 電子發燒友App
電子發燒友App


模式識別在壓力容器聲發射檢測中的應用
本文針對聲發射信號全波形采集技術和儀器的發展,提出了聲發射源的定性問題。通過聲發射信號的小波分析提取特征,并將特征參數輸入人工神經網絡進行非線性映射,達到識別聲源的目的。實際檢驗結果表明,這種方法可以成功地將裂紋擴展信號、保溫層磨擦信號及其它信號區別開來,同時通過波形分析技術,可以得到更高的定位精度。
??? 大型容器的聲發射檢測技術已日臻成熟,尤其是在大型球罐和臥罐上的應用[1]-[3]。人們做了大量的實驗研究及現場測試工作,并制定了檢測過程和結果評價的國家標準(GB/T18182)和行業標準[4]。這為聲發射技術的推廣、普及奠定了基礎。在常規無損檢測技術的配合下實現經濟、快速、簡便和針對性極強的缺陷識別和安全性評價,這給我們檢驗工作帶來了極大的方便。但傳統的聲發射儀是基于聲發射特征參數的檢測,不可避免地丟失了原始聲發射源特性的大量信息,尤其是關于聲源特征的關鍵信息,所以難以對聲發射源的特性進行判別。
??
??
??? 1 聲發射源的模式識別
??? 由于全波形采集功能的實現,聲發射信號的模式識別技術從常規信號參數識別正逐步向波形分析、譜分析、小波分析及人工神經網絡識別等先進信號處理技術的方向發展。特別是小波變換較FFT更適合于短數據序列瞬態信號的表征,提供更高的頻率分辨率。人工神經網絡模式識別對數據數量多、特征復雜的信號可提供各種非線性映射。本文使用儀器的模式識別正是采用小波變換提取聲發射信號的特征,特征參數輸入人工神經網絡進行類型的識別。
??? 由于全波形采集功能的實現,聲發射信號的模式識別技術從常規信號參數識別正逐步向波形分析、譜分析、小波分析及人工神經網絡識別等先進信號處理技術的方向發展。特別是小波變換較FFT更適合于短數據序列瞬態信號的表征,提供更高的頻率分辨率。人工神經網絡模式識別對數據數量多、特征復雜的信號可提供各種非線性映射。本文使用儀器的模式識別正是采用小波變換提取聲發射信號的特征,特征參數輸入人工神經網絡進行類型的識別。
??? -------------由于標準樣本庫的樣本種類所限,本實驗將聲發射信號識別為三種類型:1)保溫層磨擦信號;2)裂紋擴展信號;3)其它信號。
??? 保溫層磨擦的樣本信號是在10%~50%最高試驗壓力加壓過程中,現場測定的信號作為保溫層磨擦信號。因為背景噪聲通過調節觸發電平值絕大部分被過濾掉,此加壓過程中出現的信號絕大部分為磨擦信號,通過大量樣本的網絡訓練,可以認為此時采集的信號為保溫層磨擦信號。裂紋擴展的樣本信號是以往多次聲發射檢驗獲取的信號,并經過射線復驗確為裂紋的信號,選作為裂紋擴展的訓練樣本信號。圖1~2為保溫層磨擦信號的分析圖譜,圖3~4為裂紋擴展信號的分析圖譜。在模式識別時,本實驗選用的置信度為85%,即當神經網絡輸出的結果為磨擦信號或裂紋擴展信號的可能性值超過85%時,才認為是該信號,否則認為是其它信號。
??? 保溫層磨擦的樣本信號是在10%~50%最高試驗壓力加壓過程中,現場測定的信號作為保溫層磨擦信號。因為背景噪聲通過調節觸發電平值絕大部分被過濾掉,此加壓過程中出現的信號絕大部分為磨擦信號,通過大量樣本的網絡訓練,可以認為此時采集的信號為保溫層磨擦信號。裂紋擴展的樣本信號是以往多次聲發射檢驗獲取的信號,并經過射線復驗確為裂紋的信號,選作為裂紋擴展的訓練樣本信號。圖1~2為保溫層磨擦信號的分析圖譜,圖3~4為裂紋擴展信號的分析圖譜。在模式識別時,本實驗選用的置信度為85%,即當神經網絡輸出的結果為磨擦信號或裂紋擴展信號的可能性值超過85%時,才認為是該信號,否則認為是其它信號。
??? 2.1 基本概況
??? 我們對某乙烯廠一帶保溫層球罐進行了全波形的聲發射信號檢測和實時定位。
??? 受檢球罐的基本參數如下:
??? 設計壓力:2.1MPa,設計壁厚36/38mm。設計溫度:-450C~650C
??? 工作介質:乙烯。主體材質:LT-50,球罐直徑:F12300mm,容積:1000m3
??? 此球罐為首次開罐檢驗,保溫材料為一次性灌注的聚氨脂發泡塑料。
