焊接圖像及電流電壓綜合采集系統(tǒng)在焊接過(guò)程中,通過(guò)對(duì)焊接時(shí)的電弧電壓、焊接電流、短路時(shí)間等電參數(shù)進(jìn)行分析,可以研究焊接過(guò)程中焊接電源的電參數(shù)直接相關(guān)的工藝性能,如過(guò)渡形式、飛濺大小、電弧穩(wěn)定性等。通過(guò)
2013-04-15 16:17:58
1、埋弧焊(自動(dòng)焊):原理:電弧在焊劑層下燃燒。利用焊絲和焊件之間燃燒的電弧產(chǎn)生的熱量,熔化焊絲、焊劑和母材(焊件)而形成焊縫。屬渣保護(hù)。主要特點(diǎn):焊接生產(chǎn)率高;焊縫質(zhì)量好;焊接成本低;勞動(dòng)條件好
2017-10-23 09:39:35
埋弧自動(dòng)焊機(jī)是由哪些部分組成的?焊接電壓選擇范圍一般在多大?什么是亞射流過(guò)渡?
2021-07-09 06:01:50
描述焊接電爐(短版)代碼https://github.com/Genajoin/SolderingHotPlate
2022-06-27 06:03:01
知道新手同行們有沒有發(fā)現(xiàn)焊接電路板時(shí)有時(shí)候會(huì)沾錫,會(huì)把銅板弄掉?看了這篇文章,這些都不是問(wèn)題了。 1正確使用電烙鐵 1、電烙鐵使用前要上錫,具體方法是:將電烙鐵燒熱,待剛剛能熔化焊錫時(shí),涂上
2016-07-01 21:33:33
電弧爐熔煉是利用石墨電極與鐵料(鐵液)之間產(chǎn)生電弧所發(fā)生的熱量來(lái)熔化鐵料和使鐵液進(jìn)行過(guò)熱的。在電弧爐熔煉過(guò)程中,當(dāng)鐵料熔清后,進(jìn)一步地提高溫度及調(diào)整化學(xué)成分的冶煉操作是在熔渣覆蓋鐵液的條件下進(jìn)行。電弧爐依照爐渣和爐襯耐火材料的性質(zhì)而分為酸性和堿性兩種。堿性電弧爐具有脫硫和脫磷的能力。
2019-09-27 09:10:57
電弧螺柱焊機(jī)是由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。但大多數(shù)焊接設(shè)備的焊接電源都與控制器合并為一體,稱為主機(jī)。比較先進(jìn)的控制方式是使用微處理器,以便精確設(shè)置和適時(shí)控制焊接過(guò)程中的焊接電
2021-11-16 08:27:19
含鉛型號(hào)的焊接溫度是多少?只能查到無(wú)鉛是260℃,謝謝。
2023-12-26 08:05:30
我們?cè)?b class="flag-6" style="color: red">焊接TMS320DM642AZNZ時(shí)采用無(wú)鉛焊接曲線,熔點(diǎn)溫度217,校正多次錫球還是融化不好,造成虛焊,求助該芯片的焊接曲線,謝謝
2018-06-21 14:49:55
當(dāng)我把芯片焊到板子上時(shí), 短針Vcc和GND。
芯片焊接的最低溫度是多少?
2023-11-16 08:11:00
逆變電焊機(jī)=逆變焊接電源+焊接裝置。只要做好逆變焊接電源,那么系列產(chǎn)品就迎刃而解。影響逆變焊接電源可靠性的主要問(wèn)題是“炸管“!為了研究“炸管“!首先分析逆變焊接電源的構(gòu)成原理:可以概括為:一個(gè)“橋路
2012-07-14 16:48:04
想問(wèn)下大家:我建了一個(gè)電弧模型(直流空氣電弧,伏安特性應(yīng)該是下降的),現(xiàn)在就想簡(jiǎn)單的驗(yàn)證模型的可行性,怎樣可以簡(jiǎn)單驗(yàn)證一下它輸出的伏安特性曲線呢?是用脈沖高壓接電弧?還是用直流維弧電路接電弧負(fù)載呢?
2013-01-02 16:02:25
最近在研究電弧焊接,通過(guò)電弧傳感器測(cè)量焊接電流,根據(jù)焊接電流反饋大小來(lái)控制焊接頭與焊件之間的距離,以實(shí)現(xiàn)更好的焊接。
2014-12-22 22:47:48
旋轉(zhuǎn)電弧傳感信號(hào)濾波研究摘要:旋轉(zhuǎn)電弧焊接過(guò)程中信號(hào)的濾波與提取是焊接過(guò)程中首要解決的問(wèn)題,介紹了電弧傳感的工作原理與焊接信號(hào)的特點(diǎn),對(duì)旋轉(zhuǎn)電弧焊接中使用的數(shù)字濾波方法做了介紹,通過(guò)實(shí)驗(yàn)對(duì)各個(gè)方法
2009-10-13 14:57:03
電弧磁偏吹是什么原因造成的?焊接電弧的伏安特性是什么意思?電壓繼電器按實(shí)際使用要求可分為幾類?
