 電子發燒友App
電子發燒友App


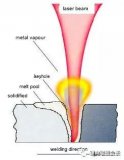
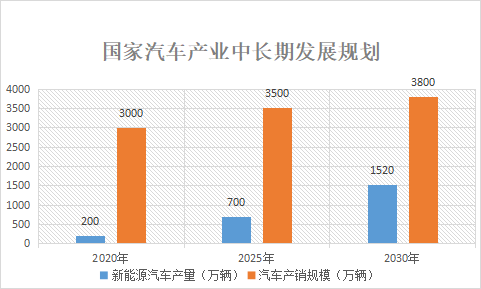
當前社會的環境和能源問題日益受到重視,傳統的內燃機汽車消耗大量石油資源并造成嚴重的尾氣污染,發展更環保低耗的新能源汽車已經成為行業風向[1],其中,電動汽車的發展最為迅速。目前,許多著名汽車品牌如特斯拉、比亞迪、奧迪等都推出了電動車型并取得了良好的市場反響。在電動汽車中,動力電池是核心部件之一。動力電池為汽車提供動力,在很大程度上決定了汽車的使用性、可靠性和安全性。為了方便生產和維護,動力電池一般采用模塊化設計,擁有最小的電池單元。通過若干單元的組配,可以滿足不同車型對電池組的輸出需要。無論是電池單元還是電池組,其生產制造的過程中都大量應用激光焊接技術。為了滿足車身輕量化的需求,動力電池各部件一般采用鋁合金制造。鋁合金化學活潑性很強,表面極易形成氧化膜,而且線膨脹系數較大,導熱性能極強,在激光焊接時很容易產生爆點、氣孔和焊接裂紋等缺陷[2]。
此外,部分電極材料還會使用銅,此時鋁 - 銅異種材料焊接還會產生由脆性金屬間化合物導致的低強、開裂等問題[3]。動力電池的模塊化設計對于單個電池及電池組的焊接都提出了極高的要求,提高激光焊接的質量對提升動力電池的壽命和可靠性具有重要意義。文中以動力電池中的激光焊接技術的應用部位分類介紹了其發展現狀,并進一步分析其發展方向。
1 激光焊接應用
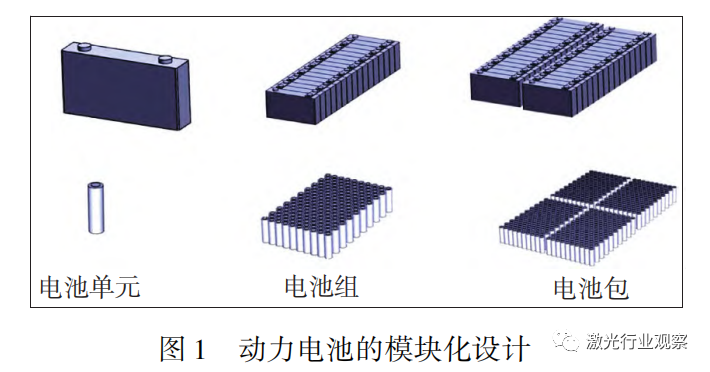
位置在動力電池生產線中,首先需要制造電池單元,然后將多個單元組裝為電池組,最后為電池組添加冷卻等附加裝置并封入支撐箱體形成一個完成的模塊, 如圖1[4]所示。
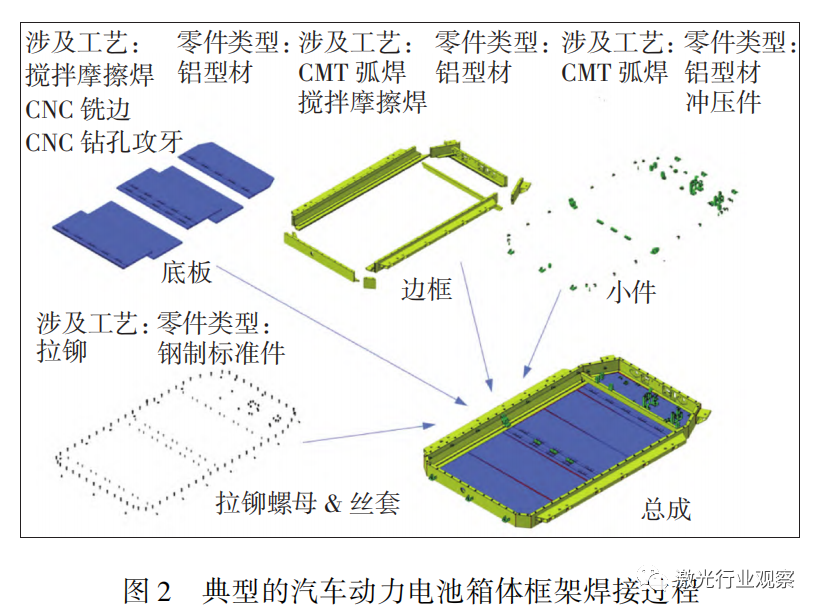
對于電池模組外部箱體,它是整個電池模組的承力部件,一般由若干型材拼接而成,其材料一般是5xxx或 6xxx 的鋁合金,也有部分型號采用鎂合金[5 -6]。電池箱體的焊接以電弧焊或攪拌摩擦焊為主,具有成熟的技術示范和應用推廣,如圖 2[7] 所示 。然而,受制于 設備成本、高裝配精度要求及鋁鎂合金高反射率等問題,激光焊接技術在動力電池厚箱體連接上并沒有特 別廣泛的應用[8 -9] 。
