電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2017-11-07 09:51:11 5171
5171 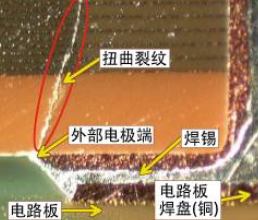
器件和印刷電路板。本文闡述了焊接裂紋產生的機理和防治措施。 焊接裂紋產生的機理 形成石英器件的陶瓷封裝之間的熱膨脹系數不同(下文稱為“封裝”)和印刷電路板。當熱循環重復時熱膨脹系數導致負載作用在焊接
2021-03-15 12:02:01
一般焊接對焊點的要求是:1)電連接性能良好;2)有一定的機械強度;3)光滑圓潤。 下面列出了造成焊接質量不高的六大原因: 1)焊錫用量過多,形成焊點的錫堆積;焊錫過少,不足以包裹焊點。 2
2012-11-14 11:57:08
檢驗時可能發現不了,到了客戶端才正式暴露出來。所以防止貼片電容MLCC產生裂紋意義重大。 當貼片電容MLCC受到溫度沖擊時,容易從焊端開始產生裂紋。在這點上,小尺寸電容比大尺寸電容相對來說會好一點,其
2012-11-15 09:08:23
表 3.2焊膏量 為了得到良好的印刷效果,生產中使用新鮮的焊膏,并且在印刷之前攪拌均勻,印刷位置準確,這些是形成良好焊點的前提條件。同時為了保證BGA焊點的焊接質量及其長期可靠性,焊膏量也是一個重要
2020-12-25 16:13:12
項目名稱:裂紋監測試用計劃:1、現有公司項目使用的都是體積比較大的單片機核心板。先新上項目機車裂紋監測項目對安裝部位要求體積比較小,這款芯片初步評估體積比較合適,且外有金屬罩,防護等級也考慮得很完善
2020-06-08 18:42:34
(Ni/Sn)鍍層之間形成導電性樹脂層來緩解機械性應力的結構。此外,不僅有助于改善來自PCB板的彎曲應力,對熱循環所導致的內部裂紋和焊料劣化也有改善效果。另外,還具有對于環境條件的耐濕性更高、提高安裝焊接
2018-12-05 09:59:29
請教:單結晶體管在什么位置,有人說是UJT,但好象用不了呀?
2013-09-26 16:55:49
各位高手,小弟正在學習單結晶體管,按照網上的電路圖做的關于單結晶體管的仿真,大多數都不成功,請問誰有成功的單結晶體管的仿真仿真啊,可以分享下嗎。
2016-03-04 09:15:06
單結晶體管隨著電容的充電放電是如何形成自激振蕩脈沖的?
2023-04-26 15:07:51
方法。摩擦焊步驟過程:(1)機械能轉為熱能(2)材料塑性變形(3)熱塑性下鍛壓力(4)分子間擴散在結晶工藝要求:焊縫完整,無氣孔和裂紋,水平面錯邊不超過2.0mm,厚度錯邊不超過0.7mm,銅鋁表面應平整光潔,局部劃傷深度不大于0.5mm,銅鋁過渡處在彎曲180°時焊縫不應斷裂`
2018-06-09 09:05:51
。二、焊接質量不高的原因手工焊接對焊點的要求是:1.電連接性能良好;2.有一定的機械強度;3.光滑圓潤。造成焊接質量不高的常見原因是:1.焊錫用量過多,形成焊點的錫堆積;焊錫過少,不足以包裹焊點。2.