2021-07-11 07:31:40
您好,請(qǐng)問(wèn)SN65MLVD206焊接溫度是多少?用機(jī)器焊接不能正常工作,人工取下,手工焊接,產(chǎn)品正常工作,謝謝!
2019-05-27 13:09:33
產(chǎn)生熱量,局部焊接區(qū)域的溫度場(chǎng)是個(gè)封閉環(huán)境。這樣,超聲波塑料焊接的溫度具有瞬時(shí)、升溫速度快、局部高溫的特點(diǎn),對(duì)其進(jìn)行測(cè)量非常困難,而且由于焊接區(qū)域熔化后會(huì)在一定壓力下產(chǎn)生擠壓變形,熔化材料的鋪展過(guò)程對(duì)于
2018-09-10 15:24:20
超級(jí)軟磁材料介紹------關(guān)注微信公眾號(hào)“華博易造”本人將尋找志同道合者(上海更佳)利用超級(jí)軟磁材料替代傳統(tǒng)焊接電源里面的硅鋼/鐵氧化/非晶變壓器,使焊接電源更小,效率更高,如若此產(chǎn)品成功,可能
2016-11-28 11:29:47
本人兼職焊接電路板,送貨上門,保證質(zhì)量,交貨快,價(jià)格優(yōu),歡迎各位朋友與我聯(lián)系!QQ:570900857,***
2012-12-10 21:44:30
鋼結(jié)構(gòu)手工電弧焊焊接工藝標(biāo)準(zhǔn):本工藝標(biāo)準(zhǔn)適用于一般工業(yè)與民用建筑工程中鋼結(jié)構(gòu)制作與安裝手工電弧焊焊接工程。2 施工準(zhǔn)備2.1 材料及主要機(jī)具:2.1.1 電焊條:其型號(hào)
2009-05-24 14:11:51 45
45 本文研制了一種新型的恒流外特性配合等速送絲的C02逆變焊接電源。通過(guò)借鑒平特性電源的弧L<白動(dòng)調(diào)節(jié)作用機(jī)理,建立了基于電弧電壓的弧長(zhǎng)一電流負(fù)反饋機(jī)制。解決了恒流
2009-12-10 15:48:0122 將電弧同時(shí)作為熱源與超聲發(fā)射源的電弧超聲技術(shù)應(yīng)用于低溫鋼的焊接過(guò)程,選取16MnDR和09MnNiDR進(jìn)行電弧超聲焊接試驗(yàn),通過(guò)對(duì)比分析焊縫區(qū)的金相組織和焊接接頭的沖擊韌性,結(jié)合
2009-12-26 15:03:1614 Thomson散射方法是廣泛用來(lái)確定電弧氣體和電子溫度以及電子密度的診斷方法。Thomson散射是通過(guò)自由電子的振動(dòng)在任意方向輻射電磁場(chǎng)能量的過(guò)程,自由電子在入射波電場(chǎng)作用下振動(dòng)
2009-12-26 15:15:3412 焊接過(guò)程是一個(gè)復(fù)雜多變的過(guò)程, 實(shí)現(xiàn)焊接自動(dòng)跟蹤的方法也有很多種, 其中當(dāng)前研究的重點(diǎn)就是利用旋轉(zhuǎn)電弧傳感器來(lái)實(shí)現(xiàn)自動(dòng)跟蹤。由于旋轉(zhuǎn)電弧電流信號(hào)中存在許多噪聲, 因
2010-08-10 11:48:4024 –Mastar系列焊接電源–Monitor系列焊接電源–TETRIX系列焊接電源–Phoenix系列焊接電源
2010-10-06 00:09:1736 步進(jìn)式電弧螺柱焊槍結(jié)構(gòu)圖
焊接設(shè)備包括焊接電源、焊接控制器及焊槍。步進(jìn)式電弧螺柱焊槍的結(jié)構(gòu)原理如圖1所示,通過(guò)控制步進(jìn)電機(jī)的轉(zhuǎn)動(dòng)
2008-06-17 01:28:59 5115
5115 
不用烙鐵焊接電線
2009-09-03 17:54:101725 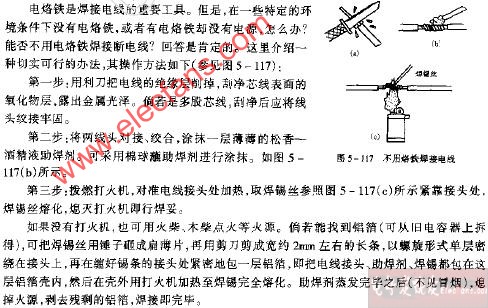
無(wú)鉛焊接時(shí)該如何選擇焊接溫度
對(duì)于無(wú)鉛焊接溫度的選擇,應(yīng)該考慮到PCB板的厚度、焊盤的大小、器件以及周圍是否有較大散熱面積
2010-02-27 12:28:511206 實(shí)用IGBT焊接電源方案及炸管對(duì)策!逆變電焊機(jī)=逆變焊接電源+焊接裝置.只要做好逆變焊接電源,那么系列產(chǎn)品就迎刃而解.影響逆變焊接電源可靠性的主要問(wèn)題是“炸管”!
