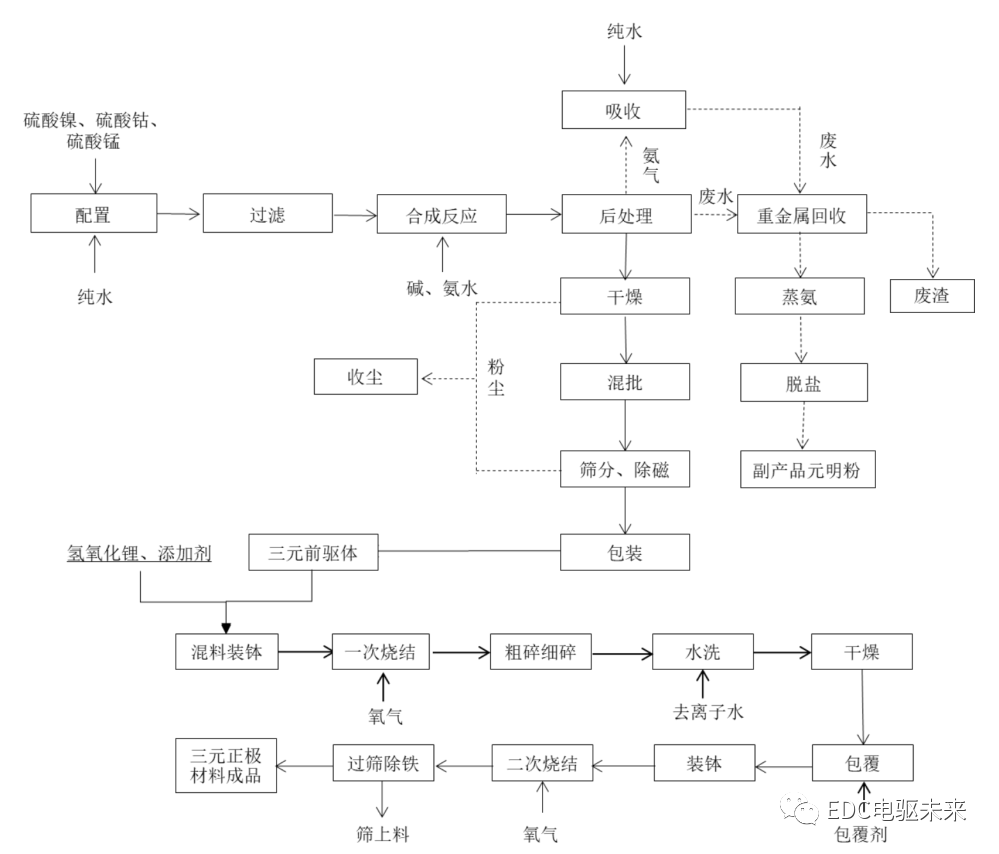
高鎳三元正極加工難度大,技術壁壘高。三元正極以三次燒結工藝為主,由三元前驅體和氫氧化鋰混合后燒結制成。相對于 NCM523 等常規三元正極材料,高鎳三元正極材料的制備工序相對更為復雜,對設備要求更高,且技術難度更大: (1)混合工序難點:由于氫氧化鋰與高鎳三元前驅體的粒度和密度大小差異較大,因此實現固相均勻混合難度較大;此外,氫氧化鋰含有結晶水,在混合過程中摩擦放熱造成氫氧化鋰脫水,部分氫氧化鋰會生產團聚,影響混合效果;傳統高混機在使用前驅體與氫氧化鋰混合時,無法將氫氧化鋰分散混合均勻,提高轉速又容易破壞三元前驅體顆粒,因此,高鎳三元生產過程中對混合機要求較高; (2)燒結工序難點:由于高鎳三元材料中的二價鎳難以氧化成三價鎳,必須在純氧氣氛中高溫合成,因此窯爐材質必須耐氧氣腐蝕;此外,高鎳材料使用氫氧化鋰做鋰源進行高溫合成,氫氧化鋰容易揮發且堿性很強,需要窯爐材質有較強的耐堿腐蝕性; (3)水洗工序難點:高鎳三元材料的表面殘堿含量過高,會給材料電化學性能帶來許多負面影響,國內廠家普遍采用水洗和在較低的溫度二次燒結工藝來降低高鎳正極表面殘堿含量;由于高鎳三元材料表面對濕度敏感,因此水洗過程中固液比、水洗時間、攪拌強度、過濾時間與干燥過程均很難控制,如果處理不好,之后的三元材料容量與循環性能明顯下降而達不到動力電池的使用要求。?
編輯:黃飛
?








 工商網監
工商網監
評論