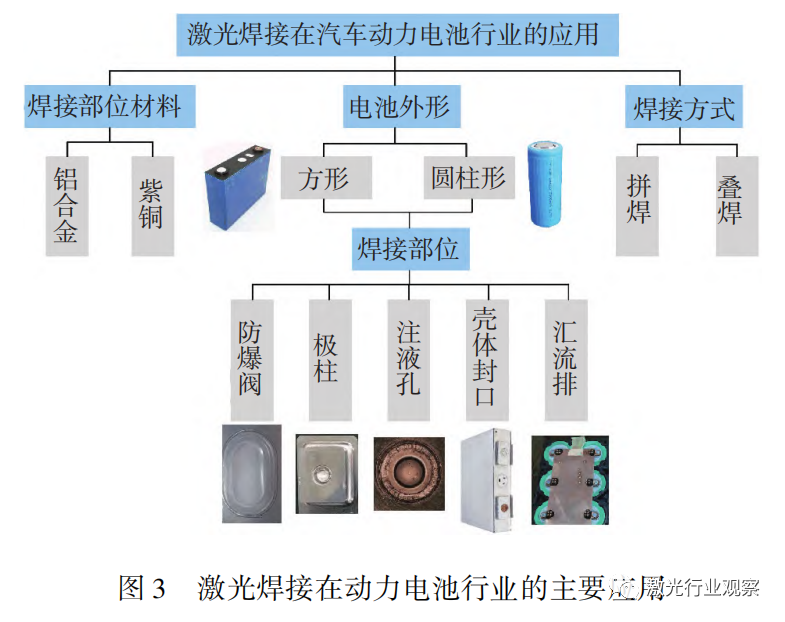
與電池箱體不同,動力電池單元和電池組的制造 采用 1xxx 系(1050,1060 等) 或 3xxx(3003 等) 鋁合金, 它們具有更好的可塑性、耐蝕性和導電性等性能 。除 了鋁合金,部分零件還會采用紫銅制造 。這些零部件 的厚度一般在 1 mm 左右,其接頭形式主要包括搭接 疊焊和對接,接頭尺寸較小,需要可達性好、加工精度 高的焊接方法進行連接 。這時采用電弧焊或攪拌摩擦 焊難以取得滿意的效果,而采用激光焊接具有較大的優勢 。激光熱源能量密度高、柔性高且可達性好,非常適合小尺寸電池零部件的加工[10] 。對于鋁 -銅合金高 反射率的問題,利用小型脈沖激光的高峰值功率可實 現薄板零件的高質量連接 。激光焊接技術廣泛用于動 力電 池 的 殼 體、防 爆 閥、匯 流 排 等 零 部 件 的 加 工 過 程 [11] ,如圖 3 [12] 所示。
2 激光焊接應用現狀
2.1 電池殼體與蓋板焊接
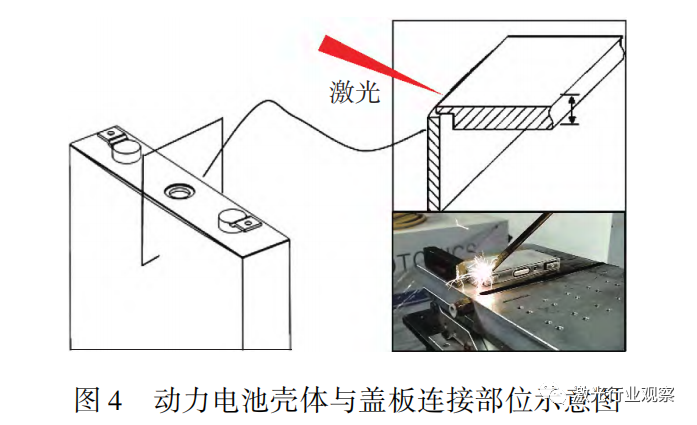
動力電池的殼體和蓋板起到封裝電解液和支撐電 極材料的作用,為電能的儲存和釋放提供穩定的密閉 環境,其焊接質量直接決定電池的密封性及耐壓強度,從而影響電池的壽命和安全性能[13] 。電池殼體主要采 用 Al3003 鋁合金,其厚度一般在 0.6 ~ 0.8 mm 之間,一般采用小功率脈沖激光焊接 。殼體與蓋板的連接位 置如圖 4[14] 所示,該處的激光焊縫的主要質量問題是 未熔透、氣孔和下榻,這些缺陷會降低電池的密封性。
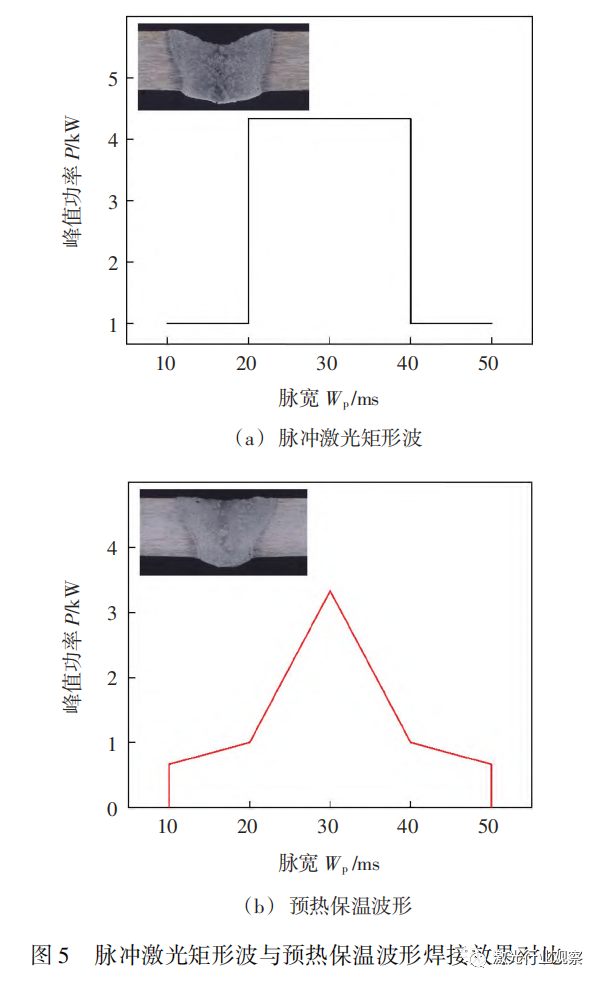
未熔透和下塌產生的原因是采用了不恰當的焊接 工藝,通過工藝優化可以解決 。李林賀等學者[13] 發現 在脈沖峰值功率不變的情況下,焊縫熔深隨脈寬的增 大逐漸增大,而只有脈寬超過某一 臨界值時,控制熔深 達到特定值即可保證耐壓強度達到行業標準 1 MPa。 此外,許為柏學者[15] 證實焊接速度過快會導致脈沖點 搭接不良出現虛焊,焊接速度過慢會導致熱裂紋傾向 增大,將焊接速度保持在 10 ~ 20 mm/s 的范圍內可以保證 穩 定 的 熔 深 。在 工 藝 優 化 的 基 礎 上,部 分 學者 [16 - 17] 采用脈沖波形優化的策略進一步控制熔深、優 化焊縫成形 。通過改變脈沖激光在時域上的能量分 布,能減少了燒損和裂紋,控制焊縫下塌,提升焊縫的 承壓效果,如圖 5 [16] 所示。