2010-11-11 16:01:11
:無定形材料比半結晶聚合物更適合采用振動焊接的類似。環形振動焊接可連接焊區尺寸與焊區到旋轉軸的距離近似相等的制件。線性振動焊接用在允許一個方向上線性振動的成套制件上。接頭當被連接的整個表面是平的或稍向
2018-07-30 11:13:40
`1.焊接應力與變形由于焊接過程是局部加熱,不可避免地產生內應力和變形。若加熱時產生較大拉伸應力,會導致焊接裂紋或開裂。焊后的殘余應力對結構的強度、剛度、穩定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
對于密間距元件裝配的回流焊接工藝控制的重點,在于控制基板在回流焊接過程中的翹曲變形,防止細小的焊點在此過程中的氧化,減少焊點中的空洞。基板在回流過程中的細微變形可能會在焊點中產生應力,導致焊點
2018-09-06 16:32:22
`東莞市雅杰電子材料有限公司qq:482178871熱線:0769-33661717產品加工工藝:(1)閃光焊(2)摩擦焊A:閃光焊接說明:(1)焊縫完整、無氣孔和裂紋 (2)水平面錯邊不超過
2018-06-12 17:30:09
` 耐磨堆焊藥芯焊絲焊接采用CO2作為保護氣體,其焊接效率高,焊接質量好,工程成本低,在工件制造與維修過程中得到了廣泛應用,但是,我們也不能忽略耐磨藥芯焊絲在焊接中產生的各種缺陷,如冷裂紋、熱裂紋
2018-09-26 17:16:52
1 范圍本標準規定了低焊接裂紋敏感性高強度鋼板的牌號:Q460CFC Q460CFD Q460CFE Q500CFC Q500CFD Q500CFE Q550CFC Q550CFD Q550CFE
2020-04-16 14:05:48
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2021-02-26 08:06:15
。2、臺階型臺階型焊接,這種設計可以適度增加2個塑料件非焊接面的空隙(0.13?0.51mrn)可將焊接材料掩藏于空隙1中,防止漏膠,有較高的質量。臺階型焊接要求零件的基本壁厚不小于2mm。3、管溝型
2021-09-02 13:34:07
`超聲波塑料焊接效果受哪些因素影響?1 焊接距離:超聲波焊接有近域焊接和遠域焊接之分,近域焊接是指塑件接口部分與電極臂端部的距離在6mm以內,而超過此距離則稱為遠域 焊接。非結晶性硬質塑料,如PC
2018-09-11 13:26:07
狀態,然后迅速頂斷,完成焊接地一種方法摩擦焊步驟過程:(1)機械能轉為熱能(2)材料塑性變形(3)熱塑性下鍛壓力(4)分子間擴散在結晶銅鋁過渡板該產品復合強度高,實現了銅鋁之間的接觸面復合。力學性能好,可滿足
2020-07-11 08:34:06
某些應用場合和能量條件,這些缺陷會導致災難性失效。事實上裂紋會發生在SMT表面貼裝過程中的元件拾放、焊接和焊接后手工分拆裝配過程,掌握應用裝配過程和最終產品組成對避免裂紋是非常必要的。
2012-02-21 16:00:10
由于曲軸沒有備件,產生裂紋后我們經過認真研究反復試驗,焊接修復后叉投入連行,取得較好敷果。
2009-05-19 16:51:07 21