??? 由于是帶保溫層的球罐,在加壓過程中,會因球罐的膨脹,罐體與保溫層產生摩擦,很容易產生大量聲發射信號。這要求我們提高各通道的靈敏度,但最終會導致復檢的聲發射源數據大大增加,需要用戶打開大量的保溫層,這也就減少了聲發射檢測的優越性,增加了檢驗費用和檢驗工期。所以進行聲發射信號的模式識別顯得非常必要,尤其對這種帶保溫層的壓力容器。
??? 2.2檢驗過程
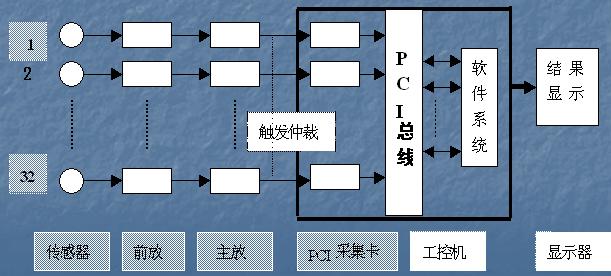
??? 聲發射各通道靈敏度要求、背景噪聲測量及加載程序按GB/T18182《金屬壓力容器聲發射檢測及結果評價方法》進行。因為帶保溫層壓力容器的檢測靈敏度相對較低,在開始試驗前,應仔細測量衰減曲線,以確定在所設定的靈敏度條件下各傳感器間的最大間距。按設計好的間距布置好探頭后,再對每個探頭進行標定,并保證所有探頭的平均靈敏度,相差不超過±4dB。若相差較大,可通過檢查探頭的耦合情況和微調增益來達到靈敏度的一致。探頭的靈敏度會影響聲源的定位精度,尤其是兩個定位三角形(球面三角形定位)[5]的相鄰邊界處,探頭的耦合情況會影響定位組的選擇和聲源距離的計算。由于保溫層的存在,我們無法進行聲源的反標定,所以應對每個定位組進行模擬聲源的定位情況測定,從定位的計算原理可知,定位三角形靠中央部分計算出的結果較為可靠,而三角形的頂點和邊界部分時差相對誤差較大,計算易出現發散。我們可以在進行探頭靈敏度標定的同時,進行定位組的定位情況測定。將整個標定過程的波形全部采集存盤,逐個分析每個探頭的波形特征,就可以很容易知道每個探頭的靈敏度情況和定位偏差產生的原因。根據不同的波形(柔性波和擴展波)[6]選用不同的波速和門檻值,可得到十分精確的定位。
??? 為了減少保溫層磨擦信號的影響,本實驗特別注意對保壓時的信號采集,增加了保壓的時間。一般保壓臺階的保壓時間不少于15min,達到最高試驗壓力時,保壓30min。檢驗結果分析時,同樣要按國家標準對聲發射源的強度和活度進行分級,最終確定聲源的嚴重性級別。
??? 2.3 信號的采集及識別
??? 50%最高試驗壓力以后的加載過程,我們作為正式的聲發射信號的波形數據采集,并進行實時源定位,此時的定位并非最準確的定位,只表示聲源信號的大概位置,較為精確的定位在事后處理中進行,主要目的是不影響系統的實時采集能力。事后我們可以對采集到的聲發射波形特征進行仔細分析,選擇合適的門檻值,即選擇合適的特征到達時間和不同波的波速,實現較高精度的球面定位。對于有意義的聲發射信號(按GB/T18182需要復驗的信號),我們進行小波提取特征,送入前述訓練好的人工神經網絡進行三種模式的識別。在現場檢驗數據中,發現一聲發射信號識別為裂紋擴展信號,其置信度為91%。多處嚴重性級別為C、D級的聲發射信號識別為保溫層磨擦信號。
??? 2.4 復檢結果
??? 根據儀器的模式識別結果,我們先對置信度為91%的裂紋擴展信號源處進行表面磁粉檢驗和射線照像,X光底片的影像顯示為裂紋類缺陷,然后對識別為保溫層磨擦信號的部位進行表面磁粉和射線檢驗,均未發現缺陷。對于識別為其它信號的部位(共有4處),經復驗確認,其中一個聲源位于球柱支撐處(能量較大),對其余3個聲源位置進行內外表面磁粉和內壁的超聲波探傷,發現一處有超標缺陷,經射線復查,認為是夾渣,其余兩處復檢未發現可疑缺陷。未發現缺陷的兩處位于球罐的頂部,由于頂部接管和平臺的支撐較多,可能是這些部位發出信號。目前我們的缺陷樣本庫還剛剛建立,將來同樣可以用波形分析的方法,能將這些偽缺陷信號一一識別出來。
??? 3.結論
??? 1)通過采用聲發射信號的波形采集方法,并借助于現代信號的處理手段,使復雜條件下的壓力容器聲發射檢測成為可能[9];
??? 2)通過小波變換可以看出,裂紋擴展信號和保溫層摩擦信號,具有各自獨特的頻譜特性,借助于人工神經網絡很容易將它們與其它信號區別開來。
??? 3)不斷建立和擴充各種缺陷信號的樣本庫,并不斷地對網絡進行訓練,可以逐步得到一個較為完善并有一定抗噪能力的人工神經網絡,可對不同的聲發射信號進行識別,最終使聲發射檢測技術成為一門獨立的檢測手段,不需常規方法進行復檢。
??? 4)在傳統參數基礎上的聲發射檢測,通常會丟失許多有意義的信息,(如無法判定到達閾值的是柔性波,還有擴展波),也就不可避免地造成定位誤差,而全波形采集系統可以根據波形的具體特征選取到達時間的閾值,提高了定位精度。