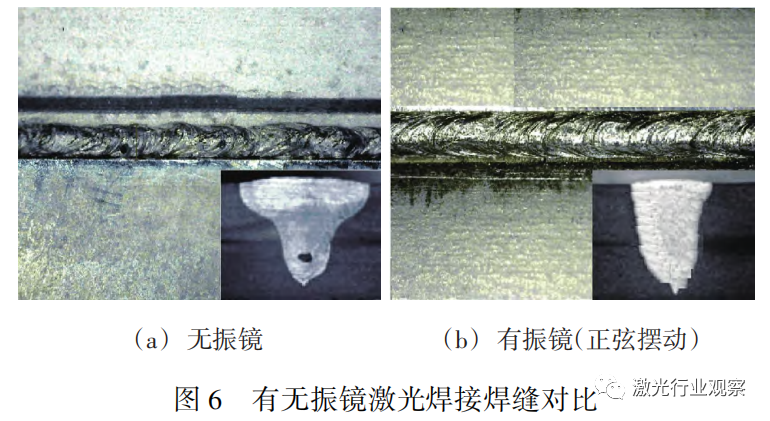
針對氣孔問題,李慶等學者[14] 指出電池外殼與蓋 板的厚度很薄,脈沖激光連接時處于熱導焊模式,氣孔 主要是氧化膜或水汽分解導致的冶金型氣孔 。通過優化工藝,降低激光功率并提高焊接速度,氣孔率最多降 低到 1.1% 。為了進一步減少氣孔,單紹平等學者[18] 和呂賢良等學者[19] 提出采用振鏡激光代替脈沖激光點焊,利用匙孔對熔池的攪拌作用可以加快氣泡逸出,幾 乎能完全消除密封焊縫的氣孔,如圖 6[18] 所示。
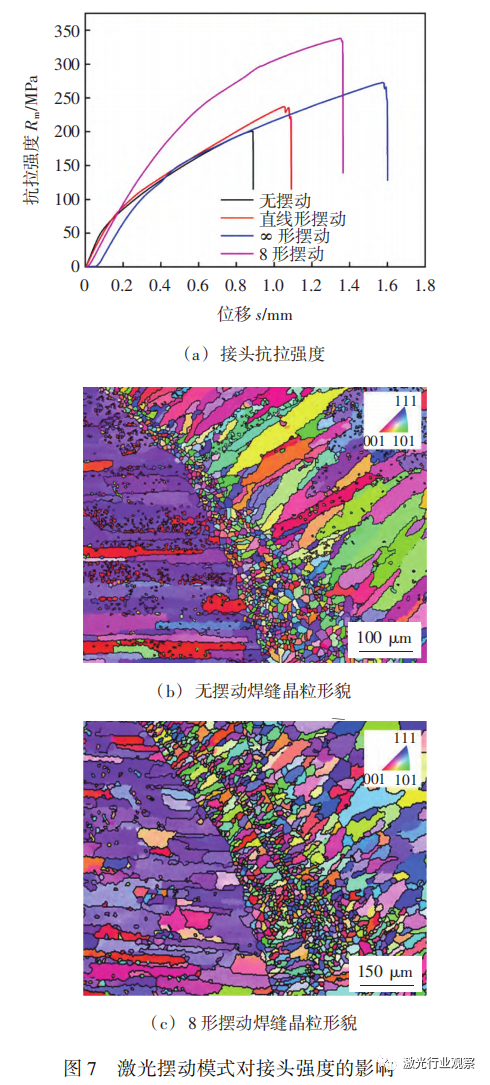
Zhou 等學者[20] 在優化焊接工藝的基礎上,進一步 研究了激光擺動模式對于鋁合金接頭強度的影響。在常用的直線形擺動、∞ 形擺動和8形等模式中 ,8形擺 動的焊接接頭具有最高的抗拉強度,同時其焊縫區域 晶粒明顯細化,如圖 7 [20] 所示。
2.2 電池防爆閥密封焊接
防爆閥是確保電池安全的重要部件,可有效地防止電池熱失控時發生爆炸 。當電池內部溫度異常,內 部壓力升高到 1.0 ~ 1.2 MPa 時,防爆閥在壓力作用下 被動開啟排除內部氣體,避免壓力過高造成爆炸 。防 爆閥在動力電池的蓋板上,如圖 8 [21] 所示,它是一種純 鋁 質( 1060或3003 ) 圓形薄片 ,厚度在 0.08 ~ 0.1 mm之間 。由于鋁材對激光的反射率高,且材料很薄,因此 防爆閥在激光焊接過程中容易出現過燒穿孔或者炸 孔,導致其失去控制電池內部壓力的功能。
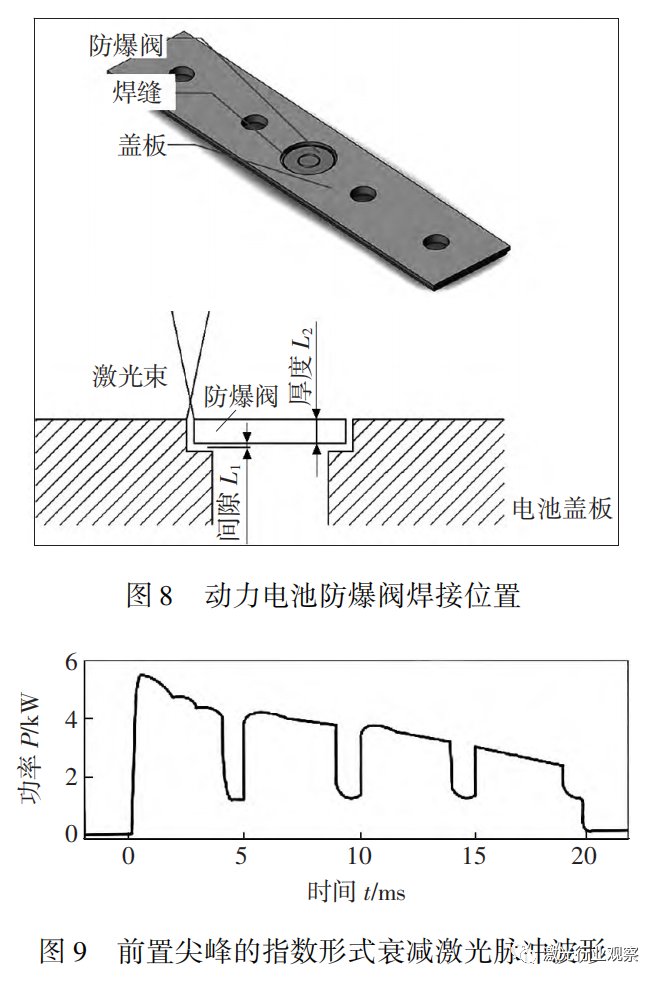
過燒缺陷出現的原因是鋁合金對激光反射率高, 生產時往往采用較高的激光功率,而防爆閥的厚度太 小,很容易熔穿 。其解決方案通常是選擇合適的焊接 工藝參數,控制熱輸入[22] 。此外,楊晟等學者[21] 提出 調整脈沖激光的波形解決這一 問題 。采用帶有前置尖 峰并以指數形式衰減的波形,通過前置尖峰可以提高 鋁材對激光的吸收率,而后續的指數衰減波可防止功 率密度過高導致的穿孔,如圖 9 [21] 所示。