21 為給6L2K氫氮機機體中長迭1200mm裂紋的粘接修復方素提供科學依據,應用有限單元法對粘接裂紋后的機體應力進行了計算.介紹了裂紋粘接與機械加固的施工工藝。實驗應力分
2009-05-21 14:44:0011 針對管道裂紋檢測的技術特點和難點,提出了一種于SVR 的管道裂紋漏磁場的預測分析模型。先分析了裂紋外形尺寸與漏磁場之間的關系;再通過實驗的數據分析,找出管道裂紋深度
2009-07-15 11:10:3914 介紹基于LabVIEW 的鋼材表面裂紋定量識別技術,設計了基于LabVIEW 的鋼桿裂紋定量檢測系統,并對鋼桿表面橫向裂紋缺陷進行模擬實驗,初步建立數學模型,通過評判pp V 得到反映裂
2009-07-30 16:07:465 本文針對電力機車牽引電機主極斷路故障,闡述了檢測電機主極裂紋的原理及具體電路設計方案,提出了主極裂紋檢測過程中克服提離效應的方法和提高測量精度的措施。當主極有
2009-08-06 08:09:0617 本文提出了一種基于數字圖像處理技術的表面裂紋檢測算法。運用這種算法能精確的檢測裂紋的位置、長度等特征。將這種裂紋檢測算法運用到裂紋自動檢測系統以及裂紋擴展行為
2009-08-21 10:37:0636 易產生熱裂紋,尤其是弧坑處裂紋敏感性更大。主要是弧坑處S、P偏析,S、P與Ni形成低熔點共晶體,在焊縫結晶過程中,偏析于晶體邊界,在拉應力作用下產生裂紋。所以S、P含量必
2009-12-26 14:33:5919 萬家寨水利樞紐的1~3號機組,其發電機轉子支持為圓盤式焊接結構。在焊接后曾多次出現裂紋,而裂紋均出現在20 SiMn鋼的近縫區,屬于冷裂紋性質。經分析,20SiMn鋼材中有一定量
2009-12-28 16:25:2110 介紹了老機組轉子發生裂紋的原因及針對設備缺陷應采取的措施,以保證設備的安全運行。
2010-01-08 14:20:076 我廠在焊接復合板材質20R+00Cr17Ni14MO2(板16mm+3mm)時,因供貨質量原因,在焊接時焊縫區及相鄰母材150mm*100mm范圍內出現了大量裂紋,有些裂紋是貫穿性的,因此針對這一缺陷制定
2010-01-26 15:58:1121 我廠自備T60型汽輪機蓋在檢修過程中發現一條長45mm,深約25mm的裂紋。上蓋的材質為ZG-20GrMo。裂紋位于上蓋密封面外邊緣,從鑄造原始表面起裂,并向內延伸。如不及時處理,將會導
2010-01-26 16:05:204 在全面分析已服役10年的HK40爐管損傷狀況的基礎上,研究了HK40爐管母材和焊接接頭的蠕變裂紋擴展速率,評價了這2種不同部位抗蠕變裂紋擴展的能力。結果表明在長期正常的運行中
2010-01-29 13:39:355 在厚壁壓力油罐的人孔接管鍛件與筒體的組合焊縫焊接修復時,異常產生了焊接裂紋,且不斷向人孔接管鍛件擴展的現象進行了分析,采用電子顯微鏡觀察,進行化學成分分析及力
2010-01-30 14:11:208 分析了某發電廠鋼結構制造過程中產生裂紋的原因,提出了有針對性的解決措施,取得了較好的效果。
2010-02-08 11:01:195 文 摘 分析了激光焊接時為克服焊接裂紋所采取的焊前預熱、短焦距焊接及焊接工藝參數等因素對裂紋敏感性的影響。結果表明:選擇合適的焊接參數可減少裂紋的產生,但其作用有