??? 5)對實際應用而言,典型信號樣本的獲取、聲源的位置及傳播衰減對波形的影響等問題,仍有待進一步的研究。
??? 我們對某乙烯廠一帶保溫層球罐進行了全波形的聲發射信號檢測和實時定位。
??? 受檢球罐的基本參數如下:
??? 設計壓力:2.1MPa,設計壁厚36/38mm。設計溫度:-450C~650C
??? 工作介質:乙烯。主體材質:LT-50,球罐直徑:F12300mm,容積:1000m3
??? 此球罐為首次開罐檢驗,保溫材料為一次性灌注的聚氨脂發泡塑料。
??? 由于是帶保溫層的球罐,在加壓過程中,會因球罐的膨脹,罐體與保溫層產生摩擦,很容易產生大量聲發射信號。這要求我們提高各通道的靈敏度,但最終會導致復檢的聲發射源數據大大增加,需要用戶打開大量的保溫層,這也就減少了聲發射檢測的優越性,增加了檢驗費用和檢驗工期。所以進行聲發射信號的模式識別顯得非常必要,尤其對這種帶保溫層的壓力容器。
??? 2.2檢驗過程
??? 聲發射各通道靈敏度要求、背景噪聲測量及加載程序按GB/T18182《金屬壓力容器聲發射檢測及結果評價方法》進行。因為帶保溫層壓力容器的檢測靈敏度相對較低,在開始試驗前,應仔細測量衰減曲線,以確定在所設定的靈敏度條件下各傳感器間的最大間距。按設計好的間距布置好探頭后,再對每個探頭進行標定,并保證所有探頭的平均靈敏度,相差不超過±4dB。若相差較大,可通過檢查探頭的耦合情況和微調增益來達到靈敏度的一致。探頭的靈敏度會影響聲源的定位精度,尤其是兩個定位三角形(球面三角形定位)[5]的相鄰邊界處,探頭的耦合情況會影響定位組的選擇和聲源距離的計算。由于保溫層的存在,我們無法進行聲源的反標定,所以應對每個定位組進行模擬聲源的定位情況測定,從定位的計算原理可知,定位三角形靠中央部分計算出的結果較為可靠,而三角形的頂點和邊界部分時差相對誤差較大,計算易出現發散。我們可以在進行探頭靈敏度標定的同時,進行定位組的定位情況測定。將整個標定過程的波形全部采集存盤,逐個分析每個探頭的波形特征,就可以很容易知道每個探頭的靈敏度情況和定位偏差產生的原因。根據不同的波形(柔性波和擴展波)[6]選用不同的波速和門檻值,可得到十分精確的定位。
??? 為了減少保溫層磨擦信號的影響,本實驗特別注意對保壓時的信號采集,增加了保壓的時間。一般保壓臺階的保壓時間不少于15min,達到最高試驗壓力時,保壓30min。檢驗結果分析時,同樣要按國家標準對聲發射源的強度和活度進行分級,最終確定聲源的嚴重性級別。
??? 2.3 信號的采集及識別
??? 50%最高試驗壓力以后的加載過程,我們作為正式的聲發射信號的波形數據采集,并進行實時源定位,此時的定位并非最準確的定位,只表示聲源信號的大概位置,較為精確的定位在事后處理中進行,主要目的是不影響系統的實時采集能力。事后我們可以對采集到的聲發射波形特征進行仔細分析,選擇合適的門檻值,即選擇合適的特征到達時間和不同波的波速,實現較高精度的球面定位。對于有意義的聲發射信號(按GB/T18182需要復驗的信號),我們進行小波提取特征,送入前述訓練好的人工神經網絡進行三種模式的識別。在現場檢驗數據中,發現一聲發射信號識別為裂紋擴展信號,其置信度為91%。多處嚴重性級別為C、D級的聲發射信號識別為保溫層磨擦信號。
??? 2.4 復檢結果
??? 根據儀器的模式識別結果,我們先對置信度為91%的裂紋擴展信號源處進行表面磁粉檢驗和射線照像,X光底片的影像顯示為裂紋類缺陷,然后對識別為保溫層磨擦信號的部位進行表面磁粉和射線檢驗,均未發現缺陷。對于識別為其它信號的部位(共有4處),經復驗確認,其中一個聲源位于球柱支撐處(能量較大),對其余3個聲源位置進行內外表面磁粉和內壁的超聲波探傷,發現一處有超標缺陷,經射線復查,認為是夾渣,其余兩處復檢未發現可疑缺陷。未發現缺陷的兩處位于球罐的頂部,由于頂部接管和平臺的支撐較多,可能是這些部位發出信號。目前我們的缺陷樣本庫還剛剛建立,將來同樣可以用波形分析的方法,能將這些偽缺陷信號一一識別出來。
??? 3.結論