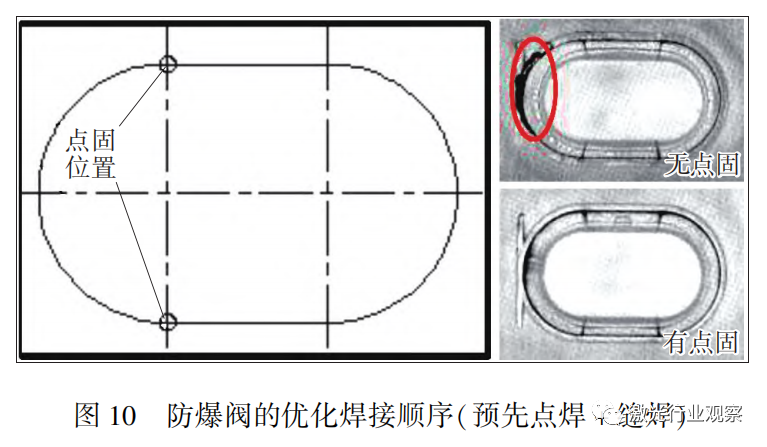
對于炸孔缺陷,耿立博學者[23] 認為它是由激光焊 接過程中熔池內的氣泡逸出所導致的 。一方面,動力 電池蓋板和防爆閥是厚度很薄的沖壓件,加工時容易 殘留沖壓油、清潔液等 。在高功率密度的激光作用下, 這些液體極易汽化并上浮到熔池表面,爆裂的同時產 生大量飛濺并在焊縫表面留下凹坑,形成炸孔;另一方 面,防爆閥的寬厚比一般可達 30 左右,焊接時極易產 生熱變形翹曲,進而導致它和頂蓋的裝配間隙中存在 大量空氣 。焊接時這些殘留空氣受熱膨脹,噴出熔池 會進一步加劇形成炸孔缺陷的傾向 。為了解決這一 問 題,一方面要加強焊前對蓋板和防爆閥的清洗,另一方 面可以優化焊接順序,采用預先點焊 +縫焊的方式,通 過點焊固定預防翹曲變形,減少炸孔缺陷,如圖 10[23] 所示。
2.3 電池注液孔密封焊接
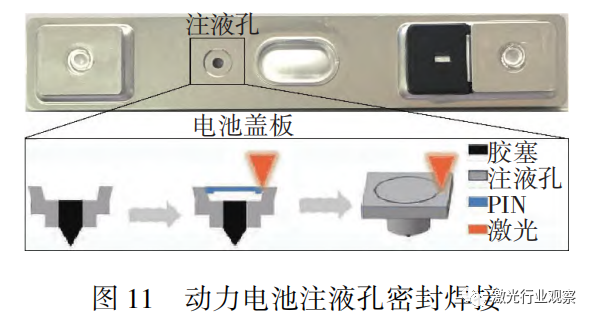
注液孔是預留在動力電池蓋板上的 一 個圓形小孔 。在動力電池殼體與蓋板完成連接后,通過注液孔向 殼內注入電解液。注液孔的密封焊接又稱為焊 PIN,實 際生產中完成注液后要先用膠釘封住注液孔,然后在膠 釘外覆蓋鋁質 PIN,把 PIN 焊接在蓋板上完成封口,如 圖 11 [24] 所示 。經過此工序電池內部完全被密封起來, PIN 的焊接質量直接關系電池的密封程度,焊 PIN 不良 會導致電池漏液、外觀不良等問題。焊 PIN 過程中的主 要缺陷是焊偏導致的成形不良及類似防爆閥的炸孔。
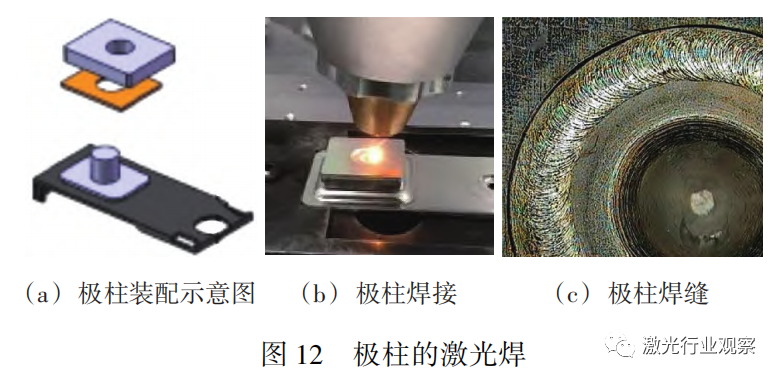
鋁制 PIN 焊偏的問題主要是由熱變形導致的。鋁 制的 PIN 厚度很低,在激光熱源的作用下被迅速加熱。 在冷卻過程中,已焊接區域由于應力積累發生變形,未焊 區域傾斜翹起,導致最終全部焊接后鋁 PIN 向一側翹起。 馬可人等學者[24] 通過優化激光焊接順序解決這一問題, 將原本鋁 PIN 密封焊縫由閉合環縫形式轉變為三點定位+縫焊的模式,大大降低了鋁 PIN 側偏的可能性。 2.4 電池極柱焊接動力電池上設置有正極極柱和負極極柱,用于電 能的輸出及與外部電路的連接 。其中,為了滿足高容 量的使用需求,動力電池一般需要串聯或者并聯成電 池組使用,電池成組時其正負極柱與轉接塊之間的連 接需要通過激光焊實現,如圖 12[23] 所示。