2010-11-30 14:12:1023
單結晶體管原理
2006-06-30 13:15:30792 基于微磁理論的鍍層工件裂紋檢測儀
以具有鍍層的鐵磁零部件的裂紋檢測為背景,闡述了微磁裂紋檢測儀的主要原理、裂紋特征二次梯度提取及裂
2009-10-16 17:51:42609 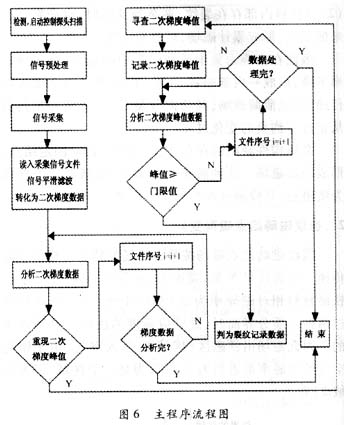
單結晶體管的結構和等效電路
單結晶體管的外形圖如圖1所示。在一個低摻雜的N型硅棒上利用擴散工藝形成一個高摻雜P區,在P區與N區接觸面形成PN結,就構成單結晶
2010-02-27 15:56:102418 本文為您介紹結晶器監控系統是什么,以及結晶器監控系統組成原理。
2016-10-17 17:11:151039 電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現的"扭曲裂紋"現象。本文主要為大家講述扭曲裂紋的產生原理以及防止扭曲裂紋產生的方法。
2017-11-09 06:24:005969 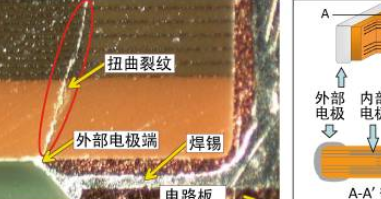
處理的焊接接頭進行了硬度性能檢測。結果表明:噴丸、噴砂表面強化處理會提高焊接接頭表面的硬度,其中經鋼丸強化處理的接頭表面硬度值最高。噴丸、噴砂表面強化處理可以在焊接接頭表面引入殘余壓應力,降低有效拉應力,從而延長疲勞裂紋的
2018-04-19 09:58:170 焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2423143 把存在于焊縫或熱影響區中開裂而形成的縫隙稱為焊接裂紋。焊接裂紋的形式是多種多樣的,有的分布在焊縫的表面,有的分布在焊縫內部,有的則分布在熱影響區域。
2019-07-03 17:15:0615588 焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結構的承載能力,并使焊接接頭的冷卻速度加快,熱影響區硬度增高,容易產生裂紋等缺陷,因此應在滿足結構承載能力和保證焊接質量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。
2019-08-05 15:20:2913897 smt回流焊點裂紋不同于表面裂紋,焊點裂紋的存在會破壞元件與焊盤之間的有效聯系,嚴重影響電路板的可靠性。
2019-10-01 17:12:003096 
外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發現的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋。單面焊的根部未焊透等。
2019-10-25 09:29:2012639 焊接裂紋是焊接件中最常見的一種嚴重缺陷。在焊接應力及其他致脆因素共同作用下,焊接接頭中局部地區的金屬原子結合力遭到破壞而形成的新界面所產生的縫隙。
2019-10-25 10:14:069851 熱裂縫一般是指高溫下(從凝固溫度范圍附近至鐵碳平衡圖上的A3線以上溫度)如下圖所示所產生的裂紋,又稱高溫裂縫或結晶裂縫。
