 電子發燒友App
電子發燒友App


螺柱焊機的相關知識
套圈保護步進式電弧螺柱焊過程研究*
池強1,張建勛1,肖克民1,付繼飛2
(1.西安交通大學焊接研究所,西安,710049;2.中冶集團建筑研究總院,北京,100088)
摘要:本文利用自行研制的步進式電弧螺柱焊槍,采用套圈作為焊接過程的保護方式,研究了套圈保護步進式電弧螺柱焊過程。對焊接過程的電流及電壓波形進行采集,分析焊接過程的電弧行為。試驗結果顯示,在套圈保護步進式電弧螺柱焊過程中,電弧穩定燃燒,熔化金屬短路現象明顯減少;螺柱送進過程的“無弧”時間縮短。焊接過程電弧行為的改善提高了電弧對接頭的加熱效率;相比無保護步進式電弧螺柱焊,套圈保護步進式電弧螺柱焊可以在一定范圍內減少焊接時間,提高了焊接效率。
關鍵詞:電弧螺柱焊;套圈;焊接過程;電弧行為
0 序 言[i]
電弧螺柱焊的基本原理是在待焊螺柱與工件間引燃電弧,當螺柱與工件被加熱到合適溫度時,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接頭。根據焊接過程中所用焊接電源的不同,傳統電弧螺柱焊可以分為普通電弧螺柱焊和電容儲能電弧螺柱焊兩種基本方法[1]。在普通電弧螺柱焊的應用中,套圈保護是常用的一種焊接過程保護方法。
步進式電弧螺柱焊(簡稱SASW)是基于新式焊槍的焊接方法,文獻[2]介紹了步進式電弧螺柱焊槍的研制情況以及焊接過程的初步實現。為了提高步進式電弧螺柱焊的實用性,需要對其進行系統的研究。本文主要研究套圈保護步進式電弧螺柱焊過程,分析套圈保護對焊接過程電弧行為的影響。
1 試驗設備及材料
1.1焊接設備
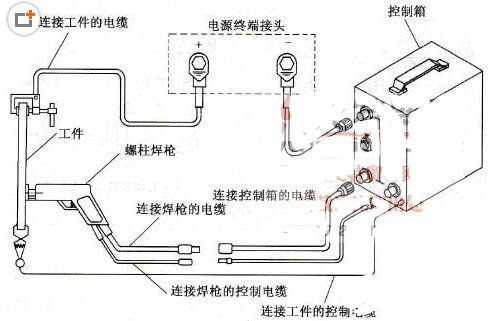
焊接設備包括焊接電源、焊接控制器及焊槍。步進式電弧螺柱焊槍的結構原理如圖1所示,通過控制步進電機的轉動方向,實現焊接過程螺柱的運動要求。采用MCS-51單片機系統控制焊槍及焊接過程的實現[2]。試驗中,選用型號為ZXG-300的磁放大器式弧焊整流器作為焊接電源,該電源標明空載電壓75V,具有陡降外特性,符合電弧螺柱焊引弧及焊接要求。
1.2焊接過程監測設備
研究焊接過程,可以通過多種方法實現,本試驗通過采集焊接過程的能量輸入參數,利用波形法進行分析。能量輸入參數主要包括焊接電流和焊接電壓。數據采樣系統如圖2所示。焊接電壓的采樣采用型號為GIV-Zv的直流電壓變送器,該變送器 
圖1 步進式電弧螺柱焊槍結構
具有光電隔離作用;焊接電流的采樣是依靠分流器來獲得,電流信號經分流器變換為一定大小的電壓信號,從分流器兩端出來的信號需進行放大隔離。系統采用型號為TDS220的數字示波器記錄焊接過程,此示波器具有兩個輸入通道,可以同時采集焊接電壓和焊接電流。示波器外擴計算機通訊模塊TDS2CM,通過RS232接口線與計算機串口相連接。采集的信息可以直接在計算機上顯示處理。
圖2采樣系統示意圖
1.3試驗材料
試驗中所用螺柱及試件材料為Q235鋼,螺柱直徑φ5mm,待焊頂端為平頂端面形式,不帶引弧結;試件厚度5mm,適合螺柱焊接,焊前對表面氧化皮、鐵銹、油漆、油脂等雜質做簡單處理。
焊接中使用自制套圈,其主要成分如表1所示。
表1 套圈主要成分(體積分數,%)
|
耐火土 |
粘土 |
石墨 |
鋁粉 |
錳鐵粉 |
|
58 |
27 |
5 |
5 |
5 |
2 結果及討論
2.1無保護SASW
步進式電弧螺柱焊的焊接規范參數主要包括能量輸入參數(焊接電流,焊接時間)和焊槍行為參數(螺柱提起高度和送進深度)。選用表2所示的焊接規范進行無保護步進式電弧螺柱焊。表中所列焊接時間是指螺柱在提起高度的保持時間;電弧在此段時間內充分燃燒,決定了接頭的能量輸入。此規范基本適合無保護步進式電弧螺柱焊接過程。