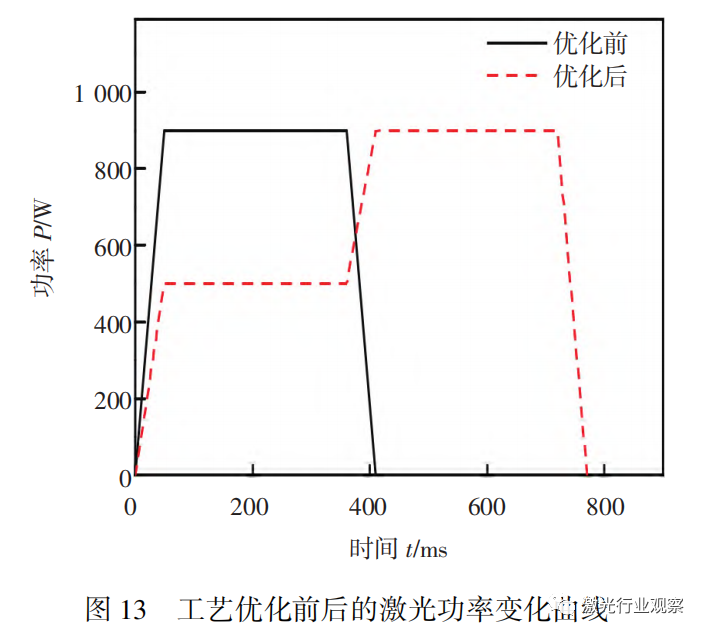
電池極柱激光焊的主要問題同樣是炸孔缺陷,其 產生的原因和防爆閥的類似 。極柱焊縫實質上是鋁轉 接塊和極柱的配合面,鋁塊孔直徑僅為 6 mm 左右,此 處極易殘留沖壓油、清潔劑等雜質 。高能量密度的激 光造成焊件溫度激增,導致極柱處殘留的雜質快速汽化,氣泡逸出并克服熔池表面張力離開熔池造成炸孔 缺陷 。在這一過程中,脈沖激光功率的快速變化進一 步增加了形成炸孔的趨勢 。因此,除了加強焊前清洗, 通過優化激光功率變化也能減少炸孔缺陷 。耿立博[23] 將常用的“一道焊”方式更改為兩道焊,利用低功率的 第一次焊接預熱材料并排出氣體,利用高功率的第二 次焊接使熔深達到要求,如圖 13 [23] 所示。
2.5 極耳與匯流排的焊接
對于電動汽車而言,單個電池無論是輸出能力還 是容量都遠遠不能支持行駛所需,實際驅動汽車的是 電池組 。電池組由大量電池單元串、并聯而成,這其中 核心部件是匯流排。匯流排又稱母排,它連接電池單元, 將多個電池的輸出疊加到一處,因而可以滿足汽車動力 的高功率需要。匯流排與電池極耳的連接通過激光焊接 實現,此處的焊接質量將直接影響整個電池組的可靠性。 在加工過程中,如果焊接不良,則會導致電池組內部電阻 增大,降低供電能力;如果焊接過度,則有可能對附近的 電池殼體造成損傷,造成電解液泄露等問題[ 16] 。
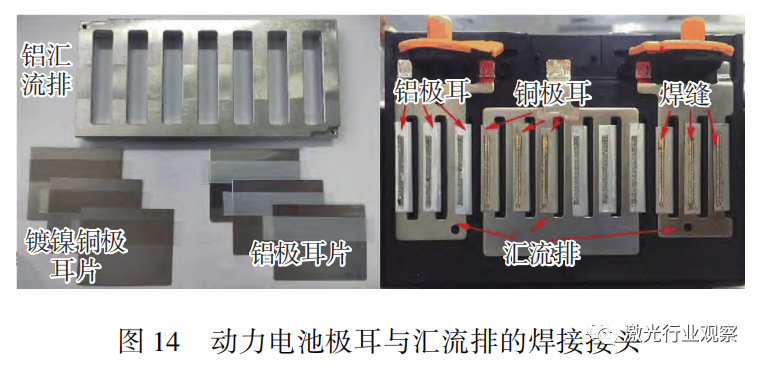
動力電池的極耳與匯流排一般是由鋁或銅材料制造而成,如圖 14[25] 所示,因此匯流排的焊接接頭形式 一般是 Al?Al 同種或者 Al?Cu,Al?Fe 異種接頭 。焊接時 的主要問題是氣孔、熱裂紋及異種金屬界面脆性金屬間化合物導致的強度降低[4] 。部分學者[25 -27] 通過工藝優化提升匯流排的焊接質 量,通過改變激光功率、焊接速度、光束傾角和離焦量能減 少焊接缺陷并獲得良好的焊縫成形。對于鋁合金薄板件 焊接,氣孔通常是熔池卷入保護氣或氧化膜分解析氫造成 的。白健宇學者[25] 證實通過加強焊接清洗并在合適的工 藝區間內增大焊接速度可以減少匯流排焊縫中的氣孔。