2011-03-12 11:57:587571 本文討論的焊接電源是電弧焊機(jī)中的核心部分,是用來(lái)對(duì)焊接電弧提供電源的一種專用設(shè)備。現(xiàn)有的焊接電源存在引弧困難、電流控制精度低、電網(wǎng)電壓波動(dòng)大等問(wèn)題。
2012-02-03 11:19:303532 
基于DSP逆變焊接電源數(shù)字控制,有需要的下來(lái)看看
2016-03-28 15:22:2115 全數(shù)字脈沖MIG逆變焊接電源的研制,下來(lái)看看。
2016-03-30 14:37:5522 GB 15579.1-2013 弧焊設(shè)備 第1部分焊接電源
2017-01-08 15:41:2919 溫度是描述電弧物理特性的關(guān)鍵參數(shù),掌握電弧溫度分布隨時(shí)間變化的規(guī)律對(duì)分析電弧燃燒機(jī)理及其對(duì)觸頭的燒蝕過(guò)程具有重要意義。利用彩色高速攝像機(jī)和光譜分析儀進(jìn)行聯(lián)合測(cè)溫,得到電弧溫度場(chǎng)空間分布隨時(shí)間的變化
2018-01-17 18:03:134 介紹了基于數(shù)字信號(hào)處理器(DSP)控制的CO?焊接電源的研制。具體討論了用DSP芯片控制焊接電源的硬設(shè)計(jì)和軟件設(shè)計(jì),重點(diǎn)介紹了晶閘管焊機(jī)主回路的數(shù)字觸發(fā),提出了基于DSP控制的CO?焊接電源信息控制
2019-02-19 16:56:517 YAG 能量反饋、電流反饋、電功率反饋焊接電源使用說(shuō)明書1 電源上電,顯示屏界面首先進(jìn)入歡迎使用界面,2 待通電完畢,控制界面將跳轉(zhuǎn)到“焊接狀態(tài)”界面如下圖:
2019-02-25 08:00:0014 實(shí)用IGBT焊接電源方案及炸管對(duì)策!逆變電焊機(jī)=逆變焊接電源+焊接裝置。只要做好逆變焊接電源,那么系列產(chǎn)品就迎刃而解。影響逆變焊接電源可靠性的主要問(wèn)題是“炸管”!
2019-03-25 08:00:000 焊接電源是指CO2氣體保護(hù)焊的電源,采用平特性或緩降外特性,空載電壓為38~70V。電弧自調(diào)節(jié)作用強(qiáng),短路電流大,引弧容易,不粘絲。操作時(shí)會(huì)感到電弧平靜、柔軟、富有彈性、飛濺小。
2019-07-02 16:41:226707 手工電弧焊屬于焊接方法中熔化焊的一種,是將兩個(gè)分離的金屬,在接頭處局部加熱或加壓,或者加熱時(shí)同時(shí)又加壓、熔化、冷卻后凝固成一個(gè)牢固的整體。它是利用電弧熱局部熔化焊件和焊條以形成焊縫的一種手工操作焊接方法。電焊機(jī)是手工電弧焊的主要設(shè)備,是產(chǎn)生焊接電弧的電源,常用的電焊機(jī)有交流弧焊機(jī)和直流弧焊機(jī)兩類。
2019-07-04 14:33:4211457 短路過(guò)渡時(shí)的工藝參數(shù)短路過(guò)渡焊接采用細(xì)絲焊,常用焊絲直徑為Φ0.6~1.2,隨著焊絲直徑增大,飛濺顆粒都相應(yīng)增大。短路過(guò)渡焊接時(shí),主要的焊接工藝參數(shù)有電弧電壓、焊接電流、焊接速度,氣體流量及純度,焊絲深出長(zhǎng)度。
2019-07-05 16:33:3325995 電渣壓力焊可采用交流或直流焊接電源,焊機(jī)容量應(yīng)根據(jù)所焊鋼筋的直徑選定。由于電渣壓力焊機(jī)的生產(chǎn)廠家很多,產(chǎn)品設(shè)計(jì)各有不相同,所以配用焊接電源的型號(hào)也同,常用的多為弧焊電源(電弧焊機(jī)),如BX3-500型、BX3-630型、BX3-750型、BX3-1000型等。