??? 1)通過采用聲發射信號的波形采集方法,并借助于現代信號的處理手段,使復雜條件下的壓力容器聲發射檢測成為可能[9];
??? 2)通過小波變換可以看出,裂紋擴展信號和保溫層摩擦信號,具有各自獨特的頻譜特性,借助于人工神經網絡很容易將它們與其它信號區別開來。
??? 3)不斷建立和擴充各種缺陷信號的樣本庫,并不斷地對網絡進行訓練,可以逐步得到一個較為完善并有一定抗噪能力的人工神經網絡,可對不同的聲發射信號進行識別,最終使聲發射檢測技術成為一門獨立的檢測手段,不需常規方法進行復檢。
??? 4)在傳統參數基礎上的聲發射檢測,通常會丟失許多有意義的信息,(如無法判定到達閾值的是柔性波,還有擴展波),也就不可避免地造成定位誤差,而全波形采集系統可以根據波形的具體特征選取到達時間的閾值,提高了定位精度。
??? 5)對實際應用而言,典型信號樣本的獲取、聲源的位置及傳播衰減對波形的影響等問題,仍有待進一步的研究。
- 聲發射(28918)


相關推薦
聲發射檢測作為無損檢測的優點
本帖最后由 huqingxiu 于 2016-12-17 10:53 編輯
常規的無損檢測方法一般有以下四種:超聲檢測(UT)、射線檢測(RT)、渦流檢測(ET)、聲發射檢測(AET)。 聲發射
2016-12-17 10:04:53
聲發射檢測技術
;動變化的過程中進行無損檢測。因此,裂紋等缺陷在檢測中主動參與了檢測過程。如果裂紋等缺陷處于靜止狀態,沒有變化和擴展,就沒有聲發射產生,也就不可能實現聲發射檢測。而且由于聲發射信號來自缺陷本身,因此可用
2009-10-28 10:20:46
聲發射傳感器
方法,可預知和發現材料或構造物的缺陷或破損。目前聲發射傳感器已廣泛應用于產品檢驗和試驗,構造物安全檢測檢測以及新材料開發等領域 如:壓力容器/罐底的檢測,管道閥門泄漏與檢測,復合材料/巖石/混泥土特性實驗,磨削加工刀具檢測,電壓器線纜局部放電監測,大型設備平臺的監測等`
2016-09-08 10:59:33
聲發射傳感器的分類
傳感器的類型: 1. 高靈敏度諧振式傳感器,也稱窄帶傳感器。就聲發射源定位而言,實際運用中大量遇到的是結構穩定的金屬材料(如壓力容器等)這類材料的聲向各向異性較小,聲波衰減系數很小,頻率范圍大多是
2016-10-09 16:04:31
聲發射軟件
AEwinTM,重放和后處理軟件AEwinPOST?,完善神經網絡和模式識別軟件系統等,列表如下:軟件類型軟件名稱特 點PACWin Suite AEwin TM WINDOWS環境下實時聲發射采集、外參量
2013-12-12 09:30:23
模式識別算法的資料
從現在開始,給一些模式識別算法的資料給大家!后面會給一些其它算法設計給大家!如果大家在學習中、研發中有什么問題,可以找http://item.taobao.com/item.htm?spm
2013-07-15 22:31:52
何為聲發射?如何理解其中“聲”的含義?
應用,而是早已滲透到其他各個領域。例如,對大型結構的健全性聲發射評價,對大型壓力容器或管道進行聲發射無損檢測,利用聲發射對隧道施工中圍巖松動區進行監測和評價,地下空區的聲發射監測,送電鐵塔基礎變形的聲發射
2017-12-15 16:08:32
大型壓力容器的聲發射檢測
`大型壓力容器的聲發射檢測 作為大型壓力容器的聲發射檢測應用案例,接下來主要介紹石油精煉設備脫硫裝置中鋼制反應爐定期檢查后重啟設備運轉時的聲發射檢測。被檢測設備的主要參數如圖1所示。成套設備再運
2019-07-18 16:12:36
精通Visual C++數字圖像模式識別技術及工程實踐(第2版)
本書介紹了模式識別和人工智能中的基本理論以及相關的模型詳細講述貝葉斯決策、線性判別神經網絡理論、隱馬爾可夫模型、聚類技術等 給出模式識別中的一些經典問題的解決方案。提供字符識別、筆跡鑒定、人臉檢測
2018-09-19 17:01:50
請問是否有模式識別芯片???
請問有什么芯片或模塊可以提取圖像中的某個元素,例如:攝像頭采集前方路況信息,然后把圖像進行模式識別,判斷前方是否有汽車(也就是分析圖像中汽車元素)。要用單片機控制的,不用數學建模的。請問現在有這樣的芯片或模塊嗎?有急用 !!!