2019-10-25 10:25:0116603 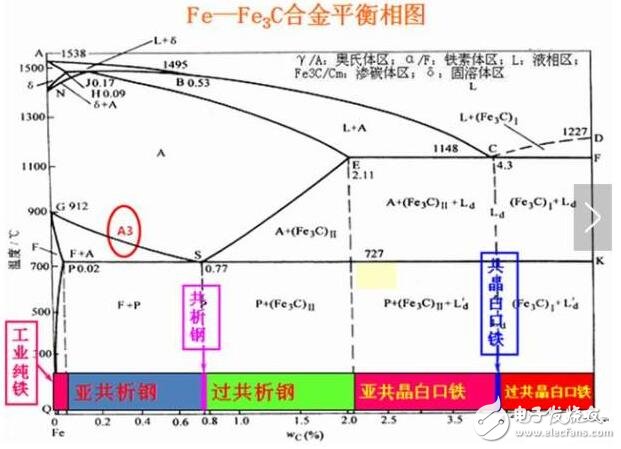
冷裂縫一般是指焊縫在冷卻過程中至A3溫度以下所產生裂縫。形成裂縫的溫度通常為300~200℃以下,在馬氏體轉變溫度范圍內,故稱冷裂縫。
2019-10-25 10:36:3114586 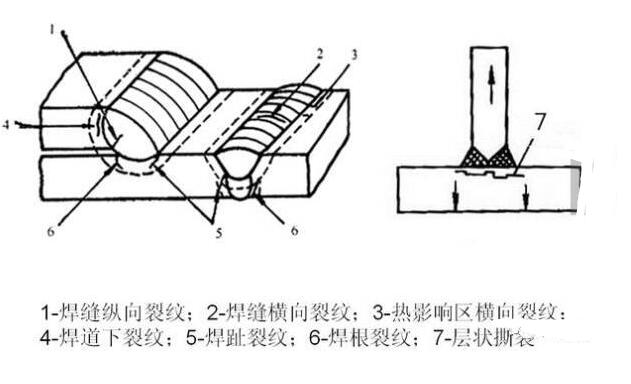
在焊接過程中對焊件進行了局部的、不均勻的加熱是產生焊接應力及變形的原因。焊接時焊縫和焊縫附近受熱區的金屬發生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區域內就發生壓縮應力和塑性收縮變形,產生了不同程度的橫向和縱向收縮。由于這兩個方向的收縮,造成了焊接結構的各種變形。
2019-11-15 15:03:4119085 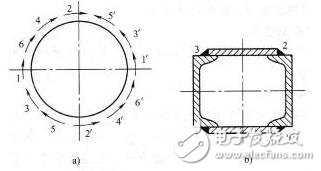
對焊件進行整體預熱或合理的局部預熱,這是避免產生堆焊裂紋及剝離的主要措施。例如鍛模和大閥門堆焊時,經常采用整體預熱。
2019-11-19 15:28:138437 熱裂紋一般產生在焊縫的結晶過程中。冷裂紋大致發生在焊件冷卻到200~300℃,有的焊后會立即出現,有的可以延至幾小時到幾周甚至更長時間才會出現。所以冷裂紋又稱延遲裂紋。
2019-11-25 11:07:2929058 如焊縫成形系數過小、預熱溫度不夠或未進行焊前預熱、焊接線能量過大、焊接后熱處理不當、保溫時間太短等。
2019-11-25 11:11:597412 由結晶裂紋的型態、分布和裂紋走向可深入發現,無論是縱向裂紋或是弧形裂紋,它們都有一個共同的特性,就是裂紋在中都是沿一次結晶的晶界分布,特別是延柱狀晶的晶界分布,焊道中心的縱向裂紋正好位于以焊道兩側生成的柱狀晶的結合面上,焊道中心線兩側的弧形裂紋則位于平行生長的柱狀晶界上。
2019-11-25 14:18:5520443 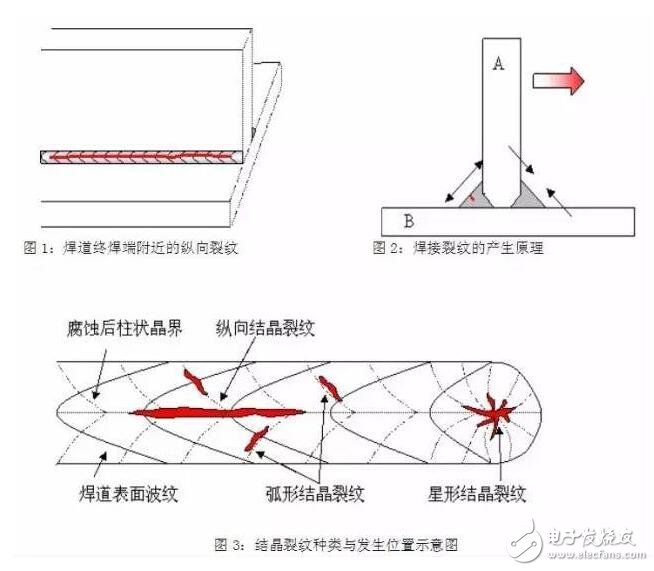
熱裂紋是在焊接時高溫下產生的,故稱熱裂紋。根據所焊金屬的材料不同,所產生熱裂紋的形態、溫度區和主要原因也各不同,因此又把熱裂紋分為結晶裂紋、液化裂紋和多邊化裂紋等三類。
2019-11-25 14:28:387834 斷裂途徑可以是沿晶界的,或者是穿晶的。一般情況下,斷口中均同時存在著沿晶界斷裂和晶內斷裂,而且晶內斷裂的斷口占相當大的比例。即使是高強度鋼的冷裂紋斷口中也存在著晶內斷裂。
2019-11-25 14:35:408140 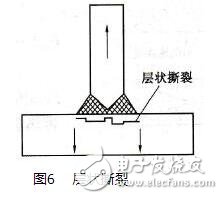
它是冷裂紋中的一種普遍形態,主要特點是不在焊后立即出現,而是有一般孕育期,在淬硬組織、氫和拘束應力的共同作用下而產生的具有延遲特征的裂紋。
2019-11-25 14:40:3219434 淬火裂紋一般來講通常分為縱向裂紋、橫向裂紋、網狀裂紋、剝離裂紋四種。
2019-11-25 14:45:468782 淬火裂紋裂紋的斷口呈新鮮的斷口,裂紋間無氧化皮或其他夾雜物,采用金相顯微鏡觀察,可以看到裂紋兩側無氧化,裂紋比較直或尖銳。