2019-07-15 14:06:459816 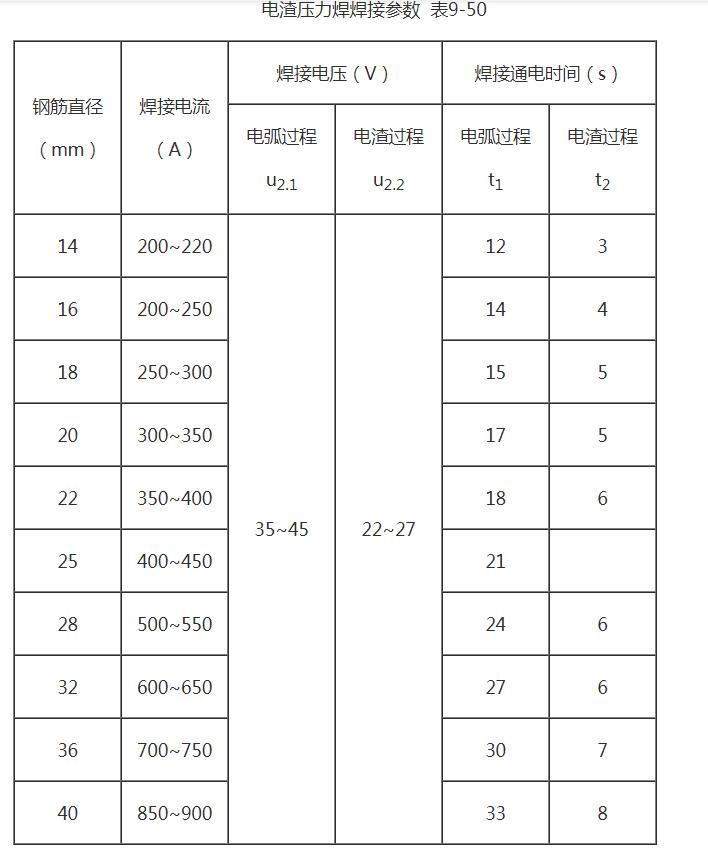
本文檔的主要內(nèi)容詳細(xì)介紹的是焊接電烙鐵溫度的詳細(xì)資料說(shuō)明。一、溫度由實(shí)際使用決定,以焊接一個(gè)錫點(diǎn)4秒最為合適。平時(shí)觀察烙鐵頭,當(dāng)其發(fā)紫時(shí)候,溫度設(shè)置過(guò)高。
2019-07-16 17:41:1227 基層的焊接推薦采用手工電弧焊、埋弧焊、及二氧化碳?xì)怏w保護(hù)焊。復(fù)層和過(guò)度層的焊接,采用鎢極氬弧焊和手工電弧焊,也可采用能確保焊接質(zhì)量的其他焊接方法。
2019-08-05 11:49:2637121 
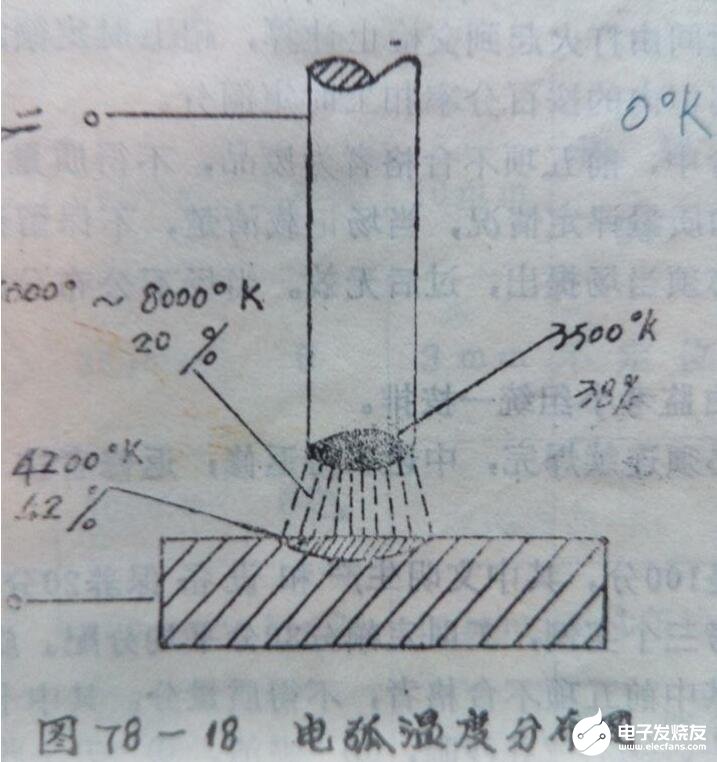
焊接電弧是指在一定條件下,兩電極之間產(chǎn)生的強(qiáng)烈持久的氣體放電現(xiàn)象。焊接電弧不同于一般電弧,它有一個(gè)從點(diǎn)到面的輪廓。點(diǎn)是電弧電極的端部;面是電極覆蓋工件的面積。電弧由電極端部擴(kuò)展到工件,其溫度分布
2019-12-23 15:29:072320 嚴(yán)格控制焊接接頭上的熱輸入量?選擇合適的焊接方法和工藝參數(shù)(主要有焊接電流、電弧電壓、焊接速度)。
2019-12-27 10:01:1010951 焊條電弧焊是通過(guò)焊條引發(fā)電弧,用電弧熱來(lái)熔化焊件而實(shí)現(xiàn)焊接的一種熔焊方法,它是目前應(yīng)用最多、最普遍的焊接方法。
2019-12-27 11:14:3613369 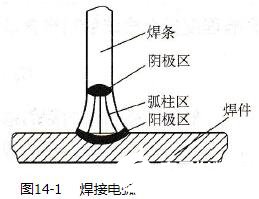
焊接電弧的穩(wěn)定性是指電弧保持穩(wěn)定燃燒(不產(chǎn)生斷弧、飄移和磁偏吹等)的程度,即在電弧燃燒過(guò)程中,電弧能維持一定的長(zhǎng)度、不偏吹、不搖擺、不熄滅,電弧電壓和焊接電流保持一定。
2019-12-27 14:24:4311125 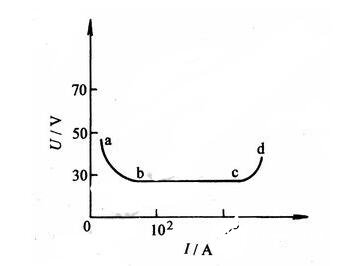
焊接電弧是兩個(gè)電極間的放電現(xiàn)象稱為電弧,它是一種空 氣導(dǎo)電的現(xiàn)象。
2019-12-27 14:27:4823982 直流電弧焊或電弧切割時(shí),電源輸出端有固定的正極和負(fù)極。焊件接電源正極、電極接電源負(fù)極的接線法,叫正接;焊件接電源負(fù)極、電極接電源正極的接線法,稱為反接。
2019-12-27 14:37:177509 對(duì)于無(wú)鉛焊接溫度的選擇,應(yīng)該考慮到PCB板的厚度、焊盤的大小、器件以及周圍是否有較大散熱面積,常規(guī)焊點(diǎn)建議使用溫度選擇在350℃左右。
2020-02-05 07:52:4019401 無(wú)鉛焊接溫度比有鉛焊接溫度高34℃。在SMT焊接過(guò)程中,焊接溫度遠(yuǎn)遠(yuǎn)高于PCB基板的Tg,無(wú)鉛焊接溫度比有鉛高,更容易PCB的熱變形,冷卻時(shí)損壞元器件。應(yīng)適當(dāng)選擇Tg較高的基PCB材料。
2020-02-05 09:00:006829 電焊機(jī)對(duì)焊接所需熱量供以電能,是焊接適宜電氣特性的電源裝置,如弧焊電源、電渣焊變壓器等稱為焊接電源。焊接電源針對(duì)不同的焊接方法要具有一定的外特性。如焊條電弧焊、鎢極氬弧焊和碳弧氣刨電源的外特性是下降
2020-03-15 15:33:008388 在電弧長(zhǎng)度一定時(shí),電弧燃燒電壓與焊接電流之間的關(guān)系稱為電弧靜特性。表示它們關(guān)系的曲線稱為電弧靜特性曲線。焊接電弧是焊接回路中的負(fù)載,它起著把電能轉(zhuǎn)變?yōu)闊崮艿淖饔茫谶@一點(diǎn)上,它與普通電阻有相似之處,但是,它與普通電阻相比又有明顯的特點(diǎn)。