2017-10-12 22:03:42
聲發射源特征識別的最新方法
介紹多傳感器數據融合、時頻能量模式分析及分形理論識別聲發射源特征的方法,說明基于波形分析的現代信號處理技術是揭示聲發射源及信號傳播規律的重要手段。關鍵詞:聲
2009-07-14 08:04:56 13
13
13聲發射檢測中的壓電換能器
在聲發射檢測中,傳感器是獲取信息的關鍵部件之一。目前絕大部分聲發射傳感器都是壓電換能器。就采用壓電原理的聲發射傳感器的發展及其校準問題作概述,對聲發射傳感器中
2009-07-17 09:43:5826
26壓力容器無損檢測—聲發射檢測技術
壓力容器無損檢測—聲發射檢測技術:聲發射技術是20 世紀60 年代開始,目前逐步成熟的一種無損檢測方法,已被廣泛應用在壓力容器檢測和結構的完整性評價方面。文中簡要介
2009-10-22 12:32:2418
18聲發射檢測
聲發射檢測:Acoustic Emission Testing 簡稱 AE1 聲發射檢測的原理 材料或結構受外力和內力作用產生變形或斷裂,以彈性波形式釋放出應變能的現象稱為聲發射。發射
2009-10-22 12:35:1029
29無損檢測常壓金屬儲罐聲發射檢測及評價方法
無損檢測常壓金屬儲罐聲發射檢測及評價方法:本標準適用于滿足如下條件的新制造和在用地上金屬儲罐罐體與罐底板的聲發射(AE)檢測與評價:——最高工作壓力:常壓或小
2009-10-22 12:43:0824
24聲發射源特征識別的最新方法淺談
摘要 本文介紹了多傳感器數據融合、時頻能量模式分析及分形理論識別聲發射源特征的方法,說明基于波形分析的現代信號處理技術是揭示聲發射源及信號傳播規律的重要
2009-10-22 12:56:2035
35拉伸載荷作用下材料損傷與斷裂的聲發射實時檢測
拉伸載荷作用下材料損傷與斷裂的聲發射實時檢測:了解聲發射技術實時監測材料損傷與 失效過程的基本原理 。掌握聲發射信號檢測的操作方法。利用聲發射信號的基本參數分析
2009-10-22 14:08:1817
17常壓儲罐底板特性的聲發射檢測
常壓儲罐底板特性的聲發射檢測:將聲發射技術應用于常壓儲罐罐底板特性的在線檢測中,不僅體現該技術的方便快捷等特點,同時可以對整個儲罐的底板特性進行評價,包括有無泄漏跡
2009-10-22 16:34:1026
26聲發射檢測技術及其在核電廠的應用前景
介紹聲發射檢測技術在核電廠反應堆壓力容器檢驗中的應用情況,并展望了其在核電廠其他方面應用的廣闊前景。 關鍵詞:聲發射;無損檢測;應用;核電廠
2009-10-22 16:42:0614
14小波在聲發射刀具狀態檢測應用
小波在聲發射刀具狀態檢測應用 摘 要:聲發射(Acoustic Emission,AE)信號包含了許多對刀具狀態監測有用的信息,本文介紹了聲發射的概念,數據處理方法以及小波理論.
2009-10-22 16:46:097
7聲發射檢測習題集
聲發射檢測習題集:1.什么是聲發射?2.什么是聲發射檢測技術?3.金屬材料中的聲發射源有哪些?4.聲發射檢測方法的特點?5.為什么要用其它無損檢測方法對聲
2009-11-14 17:23:2411
11金屬壓力容器聲發射檢測及結果評價方法
金屬壓力容器聲發射檢測及結果評價方法:本標準規定了金屬壓力容器在壓力試驗時的聲發射檢測及結果評價方法。 本標準適用于金屬壓力容器及壓力管道的聲發射檢測。其它
2009-11-15 11:40:3222
22聲發射檢測培訓教材
聲發射檢測培訓教材:第1章 緒論 51.1 聲發射的概念 51.2 聲發射技術發展概述 51.3 聲發射檢測的基本原理 71.4 聲發射技術的特點 71.5 聲
2009-11-15 11:41:21376
376聲發射檢測習題集含答案
聲發射檢測習題集含答案:1.什么是聲發射材料或結構受外力或內力作用產生變形或斷裂,以彈性波形式快速釋放出應變能的現象。2.什么是聲發射檢測技術用儀器檢測,
2009-11-15 11:42:105
5聲發射波的探測
聲發射源(缺陷)在外力誘導下發出一種應力脈沖波即聲發射信號。這種應力脈沖波即聲發射信號是機械振動波在聲發射源所在材料中傳播。所謂聲發射檢測就是檢測接收上述聲發
2009-11-15 12:25:447
7聲發射檢測技術
聲發射檢測技術6.1檢測儀器選擇的影響因素在進行聲發射試驗或檢測前,需首先根據被檢測對象和檢測目的來選擇檢測儀器,主要應考慮的因素如下:??? (1) 被
2009-11-15 12:28:423
3聲發射檢測標準
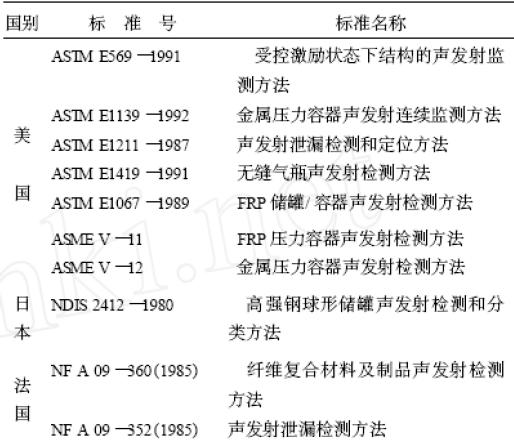
發射檢測標準 二十世紀八十年代,美國材料試驗協會(ASTM)和機械工程協會(ASME)、日本無損檢測協會(NDIS)、法國及歐洲聲發射工作組(EWGAE)等,相繼提出了有關聲發射