2019-11-25 14:56:095486 再熱裂紋是指一些含有釩、鉻、鉬、硼等合金元素的低合金高強度鋼、耐熱鋼的焊接接頭,在加熱過程中(如消除應力退火、多層多道焊及高溫工作等),發生在熱影響區的粗晶區,沿原奧氏體晶界開裂的裂紋,也有稱其為消除應力退火裂紋(SR裂紋)。
2020-02-05 07:36:112899 再熱裂紋的形成,簡單來說就是晶內由于強化強度很大而晶界強度較弱,在焊后熱處理時,應力松弛時的形變集中加在了晶界上,一旦晶界應變超出了晶界的強度極限時,會導致沿晶界開裂產生裂紋。
2020-02-05 07:38:473274 焊前把鑄件預熱到600~700℃,焊接過程保持在400℃以上,焊后緩慢冷卻至室溫。采用熱焊法可有效減小焊接接頭的溫差,從而減小應力,同時還可以改善鑄件的塑性,防止出現白口組織和裂紋。
2020-02-05 09:15:2215297 ,滾道裂紋會加速回轉支承的損壞,大大降低回轉支承設計壽命。本文選取回轉支承滾道軟帶使用過程中早期裂紋進行分析,并提出預防措施。 裂紋產品描述: 本文產生裂紋產品是用于6t挖掘機的回轉支承,回轉中心直徑為730,滾動直
2020-06-05 09:56:321225 SMT貼片加工中造成空洞、裂紋的原因很多,主要有以下方面因素: 1、焊接面(PCB焊盤與元件焊端表面)存在浸潤不良; 2、焊料氧化; 3、焊接面各種材料的膨脹系數不匹配,焊點凝固時不平
2020-05-29 14:20:372406 為提高和保證電子線路的高質量焊接,防止電路焊接中假焊和虛焊的產生,所以正確操作使用電烙鐵和合理選用焊錫和助焊劑是關健。
2020-07-19 10:35:505497 為什么會產生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產生了扭曲裂紋。
2020-08-04 10:00:382622 三星發明的芯片裂紋檢測方案,借助輻射鏡來進行裂痕的檢測,相比于傳統方案,這種利用反射波確定裂紋的方式可以精確的測定反射波距離,進而檢查出裂紋出現的位置。
2021-01-04 10:42:452497 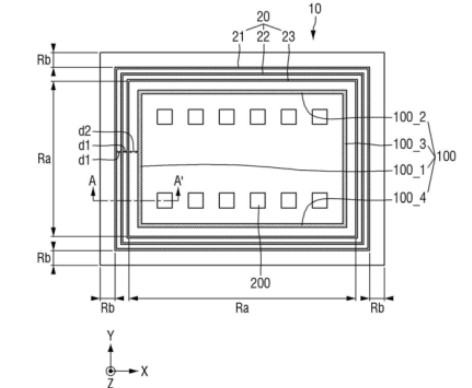
某企業儲罐本體出現裂紋,裂紋位置:潛液泵支柱附近,裂紋形態:沿主焊縫呈散射裝分布,裂紋總長度約11m,主焊縫大約6m左右出現嚴重的開裂現象,滲漏嚴重。針對于該液化天然氣儲罐裂紋情況,企業是采用
2021-05-11 15:45:53940 裂紋是降低焊接結構使用性能最危險的焊接缺陷之一,焊縫中禁止出現任何形式的裂紋, 冷裂紋和熱裂紋之間有什么區別呢?先來說說它們是如何產生的吧! 冷裂紋 是在金屬經焊接或鑄造成形后冷卻到較低溫度時產生
2021-07-10 16:03:1729953 如何修補壓縮機裂紋
2022-01-21 09:53:575 激光焊機因其熱沖擊面積小、變形小、焊接速度快、焊縫光滑、外形美觀受到眾多廠家的歡迎。然而,在焊接過程中,它們往往是由于處理不當造成的。那么激光焊接機怎么焊接裂紋呢?下面武漢瑞豐光電激光工程師就來為大家分享,一起來看看激光焊接金屬發生裂紋的問題解析吧。