除了工藝優化,也有學者致力于優化激光光源本 身的特性 。黃易[28] 和吳曉紅[29] 對比了準連續脈沖激 光器和單模連續激光器的焊接效果,結果發現單模連 續激光焊接效果要明顯優于準連續脈沖激光,采用單 模激光具有更大的工藝窗口且效率更高 。其原因是準 連續脈沖激光的焊縫本質上是一個個單一焊點疊加而 成,在相鄰焊點的重合處被熱量疊加,更容易產生氧 化、氣孔和裂紋等問題 。而連續激光功率輸出穩定,更 容易獲得質量均一 的焊縫 。然而,由于鋁、銅合金的反 射率較高,脈沖激光的高峰值功率具有天然優勢,為了 達到相同的焊接效果,需要使用平均功率更高的連續 激光和更好的光束質量,因而會大大增加生產成本。
Grabmann 等學者[30] 放棄了常規 1 064 nm 波長的 脈沖激光器,轉而采用 515 nm 的綠光激光器焊接銅 片 。鋁、銅等高反材料對于短波激光具有更高的吸收 率,因此能取得更好的焊接效果。
Zhu 等學者[31] 采用了大族激光推出的納秒級脈沖 激光器,通過超快螺旋線掃描的方式焊接 Al?Cu 異種接 頭,超短的激光脈沖能有效控制異種金屬的界面反應。
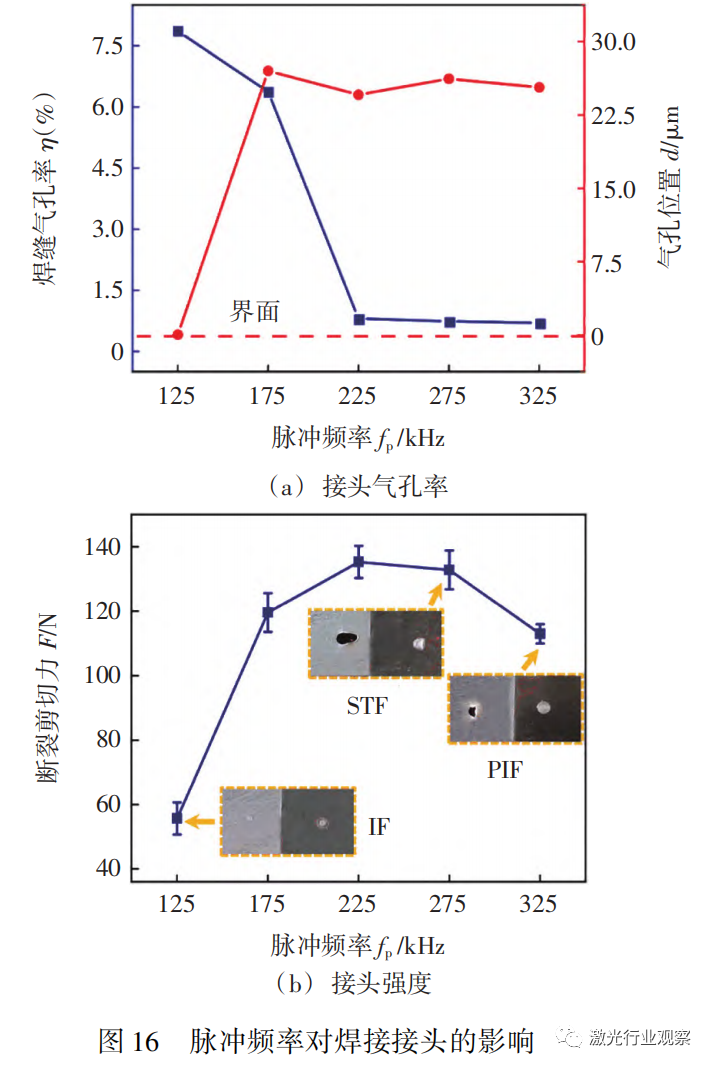
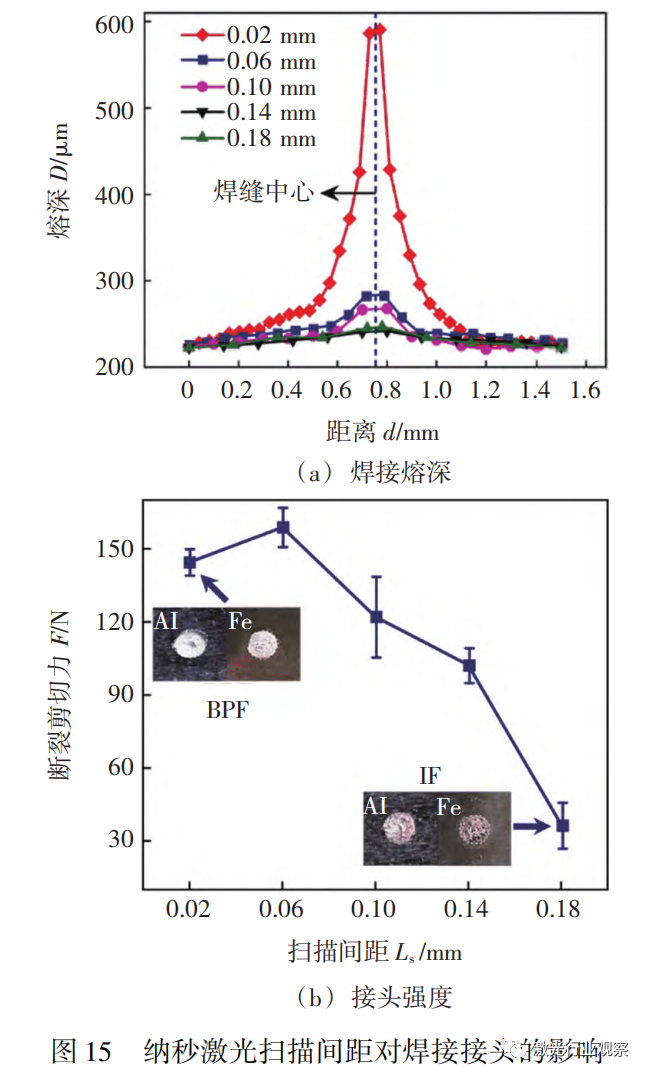
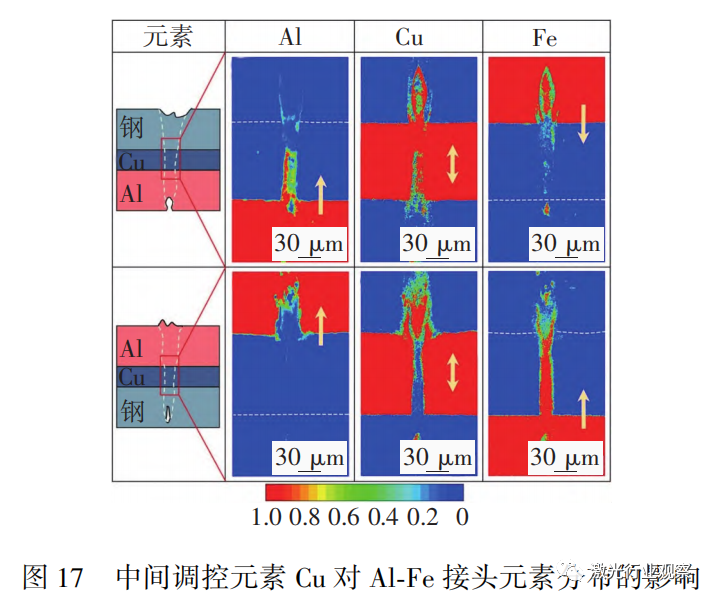
針對 Al?Fe 體系的極耳與匯流排,筆者團隊基于納 秒脈沖激光器也實現了優質連接。其中,納秒激光的掃 描間距對于 Al?Fe 異種接頭的強度有重要影響[32] 。掃 描間距直接影響了焊接接頭處的熱量積累,如圖 15[32] 所 示,從而改變焊點處的熔深,進而決定了界面處 Al 和 Fe 元素的混合程度和最終金屬間化合物的分布,接頭強度 因此發生變化。此外,Shu 等學者[33] 還發現脈沖頻率與 Al?Cu 異種接頭中的氣孔率顯著相關,如圖 16[33] 所示, 通過優化脈沖頻率能減少焊縫中的氣孔缺陷,提升接頭 的力學性能 。為了進一步調控異種金屬的界面反應, 提升 Al?Fe 接頭的力學性能,Niu 等學者[34] 提出了基于 中間元素調控冶金反應的思路,焊接時在 Al?Fe 接頭界 面處加入 Cu 箔,異種金屬界面的冶金反應體系由原先 的 Al?Fe 二元變為 Al?Cu?Fe 三元 。Cu 元素的存在能有 效抑制 Al 和 Fe 元素在界面處的擴散,減少脆性的 Al? Fe 金屬間化合物,提升接頭強度,如圖 17 [34] 所示。