2009-11-15 12:30:0052
52罐及壓力系統的聲發射檢測
罐及壓力系統的聲發射檢測:許多傳統的無損檢測方法需要關掉設備,而且需一點一點檢測為此需要大量耗資,而且這些方法更不能告訴人們缺陷正在發展還是暫時無害的潛在缺陷,
2009-11-24 08:30:5218
18壓力容器快速設計分析系統成功案例
壓力容器主要應用于石油、化工、能源行業。隨著國家投資力度加大,壓力容器裝置規模也在逐步加大。對于這類大型化工設備,常規的設計往往是不精確的,不能準確地計算出結
2009-12-15 15:53:1321
21對化工壓力容器和管道壁厚的測定分析
對化工壓力容器和管道壁厚測定的原理、方法、選點及示值的可靠性分析。化工容器和管道受工藝介質的腐蝕和沖刷導致其壁厚的減薄和損壞,應力集中部位和焊接熱影響區壁厚的
2009-12-21 15:50:477
7壓力容器無損檢測—渦流檢測技術
綜述了壓力容器用管材制造和壓力容器使用過程中的渦流檢測技術,包括制造過程中的鐵磁性鋼管和非鐵磁性金屬管材的渦流檢測技術、在用鐵磁性鋼管的遠場渦流檢測技術、在
2010-01-14 14:39:0013
13聲發射源特征識別的最新方法淺談
本文介紹了多傳感器數據融合、時頻能量模式分析及分形理論識別聲發射源特征的方法,說明基于波形分析的現代信號處理技術是揭示聲發射源及信號傳播規律的重要手段
2010-01-14 15:56:2218
18Ⅲ類壓力容器接管角焊縫裂紋分析
《容規》規定,Ⅲ 類壓力容器殼體接管角焊縫應采用全焊透型式,但是許多制造廠都沒能做到,這給壓力容器留下了隱患。在檢驗中,經常發現接管角焊縫出現裂紋,對裂紋進一步
2010-01-16 11:46:0321
21壓力容器制造工藝
壓力容器制造工藝計算機優化1前言壓力容器制造必須滿足相應標準及規范的要求,因此技術人員在編制壓力容器制造工藝時需要查閱大量的資料,進行計算,繪制排板圖、焊縫編號示意
2010-01-16 15:16:4228
28壓力容器無損檢測技術綜述
綜述壓力容器原材料、壓力容器制造和使用過程中采用的無損檢測技術,包括超聲、射線、磁粉、滲透、渦流、聲發射、紅外線、漏磁和磁記憶檢測技術。并論述采用這些檢測技
2010-03-17 09:19:1913
13X射線實時成像系統在鍋爐壓力容器管材探傷中的應用
X射線實時成像系統在鍋爐壓力容器管材探傷中的應用
鍋爐和壓力容器管材環型對接焊縫的探傷手段,正從繁瑣的X 射線膠片探傷向X 射線數字化實時成像檢測方向
2010-03-20 10:52:3331
31壓力容器無損檢測技術綜述
壓力容器無損檢測技術綜述
綜述壓力容器原材料、壓力容器制造和使用過程中采用的無損檢測技術,包括超聲、射線、磁粉、滲透、渦流、聲發射、紅外線、漏
2010-03-30 18:05:5319
19壓力容器無損檢測-滲透檢測技術
壓力容器無損檢測-滲透檢測技術
介紹了壓力容器滲透檢測技術,包括滲透檢測的適用范圍、檢測材料、操作要點、可靠性、國內外滲透檢測工藝方法標準、標準
2010-03-31 10:15:5218
18壓力容器制造CAPP系統的研究開發
簡要分析了壓力容器制造工藝設計現狀,介紹了壓力容器制造要求和質量檢驗的主要內容,討論了制造工藝設計內容、要求和流程,壓力容器CAPP系統的基本要求。提出一種
2010-08-28 16:04:190
0壓力容器無損檢測--球形儲罐的無損檢測技術
壓力容器按幾何形狀分類,有球形容器、圓筒形容器、錐形容器和組合形容器等四大類。與其它形狀的壓力容器相比,球形容器由于其幾何形狀的中心對稱性,因此受力最均勻,在
2010-08-31 16:36:4211
11什么是模式識別
什么是模式識別
模式識別(PatternRecognition)是人類的一項基本智能,在日常生活中,人們經常在進行“模式識別”。隨著20世紀40年代計算機的出現以及50年代人工智能的興起,
2009-04-10 12:41:42 2244
2244
2244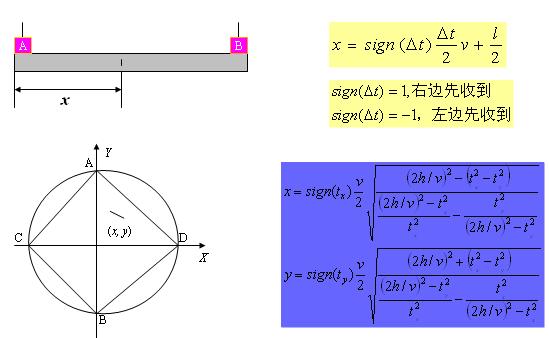
國內壓力容器聲發射檢測現狀
國內壓力容器聲發射檢測現狀
我國于 20 世紀70 年代中期由合肥通用機械研究所最早開展了壓力容器的聲發射檢測應用。20 世紀80
2009-10-22 14:29:14480
480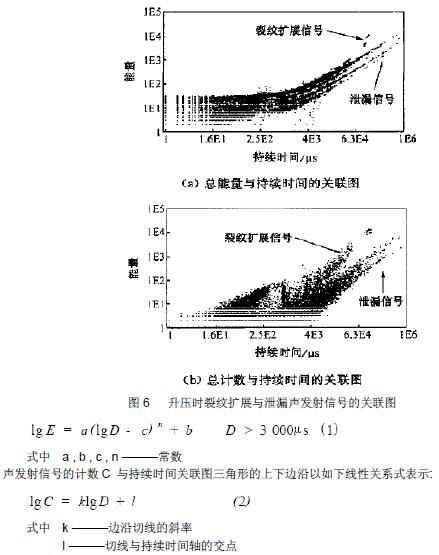
防噴器的聲發射檢測應用
防噴器的聲發射檢測應用摘 要:本文結合聲發射技術特點,針對環行防噴器的結構特征,提出了用聲發射檢測的平面定位方案。講述了檢測前的準備工作
2009-10-22 16:19:54645
645柴油加氫裝置的在線聲發射檢測與評定
柴油加氫裝置的在線聲發射檢測與評定摘 要:通過對柴油加氫裝置中選定的有代表性的塔、罐類型的容器同時進行在線聲發射檢測,將聲發射檢測、無損