2020-03-15 15:35:009026 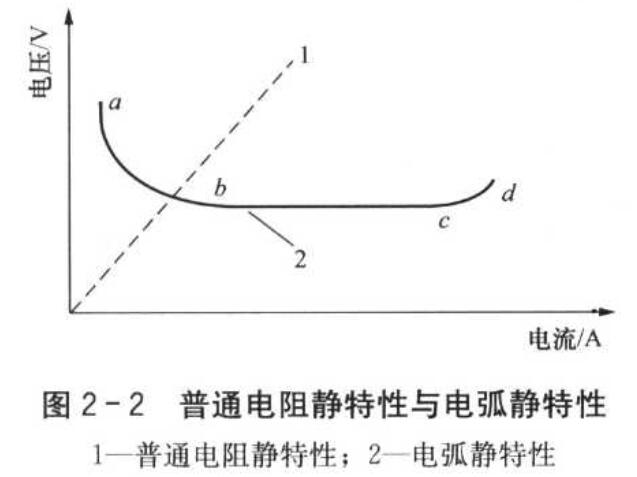
電弧焊的原理是利用電弧放電(俗稱電弧燃燒)所產(chǎn)生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過(guò)程。
2020-08-27 11:03:2010426 焊接,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術(shù)。現(xiàn)代焊接的能量來(lái)源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。除了在工廠中使
2020-12-01 09:13:391601 焊接電弧是指在一定條件下,兩電極之間產(chǎn)生的強(qiáng)烈持久的氣體放電現(xiàn)象。焊接電弧不同于一般電弧,它有一個(gè)從點(diǎn)到面的輪廓。點(diǎn)是電弧電極的端部;面是電極覆蓋工件的面積。電弧由電極端部擴(kuò)展到工件,其溫度分布是不一致的,從橫截面來(lái)看,溫度是從外層向電弧心漸漸升高的;從縱向來(lái)看,陽(yáng)極和陰極的溫度特別高
2020-12-25 23:31:08625 波峰焊溫度指的就是波峰焊的預(yù)熱溫度和焊接溫度,預(yù)熱溫度和焊接溫度的多少也跟焊接的產(chǎn)品有關(guān),需要根據(jù)焊接產(chǎn)品來(lái)調(diào)節(jié)。接下來(lái),由小編給大家見識(shí)一下波峰焊焊接溫度一般是多少相關(guān)內(nèi)容? 波峰焊焊接溫度一般
2021-01-11 11:24:148529 計(jì)算機(jī)仿真在逆變焊接電源中的應(yīng)用綜述
2021-07-01 14:10:357 大家好,由于很多網(wǎng)友會(huì)在焊接電池接頭的時(shí)候,不知道怎么操作,所以下面斯特科技給大家分享一下如何正確焊接,以及一些需要注意的地方。
2021-07-22 10:33:3817874 電弧螺柱焊機(jī)是由焊接電源、控制器、焊槍、地線鉗、焊接電纜等部分組成。但大多數(shù)焊接設(shè)備的焊接電源都與控制器合并為一體,稱為主機(jī)。比較先進(jìn)的控制方式是使用微處理器,以便精確設(shè)置和適時(shí)控制焊接過(guò)程中的焊接電
2021-11-08 19:06:002 焊接電源是什么? 焊接電源是指控制焊接電流的裝置。根據(jù)控制方式可分為高頻式、晶體管式、電容儲(chǔ)能式、交流式四類、對(duì)應(yīng)于多種多樣的焊接物。 各種焊接電源的波形、根據(jù)使用焊接電源不同,目前市場(chǎng)上的電阻點(diǎn)焊機(jī)使用最多的大概可以分三種類型:儲(chǔ)能點(diǎn)焊機(jī)、工頻交流點(diǎn)焊機(jī)、逆變直流點(diǎn)焊機(jī)。
2022-02-26 11:58:28927 電子發(fā)燒友網(wǎng)站提供《焊接電爐(短版)開源.zip》資料免費(fèi)下載
2022-07-05 15:09:440 電子發(fā)燒友網(wǎng)站提供《焊接電爐(長(zhǎng)版)開源項(xiàng)目.zip》資料免費(fèi)下載
2022-07-05 14:36:530 在焊接電流較低的情況下,直流電弧對(duì)熔化的焊縫金屬有很好的潤(rùn)濕作用,并且能規(guī)范焊道尺寸,所以非常適合于焊接薄件。直流電源比交流電源更適合于仰焊和立焊,因?yàn)橹绷?b class="flag-6" style="color: red">電弧比較短。