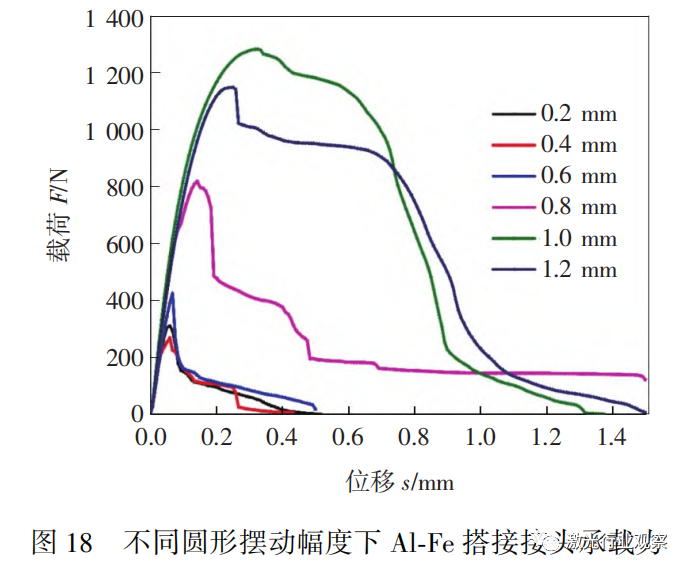
Asirvatham 等學者[35] 和 Haddad 等學者[36] 分別在 Al?Fe 和 Al?Cu 搭接接頭連續激光焊接中引入光束擺動來改善接頭質量 。擺動激光能夠調制焊接區域的熱 量分布,抑制界面的金屬間化合物層,并降低裂紋敏感 性,如圖 18 [35] 所示 。擺動激光焊接 Al?Cu 異種接頭的承載能力大大提升。
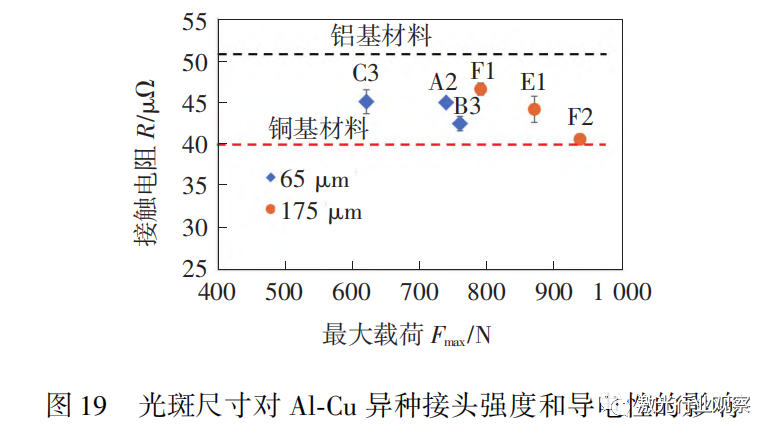
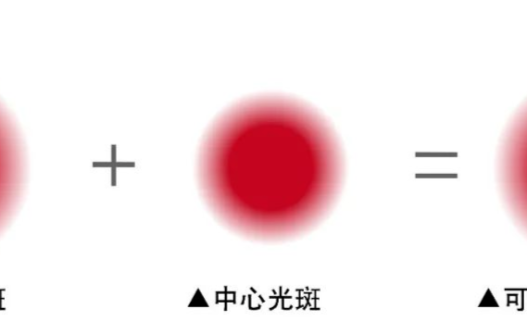
Dimatteo 等學者[37] 調節了 Al?Cu 搭接接頭激光焊 的光斑尺寸,如圖 19 [37] 所示,發現減小光斑尺寸有利 于降低熱輸入,從而抑制界面脆性金屬間化合物,可以 在保證強度和導電性的基礎上減少界面缺陷。
3 智能焊接技術的應用
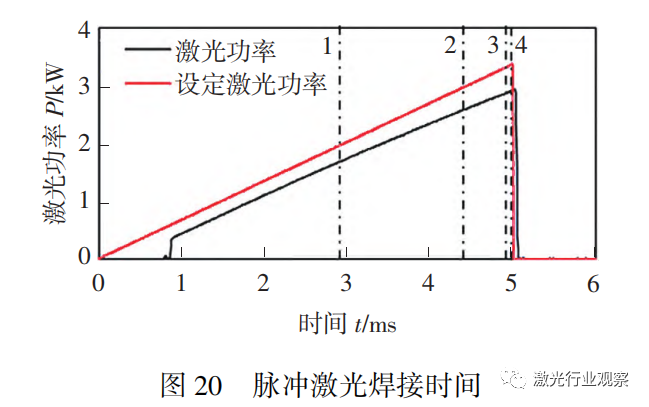
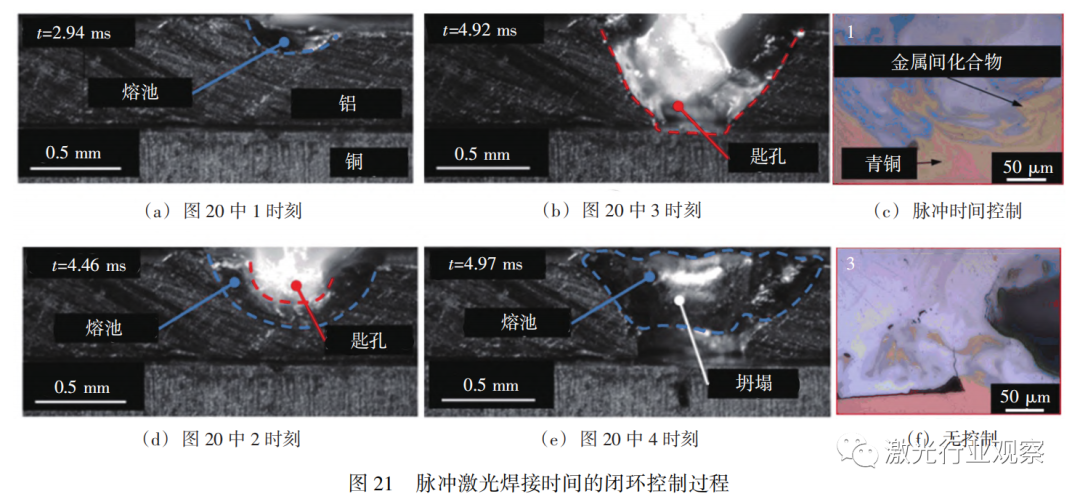
面向動力電池的激光焊接問題,通過各種工藝優 化可以顯著減少焊接缺陷 。在此基礎上,通過擺動光 束、脈沖波形調制等激光技術的幫助還可進一步提升 焊接質量 。然而,這些前端優化只能為動力電池焊接產 業的發展提供基礎支持,提高實際生產率,保證電池制造 的連續性、一致性和高效性還需要依賴智能化焊接技 術[38] 。例如,動力電池組在實際使用中通常還需要連接 線路板,用于控制各個電池在統一頻率下工作。在裝配 過程中,線路板難以直接觀察,人工操作無法精準定位焊 接位置。黃世晅學者[39] 將機器視覺與激光,通過工業相機和機器學習算法代替人工識別定位焊縫,其定位誤差 小于0.05 mm。動力電池極耳與匯流排的焊接質量對激光加工距離十分敏感,激光頭到焊接面距離的波動容易 導致虛焊,采用機器視覺測距實現精密跟蹤,保持加工 距離不變,可以方便地解決這個問題[40 -41] 。