














引言
本文所設計的紙傳動控制系統為應用美國AB變頻器和西門子PLC所組成的控制網絡來完成造紙機電氣控制系統設計的;其電氣傳動控制系統是基于S7-300 PLC三級控制的交流變頻調速控制系統。
1 、紙機對電氣傳動控制系統的要求
該造紙機的系統結構總圖如圖1所示。

圖1 系統結構總圖
該紙機正常運行對電氣傳動控制系統的要求基本有以下幾點。
1.1紙機傳動系統要有一定的穩速精度和快速動態響應。其中穩態精度±0.02-- 0.01%,動態精度0.1%-- 0.05%;
1.2工作速度要有較寬、均勻的調節范圍,適應生產不同品種、定量的需要。調節范圍為I=1:10之間;
1.3各傳動分部間速比穩定、可調。為了使紙機可以生產良好的紙頁和提高紙機正常工作時間,紙機各分部的速度必須是穩定、可調的。各分部的調速范圍為±8~10%;
1.4 爬行速度。為方便檢查、清洗聚酯網、壓榨毛毯、以及檢查各分部的運行情況,各分部應具有15~30米/分可調的爬行速度。但這樣低速運轉時間不宜過長,以減少無效的運行和機械磨損;
1.5 具有剛性或柔性連接的傳動分部間,在維持速度鏈關系基礎上,還須具有負荷動態調整的功能,以免造成由于負荷動態轉移而引起有的分部因過載而過流,有的分部因輕載而過壓;
1.6 各分部具有微升、微降功能,必要的顯示功能,如線速度、電流、運行、故障信號等。相關聯的分部具有單動、聯動功能;
1.7 紙機傳動控制系統,應具有良好接口能力,可與QCS控制、蒸汽控制等子系統上聯上位工控機及工廠管理級計算機;
2 、紙機控制系統結構
我們的選型原則是:優化設計,程序通用化,界面美觀化,使整個控制系統穩定性好、可靠性高、魯棒性強。
紙機控制系統結構圖如圖2所示。該控制系統采用交流變頻分部傳動控制,三級控制方式。第一級為驅動級,變頻器采用AB公司系列變頻器,由閉環控制編碼器反饋板,組成閉環控制系統。第二級為PLC控制系統,采用西門子S7-300 PLC , S7-300與變頻器組成Modbus總線控制網絡,通訊速率可達19.2Kbit/s,并完成自動卷取及輔助部分的機電一體化功能;第三級為上位控制系統,采用DELL公司工控機,用于紙機傳動系統狀態監控,實現整個紙機自動控制。并可通過工業以太網與QCS系統、DCS系統、廠級管理級等聯網,可實現紙機控制系統優化控制。

圖2 控制系統結構圖
3、 紙機電氣傳動控制系統的設計
3.1 系統硬件選型
硬件選擇依據系統的控制精度、通訊速度、響應時間、高性價比、高可靠性的原則,選用SIEMENS S7 314PLC、CP340通信處理器,作為系統主控單元,控制整個系統。上位機選用采用DELL工控機,配置為“PIV2.0G/21”,用于紙機傳動系統狀態監控。
變頻器選用Allen-Bradley公司的powerflex系列高性能矢量變頻器,它設計緊湊,節省空間,給用戶提供強大的電機速度控制功能,最大起動轉矩可達150%的電機額定轉矩;可變的PWM允許變頻器在低頻下輸出更大的電流,數字PID功能提高了應用的靈活性,計時器、計數器、基本邏輯和步序邏輯功能可以減少硬件設計成本并簡化控制方案,總之,powerflex系列高性能矢量變頻器的精巧設計可較理想地滿足該機的高傳動性能的需要。該紙機的電氣控制原理圖如圖3所示。
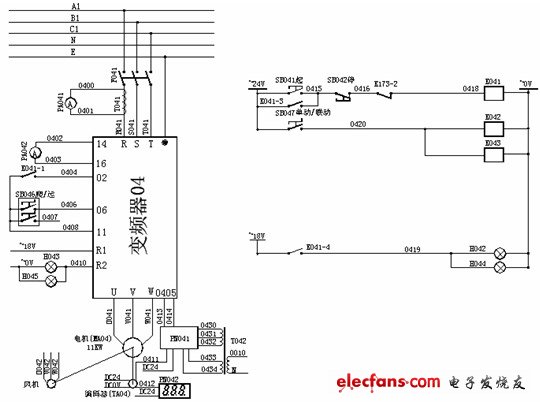
圖3 紙機電氣控制原理圖
3.2 系統的軟件設計與功能實現
程序模塊化結構設計,各種功能以子程序結構適時調用實現;程序采用循環掃描方式對速度鏈上的傳動點進行處理,提高程序執行效率;程序設計通用性強,并具有必要的保護功能和一定的智能性。主程序的流程如圖4示。
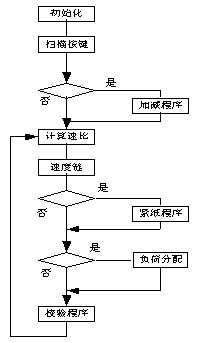
圖4 主程序流程圖








 工商網監
工商網監
用戶評論
共 0 條評論