2022-12-01 15:56:092317 塑料超聲波焊接電源發(fā)生器通常使用的超聲波頻率多為15KHz、20KHz、28KHz和40khz的頻率,塑料焊接一般使用15kh和20khz,金屬焊接使用的是20khz的頻率段,手持式超聲波焊接一般
2022-12-13 20:24:03688 
大型超聲波焊接電源發(fā)生器采用全橋它激技術(shù),自動(dòng)頻率搜索無(wú)需像自激式線路那樣調(diào)整電源,接上超聲波焊接換能器就自動(dòng)工作。另外,可以根據(jù)不同的需求,能夠?qū)崟r(shí)手動(dòng)調(diào)整功率、振幅、工作時(shí)間等的各種參數(shù):大型
2022-12-16 14:50:51430 
藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進(jìn)行加熱的一種焊接方法,英文名稱的簡(jiǎn)寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發(fā)生熔化,形成熔池,電弧前移后熔池尾部結(jié)晶形成焊縫。
2022-12-22 11:10:153092 數(shù)字可調(diào)超聲波焊接電源發(fā)生器快速自動(dòng)搜頻,速度快,發(fā)力猛,提高產(chǎn)能。數(shù)字可調(diào)超聲波焊接電源發(fā)生器多重模式可選,滿足客戶定制化需求。數(shù)字可調(diào)超聲波焊接電源發(fā)生器追頻范圍寬,精度高,功能強(qiáng)大,品質(zhì)優(yōu)良,焊接穩(wěn)定性高。
2022-12-28 16:31:57585 
智能數(shù)控超聲波焊接電源發(fā)生器開機(jī)自動(dòng)檢測(cè)功能,對(duì)超聲波焊接換能器和工具頭進(jìn)行頻率和阻抗檢測(cè);智能數(shù)控超聲波焊接電源發(fā)生器具有頻率振幅自動(dòng)補(bǔ)償功能,通過(guò)軟件計(jì)算可以自動(dòng)調(diào)整振幅輸出,使振幅輸出更穩(wěn)
2023-01-06 15:40:52241 
電視機(jī)從以前的臺(tái)式到現(xiàn)在的液晶,外觀上越來(lái)越薄,傳統(tǒng)的焊接方式是采用電弧焊,焊縫不夠美觀,已經(jīng)不適用于焊接了,使用激光焊接機(jī)對(duì)于電視零件進(jìn)行焊接,下面介紹激光焊接技術(shù)在焊接電視機(jī)邊框的應(yīng)用優(yōu)勢(shì)
2023-02-13 17:06:37467 
鋁合金等有色金屬材料,而激光焊接的應(yīng)用范圍更廣。下面介紹激光焊接技術(shù)在焊接電容器殼體的應(yīng)用優(yōu)勢(shì)。 激光焊接技術(shù)在焊接電容器殼體的應(yīng)用優(yōu)勢(shì): 1、激光焊接機(jī)靈活性強(qiáng),發(fā)揮空間大,可以焊接普通造型之外的特殊造型的材料
2023-02-17 14:24:31527 
智能數(shù)字化控制超聲波焊接電源是一種全數(shù)字控制的工業(yè)型超聲波焊接電源。該超聲波焊接電源采用ARM嵌入式處理器,多任務(wù)操作系統(tǒng),具有能量、時(shí)間及峰值功率控制模式。智能數(shù)字化控制超聲波焊接電源采用
2023-02-20 13:48:20408 
弧焊機(jī)器人系統(tǒng)是由機(jī)器人本體、自動(dòng)送絲裝置、焊接電源、焊槍、變位機(jī)和工裝夾具等組成的;主要有氣體保護(hù)電弧焊、鎢極氬弧焊和等離子電弧焊三種焊接方法。
2023-03-16 09:50:011962 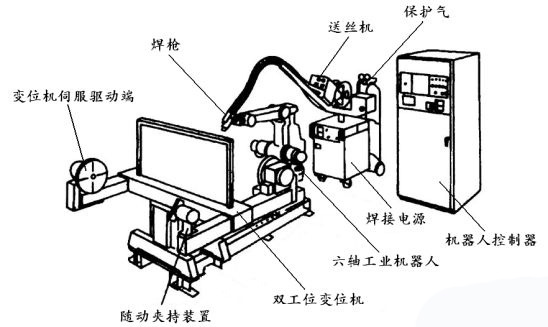