除了可以代替人工完成焊接,智能化技術還能進一步幫助控制焊接過程,提升焊接質量 。Seibold 等學 者 [42] 設計了一套閉環控制系統,該系統能動態監測 Al?Cu 搭接接頭脈沖激光焊接的等離子體發射光譜,依據 光譜信息確定界面處鋁銅元素的混合情況 。脈沖激光 焊接時間的閉環控制過程如圖 20 和圖 21 [42] 所示,利 用反饋系統動態控制激光器的脈沖時間,在鋁銅界面 過度混合時立刻結束脈沖,從而減少界面脆性金屬間 化合物,提高接頭強度。
智能激光焊接技術在焊接缺陷的識別中也有重要 應用。在大批量生產時,動力電池上各處焊縫很容易出 現焊穿、焊偏、虛焊等缺陷。目前識別這些缺陷仍以人工 檢測為主,存在檢測效率低和檢測精度差等問題。智能 化缺陷識別利用機器代替人眼對物體進行檢測、測量、識 別,具有高精度,高效率和檢測穩定等特點。利用工業相機組成的視覺系統檢測電池極耳激光焊接的虛焊、焊 偏、翻折等缺陷 ,其準確率達到 95% 以上[43 -44] 。在動力電池的外殼焊接[45 -46] ,防爆閥密封焊接[47] 等多個加 工過程中,智能化缺陷識別都有望取代人工檢測,進一 步推動行業發展。
4 結束語
(1) 目前動力電池中激光焊接的主要問題是氣孔、 裂紋、成形不良、炸孔等焊接缺陷 。這些缺陷導致電池 組強度降低、密封性和導電性下降,引發電池爆炸、漏 液和發熱等一 系列安全問題 。針對這些問題,大量研 究著眼于工藝優化,通過調整激光焊接的功率、脈沖寬 度、焊接速度、離焦量等參數可以有效減少缺陷。
(2) 在工藝優化的基礎上,部分學者探索了激光光 源特性對動力電池焊接質量的影響 。激光脈沖波形、 光斑半徑、光束路徑、激光波長等光束特性對焊接質量 都有顯著的影響,能進一步消除焊接缺陷 。針對激光 光源特性的優化值得開展更多的研究。
(3) 隨著動力電池市場和產業規模的擴大,為了提 升激光焊接的效率,推廣智能化技術是大勢所趨 。前 端的焊接工藝優化和技術升級為動力電池激光焊接的 發展奠定了基礎,而智能化技術則是其推廣和應用的 重要工具 。以激光焊接路徑規劃、焊縫識別、缺陷識 別、質量監測等為代表的智能化技術也是未來的研究 熱點之一。
編輯:黃飛











 工商網監
工商網監
評論