2009-10-22 16:21:37548
548聲發射檢測技術在井控裝置安全測評中的應用
聲發射檢測技術在井控裝置安全測評中的應用摘 要:聲發射是指材料局部因能量的快速釋放而發出瞬態彈性波的現象。聲發射檢測技術是一種新興的動
2009-10-22 16:35:18593
593帶保溫層壓力容器的聲發射檢測
帶保溫層壓力容器的聲發射檢測 以某乙烯廠的1000m3乙烯保溫球罐為例,使用了全波形數字采集和模式識別技術對帶保溫層壓力容器進行
2009-10-22 17:31:29895
895尿素合成塔的聲發射檢測技術
尿素合成塔的聲發射檢測技術
本文論述了在用尿素合成塔的無損檢測技術,著重介紹了聲發射檢測技術在尿素合成塔定期檢驗的可行性和應用優勢,結合超聲波檢測的
2009-11-15 12:01:57480
480帶保溫層壓力容器的聲發射檢測
帶保溫層壓力容器的聲發射檢測
以某乙烯廠的1000m3乙烯保溫球罐為例,使用了全波形數字采集和模式識別技術對帶保溫層壓力容器進行現聲檢測研究。帶有保溫層的容
2009-11-15 12:08:04627
627聲發射技術在球罐水壓試驗中的應用
聲發射技術在球罐水壓試驗中的應用
燃氣企業為了對所供燃氣進行儲存和調峰,都必須建立儲配站。目前儲配站所用的儲存設備絕大多數都是壓力容器,其中又以球形
2009-11-15 12:11:28470
470鋁制及不銹鋼制壓力容器水壓試驗的聲發射監測研究
鋁制及不銹鋼制壓力容器水壓試驗的聲發射監測研究
目前,普通鋼制壓力容器的聲發射檢測的應用已非常廣泛,且技術已比較成熟,但應用聲發射
2009-11-15 12:14:35736
736
什么是模式識別?
什么是模式識別?
模式識別(Pattern Recognition)是人類的一項基本智能,在日常生活中,人們經常在進行“模式識別”。隨著20世紀4
2010-03-06 10:22:441014
1014數字式聲發射檢測儀的設計
聲發射檢測技術作為無損檢測技術的重要手段之一,在眾多領域中起著越來越重要的作用。目前聲發射檢測儀主要分為兩種模式,一種是模擬式聲發射儀,另一種是數字式聲發射儀。兩
2011-03-31 15:26:3731
31基于專家系統的壓力容器膠片焊縫缺陷識別技術
針對壓力容器無損檢測中膠片焊縫的缺陷識別,根據缺陷圖像的特征,采用圖像預處理、圖像分割算法,專家系統等方法,提出了一種膠片焊縫缺陷的識別方法,并在MATLAB下實現。介紹
2011-11-14 10:22:0439
39四通道聲發射信號采集設計方案
的大型壓力容器方面。由于需要長期連續不停產的工作,容易造成壓力容器疲勞損傷,對安全生產造成嚴重威脅。而聲發射檢測可以在不中斷生產的條件下,對大型壓力容器或儲罐進行動態監測,并能夠快速捕捉缺陷位置,從而有效避免重大事故的發生。
2018-04-10 11:06:002808
2808

模式識別技術有哪些_模式識別技術的應用
模式識別技術是人工智能的基礎技術,21世紀是智能化、信息化、計算化、網絡化的世紀,在這個以數字計算為特征的世紀里,作為人工智能技術基礎學科的模式識別技術,必將獲得巨大的發展空間。
2020-11-10 15:57:448293
8293聲發射技術的進展和原理介紹
為滿足管道、大型壓力容器、大型起重機和游樂設備聲發射檢測與監測的需要,研制了一種基于GPS和Wi-Fi技術的16通道高速Wi-Fi無線聲發射系統。測試結果表明,該系統具有很高的功能,能夠滿足一般聲發射
2021-03-01 08:00:006
6壓力容器腐蝕原因及防護措施
壓力容器,是指盛裝氣體或者液體,承載一定壓力的密閉設備。壓力容器的用途廣泛,它在工業、民用等許多部門的許多領域都具有重要的地位和作用,尤其是化學工業與石油化學工業,僅在石油化學工業中應用的壓力容器就占全部壓力容器總數的50 %左右。壓力容器腐蝕是石油化工生產中的常見問題,其腐蝕可分為以下幾種:
2021-04-23 15:04:151507
1507壓力容器腐蝕原因及解決方法
隨著制造業的不斷升級,越來越多的壓力容器走進了人們的工作應用中。壓力容器是一種能夠承受壓力的密閉容器,它在工業、民用、軍工等許多部門以及科學研究的許多領域都具有重要的地位和作用,尤其是在化學工業與石油化學工業。壓力容器腐蝕是一個很常見的現象,壓力容器出現腐蝕的主要影響要素可以歸結為以下幾點:
2021-05-27 15:55:072474
2474激光焊接機在壓力容器中的應用
壓力容器是一種能夠承受壓力的密閉容器。用途涉及多行業、多學科的綜合性產品,它在工業、民用、軍工等許多部門以及科學研究的許多領域都具有重要的地位和作用。其建造技術涉及到冶金、機械加工、腐蝕與防腐、無損檢測、安全防護等眾多行業。激光焊接機可以焊接壓力容器嗎?