表2 焊接規范參數
|
焊接電流(A) |
焊接時間(ms) |
提起高度(mm) |
送進深度(mm) |
|
300 |
370 |
1.7 |
3.3 |
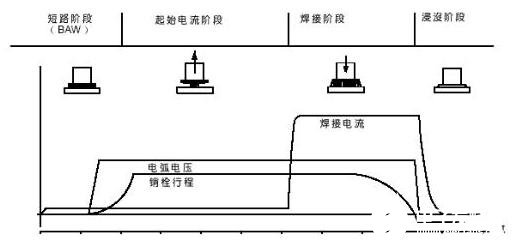
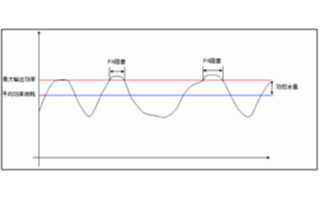
圖3所示為典型的焊接過程電流及電壓的采樣波形。如圖中所示,整個焊接過程分為螺柱提起、螺柱保持和螺柱送進3個階段。

圖3 無保護步進式電弧螺柱焊電參數波形
(1)螺柱提起階段大約有90ms,螺柱從工件上提起后,焊接電壓增高并保持在25V左右,這說明電弧被順利引燃,開始進入焊接過程。而在此階段,焊接電流增長速度較慢,保持在大約50A左右的水平。出現這種現象的原因主要是螺柱在提起過程中的連續運動改變了電弧的形態,使電流密度變小;另外電流偏小也和電源電流的滯后特性有關。
(2)電弧燃燒階段,在預設的螺柱提起高度,電弧充分燃燒。此階段可以分為兩部分進行描述。在t1時間段內,焊接電流的上升速度加快且比較穩定,而焊接電壓略有下降趨勢。電壓下降是因為電弧燃燒使得螺柱金屬熔化增多,熔化金屬下垂而縮短了弧長。此時焊接電弧在螺柱端面擴展,能量不是很高,故此段時間可以定義為電弧擴展階段。在進入t2時間段內,焊接電流上升到大約200A左右時,焊接電流陡然升高,對應的焊接電壓降至接近0V。此后一段時間內焊接電流和焊接電壓處于往復振蕩的過程。總的趨勢是焊接電流在增大,而焊接電壓總體低于t1時間段。如此的波形說明螺柱與工件之間頻繁短路。因為隨著電流的增大,螺柱端部熔化金屬增多并下垂,最終與工件接觸引起短路。此段時間可以定義為電弧不穩定燃燒階段。由于頻繁的短路,導致焊接飛濺增加。
(3)在螺柱送進階段,螺柱與工件已經處于完全短路狀態。此時焊接電流基本保持在530A左右,而焊接電壓則基本為0。這就說明在螺柱送進過程中,電弧已經熄滅。
2.2 套圈保護SASW
在電弧螺柱焊過程中使用套圈進行保護,具有兩個明顯的作用[3]:(1)使接頭處液態金屬不能隨意流動,起到強制成形焊接接頭的作用;(2)減少了可見的弧光,保護了操作者的眼睛,改善了工作環境。另外,套圈中有限的空間對焊接電弧產生較強的約束作用,從而減輕了電弧磁偏吹現象[4]。電弧偏吹是影響電弧螺柱焊質量的重要因素,可以導致焊腳成型不均勻,同時引起強烈的焊接飛濺。
比較無保護步進式電弧螺柱焊過程表現出來的特點,重點研究套圈保護對步進式電弧螺柱焊過程及電弧行為的影響。
為增強可比性,采用表2所示的焊接規范參數,進行套圈保護步進電弧螺柱焊試驗。焊接過程電流及電壓采樣波形如圖4所示。
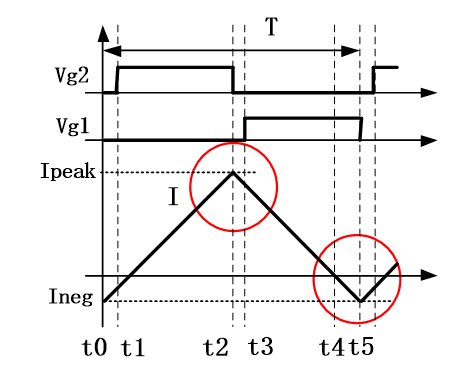
圖4 套圈保護步進式電弧螺柱焊電參數波形
在螺柱提起階段,電流與電壓的波形變化與圖3相似,焊接過程處于起弧狀態。
在電弧燃燒階段,同樣可以分為兩個時間段進行描述。如圖所示,在t1時間段內,焊接電壓呈增大趨勢,焊接電流基本在200A以下。此段時間為電弧擴展階段。進入t2時間段,焊接電流穩定升高,增大的電弧能量使得螺柱熔化量快速增加。液態金屬的下垂使得焊接電壓有輕微的減小。此段時間可以定義為電弧充分燃燒階段。總體來說,螺柱在提起高度燃燒穩定。
螺柱送進階段,可以分為有弧時間和無弧時間。圖中所示t3時間段表明,螺柱在開始送進階段,電弧仍舊正常燃燒。經過一段時間后,焊接電流急劇升高,而電壓降到不足以維持電弧燃燒。此時處于無弧狀態,直到焊接過程結束。
與無保護步進式電弧螺柱焊過程相比,套圈保護步進式電弧螺柱焊過程具有以下特點。