2022-06-21 16:46:562003 一、 一般常見的焊接缺陷可分為四類:(1)焊縫尺寸不符合要求:如焊縫超高、超寬、過窄、高低差過大、焊縫過渡到母材不圓滑等。(2)焊接表面缺陷:如咬邊、焊瘤、內凹、滿溢、未焊透、表面氣孔、表面裂紋等。
2022-07-13 15:05:0713920 預熱是焊接珠光體耐熱鋼焊接冷裂紋和消除應力的重要工藝措施,為了確保焊接質量,不論是點固焊或焊接過程中,都應預熱并保持一定的溫度范圍。
2022-07-26 15:05:521004 將工件焊接處局部加熱到熔化狀態,形成熔池(通常還加入填充金屬),冷卻結晶后形成焊縫,被焊工件結合為不可分離的整體。常見的熔焊方法有氣焊、電弧焊、電渣焊、等離子弧焊、電子束焊、激光焊等。
2022-07-28 11:57:003052 長過程中,由于枝晶偏析的存在,造成晶間弱化,裂紋往往也是沿著它們的晶界開裂擴展。 ? 激光熔覆裂紋分類 1、熔覆層裂紋 產生方式:在熔融金屬凝固過程中產生 產生區域:在熔覆層表面或內部形成并向基體方向擴展。 ? 2、界面裂紋
2022-08-19 14:29:161754 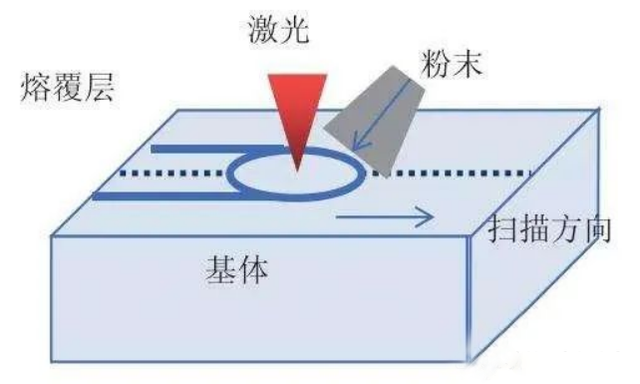
一站式PCBA智造廠家今天為大家講講什么叫SMT貼片加工回流焊接造成空洞、裂紋是什么原因。 SMT貼片加工過程中難免會出現各種不同的不良現象,要解決這些不良就需要先分析出出現不良現象的原因,SMT貼片加工中回流焊引起的空洞和裂紋的原因主要包括以下因素。
2022-10-27 10:24:581601 焊接裂紋作為危害最大的一類焊接缺陷,嚴重影響著焊接結構的使用性能和安全可靠性。今天,就帶大家認識一下裂紋的類型之一——層狀裂紋。
2022-12-30 11:25:10561 對同一批次同種型號的工件,鍛造裂紋基本都在一個位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復出現,顯微鏡下深淺不一。多看多分析,還是有一定規律的。
2023-01-12 11:21:24474 前面談了電源電路中的特性話題,此次談一下安裝相關的話題。由于疊層陶瓷電容器是表面貼裝元件,和其他的表面貼裝元器件相同,存在一些安裝相關的課題。代表性的課題是彎曲裂紋與嘯叫。-那么,從彎曲裂紋開始提問。
2023-02-17 09:25:09484 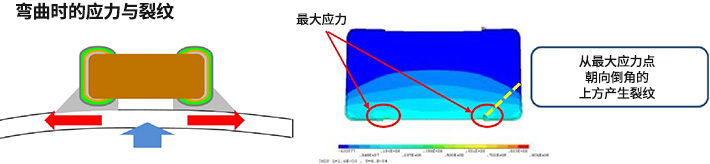
在焊接機器人工作站中焊接會經常出現如咬邊、表面氣孔、表面裂紋、焊縫位置不合理、焊渣等問題。焊接機器人工作站中這些缺陷大幅影響了工作站中焊件的質量。
2023-03-06 12:42:152513 近期很多客戶會問你們儀器可以測結晶度嗎?其實測量結晶度的方法有很多,而常用的是利用差示掃描量熱儀測量結晶度。根據結晶聚合物在在熔融過程中的熱效應去求得結晶度的方法。那么,哪款儀器能測結晶
2023-03-21 10:20:38326 
焊接機器人常見的焊接缺陷有哪些?該采取什么防止措施?常見的焊接缺陷包括:焊縫金屬裂紋、夾渣、氣孔、咬邊、未熔合等。