焊接電源是機(jī)器人專用焊接設(shè)備中最重要的構(gòu)成部件之一。2022年中國(guó)市場(chǎng)弧焊機(jī)器人焊接電源品牌出貨量前十分別為:麥格米特、奧太電氣、松下、OTC、米加尼克、凱爾達(dá)、伏能士、Cloos、安川電機(jī)、林肯電氣。
2023-03-17 09:07:14934 
焊接機(jī)器人熔化極氬弧焊的焊接參數(shù)主要有焊接電流、電弧電壓、焊接速度、焊絲伸出長(zhǎng)度、焊絲傾角、焊絲直徑、保護(hù)氣體的種類及其流量等。
2023-03-21 11:15:151952 
和粉塵,對(duì)人體非常有害。同時(shí)弧光對(duì)人的皮膚和眼睛同樣產(chǎn)生危害,導(dǎo)致皮膚老化等。還有焊接電流產(chǎn)生的磁場(chǎng)對(duì)人體也是有害的。 二、電弧光的參數(shù)和危害 2.1電弧光的參數(shù) 關(guān)于電弧光的參數(shù),可以從功率、溫度、電壓和光照強(qiáng)度幾個(gè)方面來(lái)分
2023-04-03 15:57:163297 
℃(不過(guò)這種低耐溫的CBB21電容已經(jīng)很少見),但CBB21在用到電路板上進(jìn)波峰焊焊接時(shí),測(cè)試也不能太高,不然很容易爆裂損壞,CBB21電容焊接溫度是多少?我們的建議
2021-12-10 09:56:56712 
根據(jù)形式不同,激光焊接可分為激光填絲焊、激光自熔焊、激光電弧復(fù)合焊等,其中激光電弧復(fù)合焊是一種新型、高效、優(yōu)質(zhì)、節(jié)能的激光焊接工藝。激光電弧復(fù)合焊(HLAW)是以激光和電弧作為雙重?zé)嵩矗纬杉す庖龑?dǎo)
2023-05-16 10:07:44666 
自動(dòng)匹配超聲波焊接電源發(fā)生器在超聲波焊接過(guò)程中,由于焊接負(fù)載和振動(dòng)系統(tǒng)溫度等的變化使系統(tǒng)固有頻率發(fā)生漂移,振幅脫離諧振狀態(tài).針對(duì)這一缺點(diǎn),采用數(shù)字信號(hào)處理DSP技術(shù)。 自動(dòng)匹配超聲波焊接電源發(fā)生器
2023-08-18 11:07:57234 
無(wú)錫金紅鷹氬弧焊接機(jī)器人采用良好的機(jī)械結(jié)構(gòu)和控制系統(tǒng),能夠?qū)崿F(xiàn)高精度的焊接操作。它可以準(zhǔn)確控制焊接電弧的位置、速度和功率,以實(shí)現(xiàn)焊縫的準(zhǔn)確焊接。
2023-09-04 09:32:47274 
過(guò)高的焊接電流:焊接電流過(guò)高會(huì)導(dǎo)致機(jī)器產(chǎn)生大量熱量,從而使溫度升高。這可能是因?yàn)?b class="flag-6" style="color: red">焊接電流設(shè)置過(guò)高或電流控制不準(zhǔn)確導(dǎo)致的。
2023-09-08 16:32:21227 
如果我們的印制板是按照GJB362B驗(yàn)收的,就可以排除PCB貨源的問(wèn)題。在組裝焊接中出現(xiàn)“白斑”的原因基本上是焊接溫度過(guò)高,例如軍品焊接無(wú)鉛BGA時(shí)峰值溫度要達(dá)到240℃,或手工焊接時(shí)實(shí)際焊接溫度過(guò)高,焊接時(shí)間過(guò)長(zhǎng),PCB的玻璃化轉(zhuǎn)化溫度過(guò)低等,需要引起我們的注意。
2023-10-07 11:25:082823 
揮著重要作用。本文將介紹一些常用的全自動(dòng)焊接技術(shù),以及它們?cè)诓煌I(lǐng)域中的應(yīng)用。 ? 電弧焊接: 電弧焊接是一種最常見的焊接方法,其中電流通過(guò)電極產(chǎn)生電弧,將工件加熱到熔化溫度,然后通過(guò)添加填充材料來(lái)連接工件。全自動(dòng)電弧焊