2022-07-12 14:00:271160
1160
焊縫跟蹤系統在壓力容器焊接自動化的解決方案
隨著我國裝備制造業的發展,壓力容器的加工制造工藝和水平也得到了大幅提升。壓力容器作為工業生產中不可缺少的一種重要設備,被廣泛應用于各個行業,包括石油化工、科研、國防部門等等。壓力容器不僅要承受容器
2023-01-13 17:34:25254
254壓力容器常見的焊接難題和解決方法
中國壓力容器制造行業經過近年來的迅速發展后,已有較多企業在產品層次、產業分工和經營規模上有了較大的提高。我國經濟的高速發展,對壓力容器的制造提出更高的要求,壓力容器是典型的焊接結構,主要的制造方法
2023-02-24 17:22:05582
582
壓力容器數字化系統實現及方案實施
壓力容器對安全性要求高,2012 年3 月1 日實施的GB150—2011《壓力容器》(Pressure Vessels)規范[3], 簡稱容規,對于壓力容器設計、生產過程中的合規性有 嚴格要求。
2023-03-24 10:36:57877
877激光焊接技術在焊接壓力容器的工藝應用
壓力容器是指盛裝氣體或者液體,承載一定壓力的密閉設備。金屬壓力容器廣泛應用于化工、石油、機械、冶金、核能、航空、航天等部門,是生產過程中必不可少的核心設備。冶金、機械加工、焊接和無損檢測等技術的不斷進步,金屬壓力容器技術領域也取得了相應的進展。下面來看看激光焊接技術在焊接壓力容器的工藝應用。
2023-04-27 16:42:59473
473模式識別與人工智能
模式識別與人工智能? 模式識別與人工智能是近年來迅速發展的領域,它們涉及計算機科學、心理學、數學、物理學等多個學科,對各行各業的發展都有積極的影響。本文將就模式識別與人工智能的基本概念、應用領域以及
2023-08-15 16:07:322323
2323人工智能模式識別技術有哪些
人工智能模式識別技術有哪些 人工智能(Artificial Intelligence,AI)是指模仿人類智能思維的計算機技術。模式識別是人工智能技術的重要組成部分之一,它是指從大量數據中提取可重復
2023-08-15 16:08:101582
1582壓力容器檢修及安全預防措施
1.壓力容器檢修中存在的危險性及原因分析? 首先,存在的危險性。通過對壓力容器在檢修工作中發生的大量事故案例進行統計分析,發現壓力容器檢修工作中的危險性主要有以下幾種:①高空墜落;?②火災爆炸
2023-08-21 15:05:40729
729- 設計技術
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術
- 測量儀表
- 嵌入式技術
- 制造/封裝
- 模擬技術
- RF/無線
- 接口/總線/驅動
- 處理器/DSP
- EDA/IC設計
- 存儲技術
- 光電顯示
- EMC/EMI設計
- 連接器
- 行業應用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網絡
- 醫療電子
- 人工智能
- 虛擬現實
- 可穿戴設備
- 機器人
- 安全設備/系統
- 軍用/航空電子
- 移動通信
- 工業控制
- 便攜設備
- 觸控感測
- 物聯網
- 智能電網
- 區塊鏈
- 新科技
- 聯系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應鏈服務 PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區合作
- 劉勇:liuyong@huaqiu.com
-
關注我們的微信

-
下載發燒友APP

-
電子發燒友觀察



版權所有 ? 深圳華秋電子有限公司
電子發燒友 (電路圖) 粵公網安備 44030402000349 號 電信與信息服務業務經營許可證:合字B2-20210191 工商網監
湘ICP備 2023018690 號
工商網監
湘ICP備 2023018690 號
評論