2023-04-04 09:50:331147 在焊縫或近縫區,由于焊接的影響,材料的原子結合遭到破壞,形成新的界面而產生的縫隙稱為焊接裂縫,它具有缺口尖銳和長寬比大的特征。按產生時的溫度和時間的不同,裂紋可分為:熱裂紋、冷裂紋、應力腐蝕裂紋和層狀撕裂。
2023-06-05 09:45:432188 
結晶是材料科學、物理和化學中的一個重要現象。
2023-06-06 09:43:56748 
目前采用可伐合金作為殼體材料的廠家多采用平行縫焊進行殼體的氣密封裝,封裝成品率較高,效率也較快。可伐合金焊接一般不會產生冷裂紋,容易產生熱裂紋和液化裂紋。下面介紹激光焊接機在焊接可伐合金產生裂紋解析。
2023-06-15 13:55:41394 1、碳鋼及普通合金鋼的激光焊接。總的說,碳鋼激光焊接效果良好,其焊接質量取決于雜質含量。就象其它焊接工藝一樣,硫和磷是產生焊接裂紋的敏感因素。為了獲得滿意的焊接質量,碳含量超過0.25%時需要預熱
2022-01-24 14:37:38647 
一、裂紋激光連續焊接中產生的裂紋主要是熱裂紋,如結晶裂紋、液化裂紋等,產生的原因主要是焊縫在完全凝固之前產生較大的收縮力而造成的,填絲、預熱等措施可以減少或消除裂紋。裂紋焊縫二、氣孔氣孔是激光焊接
2022-07-01 17:51:303137 第一篇 結晶度測試用什么設備? 近期很多客戶會問你們儀器可以測結晶度嗎?其實測量結晶度的方法有很多,而常用的是利用差示掃描量熱儀測量結晶度。根據結晶聚合物在在熔融過程中的熱效應去求得結晶度的方法
2023-06-27 13:34:21354 
防止焊接空洞的方法之一是調整回流曲線的關鍵區域。給予不同階段的時間可以增加或減少形成空洞的可能性。了解理想的回流曲線特征對于成功預防空洞至關重要。
2023-08-14 11:06:27181 防止焊接空洞的方法之一是調整回流曲線的關鍵區域。給予不同階段的時間可以增加或減少形成空洞的可能性。了解理想的回流曲線特征對于成功預防空洞至關重要。
2023-08-15 09:11:49192 各位專家,請教一下電阻在線路板上焊接后,旁邊的環氧樹脂覆蓋到電阻上,產品經過環境應力試驗后電阻阻值變大,觀察發現電阻有裂紋,機理是什么?
2023-08-18 10:39:35607 
防止電鍍和焊接空洞涉及測試新的制造工藝并分析結果。電鍍和焊接空洞通常有可識別的原因,例如制造過程中使用的焊膏或鉆頭的類型。PCB制造商可以使用多種關鍵策略來識別和解決這些空洞形成的常見原因。調整回流
2023-08-17 09:25:52350 結晶是鐵氧體磁芯中晶體的有序排列區域,存在晶斑會對磁芯的性能產生影響。影響主要體現在磁芯的飽和磁通密度、磁導率和磁滯損耗等方面。
2023-08-31 15:01:04829 鋁墊裂紋的具體措施。對極易出現鋁墊裂紋的產品實行特殊管控,通過一系列的硬件和軟件改善措施,減少了鋁墊裂紋問題造成的產品低良率、實現了產品由驗證批次到風險批次再到量產批次的轉化、由參數設置不當而導致鋁墊裂紋的異常比例呈
2023-12-27 08:40:59165 
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論