(1)在套圈保護步進式電弧螺柱焊過程中,電弧燃燒穩定,短路現象明顯減少。出現這種情況的原因主要是因為套圈保護情況下電弧對接頭處加熱集中,磁偏吹減少,造成焊接工件熔深較大,這就使得焊接電弧增長,短路次數自然減少。對于套圈保護的焊接過程,短路現象依舊存在,只是短路次數或總的短路時間會大幅度降低。正常情況下,短路會發生在電弧燃燒階段后期或螺柱送進階段初期,因為此時螺柱端部熔化金屬量達到一個較大值。圖4所示焊接過程在電弧燃燒階段后期存在大約10ms的短路,圖5所示的焊接過程在螺柱送進階段存在短暫時間的短路現象。需要說明的是,此短路指的是發生在電弧完全熄滅之前的短路。
圖5 螺柱送進階段出現短路的焊接過程波形
(2) 在套圈保護步進式電弧螺柱焊過程中,螺柱送進過程的無弧時間明顯低于無保護焊接過程。實際的電弧燃燒時間因此延長,而此段時間的焊接電流很大,這在很大程度上增加了焊接輸入能量。
由于套圈的使用,使得焊接過程的電弧行為有很大改善。短路現象的減少意味著焊接過程中不會有太多的金屬飛濺,電弧的利用率得到提高。實際燃弧時間增長也會使螺柱更多的熔化。通過焊后測量可知,套圈保護焊接后的螺柱燒損量是無保護焊接后螺柱縮短量的2倍左右。
2.3套圈保護SASW焊接時間確定
焊接過程電弧行為的改變將直接影響焊接過程的進行以及接頭的形成。采用表2所示焊接規范進行焊接,將產生過多的接頭熔化金屬。故需要對焊接規范參數進行調整,試驗中通過縮短焊接時間的方法減小焊接輸入能量。
通過試驗得出,在表2所示焊接規范的基礎上,調整焊接時間為290ms,可以得到較為滿意的結果。其焊接過程電參數采樣如圖6所示。從圖中可以看出,焊接過程電弧燃燒穩定,電弧行為符合套圈保護SASW過程一般規律。焊后對工件上的螺柱進行測量,同焊前相比縮短了2.8mm。由于設定的螺柱送進深度為3.3mm,確保螺柱最大程度的進入熔池,所以此種接頭處于比較緊密的接合狀態。而采用370ms焊接時間的焊接過程有可能出現螺柱燒損量過大,螺柱送進后與工件上的焊接熔池金屬擠壓不夠,從而影響接頭質量。
圖6 燃弧時間為290ms的焊接過程波形
由于套圈的使用,步進式電弧螺柱焊的焊接時間可以在一定范圍內縮短,這就提高了焊接效率;另外,焊接時間的縮短減小了熔化金屬被空氣侵蝕的幾率,有利于焊接質量的提高。
3 結論
采用波形法對無保護及套圈保護步進式電弧螺柱焊過程進行研究,得出以下結論:
(1) 在無保護SASW過程中,存在一個電弧不穩定燃燒階段,其間發生大量的熔化金屬短路現象。
(2)由于套圈的使用,使得SASW過程電弧行為發生較大改變。整個焊接過程中,電弧穩定燃燒,短路現象明顯減少;螺柱送進過程的“無弧”時間縮短。電弧行為的改善提高了電弧利用率。
(3)相比無保護SASW,套圈保護SASW可以在一定范圍內減少焊接時間,這一方面提高了焊接的效率;更有利的一方面是減小了焊接熔池被空氣侵蝕的幾率。
參考文獻
[1] 池強,張建勛,付繼飛. 電弧螺柱焊技術的發展與應用[J]. 焊接技術,2003,32(6): 18~20.
[2] 池強,張建勛,付繼飛等. 步進式電弧螺柱焊槍及控制系統的研究[J]. 西安交通大學學報,2004, 38(5): 461-464.
[3] Shoup T. E. Stud welding. Welding Research Council Bulletin, 1976, (214): 1~22.
[4] R.Trillmich,付繼飛,張友權等. 建筑工程中的螺柱焊接技術(2)-鋼結構工程中螺柱焊接技術現狀和展望[J]. 鋼結構,2002, 17(2): 45-48.
致謝:本研究得到教育部骨干教師基金資助和中冶集團建筑研究總院,特表示感謝。




















 工商網監
工商網監
評論