2023-10-09 14:02:49485 手機(jī)芯片焊接溫度是 150℃-250℃之間 。手機(jī)芯片焊接溫度是指在手機(jī)芯片生產(chǎn)過(guò)程中,將芯片與印制電路板(PCB)進(jìn)行連接的溫度環(huán)境。焊接溫度的控制對(duì)于芯片的正常工作和長(zhǎng)期穩(wěn)定性非常重要。在手
2023-12-01 16:49:561828 。 一、焊接準(zhǔn)備工作: 1. 焊接設(shè)備準(zhǔn)備:首先需要準(zhǔn)備好電弧焊設(shè)備,包括焊接電源、焊接電極、氣瓶等。 2. 檢查接地線材料:在焊接之前,需要檢查接地線的質(zhì)量和材料是否符合要求。確保接地線的銅包鋼材質(zhì)正常,無(wú)明顯缺陷。 3.
2023-12-20 10:27:20486 PCBA焊接電路中電烙鐵的使用方法的相關(guān)知識(shí)。
2023-12-26 10:27:55245 在焊接溫度傳感器的特點(diǎn): 一、能量高度集中,提高焊接效果 激光焊接機(jī)的最大特點(diǎn)就是能量高度集中。在焊接過(guò)程中,激光束的能量能夠被高度集中,使得焊接時(shí)的熱量更加集中,從而提高了焊接的效果。相比傳統(tǒng)的焊接方法,激光焊
2024-01-05 14:35:07111 
用于電弧焊和切割等工業(yè)應(yīng)用中。下面是低壓電弧的一些主要特點(diǎn): 穩(wěn)定性:低壓電弧相對(duì)穩(wěn)定,可以在較長(zhǎng)的時(shí)間內(nèi)保持持續(xù)工作狀態(tài)。這使得它非常適合需要連續(xù)工作的應(yīng)用,如焊接。 溫度控制:低壓電弧通常溫度較低,可以通過(guò)控制電流來(lái)實(shí)現(xiàn)
2024-02-27 11:03:01233 低壓電弧溫度可高達(dá)2300至3000攝氏度以上。 低壓電弧是一種在正常大氣壓下發(fā)生的電放電現(xiàn)象,通常由于電氣設(shè)備的故障或短路引起。當(dāng)電壓超過(guò)設(shè)備的額定值時(shí),電流會(huì)迅速增加,導(dǎo)致電弧的發(fā)生。電弧是電流
2024-02-27 11:04:51216 焊接電弧的溫度是指在焊接過(guò)程中產(chǎn)生的電弧的溫度。這種電弧是通過(guò)電流通過(guò)兩個(gè)電極(焊絲和焊件)之間的間隙產(chǎn)生的放電現(xiàn)象。焊接電弧的溫度非常高,可以達(dá)到數(shù)千攝氏度甚至更高,在焊接過(guò)程中發(fā)揮著關(guān)鍵作用
2024-02-27 11:07:11272 根據(jù)焊接工藝的不同,電弧焊可以分為多種不同的類型。 電弧焊是一種將兩個(gè)或更多金屬材料連接在一起的常見焊接方法。通過(guò)使用電弧產(chǎn)生高溫,將金屬材料熔化并形成焊接接頭。根據(jù)焊接工藝的不同,電弧焊可以進(jìn)一步
2024-02-27 11:09:09357 焊接電弧根據(jù)提供的電源特點(diǎn)不同可分為以下幾類: 直流電弧焊(DC):直流電弧焊是使用直流電源進(jìn)行焊接的一種方法。直流電弧焊可以細(xì)分為直流電弧熔化焊(Direct Current Arc
2024-02-27 11:16:46143 焊接電弧是一種利用電弧熱量將兩個(gè)或多個(gè)金屬工件連接在一起的焊接方法。電弧通過(guò)電流在極間引起的電離氣體形成,產(chǎn)生高溫和強(qiáng)光。根據(jù)其構(gòu)造,電弧可分為電源系統(tǒng)、焊槍系統(tǒng)和焊接工藝系統(tǒng)三個(gè)部分。 首先,電源
2024-02-27 11:21:27221 焊接電弧是指通過(guò)電流的作用產(chǎn)生的電弧來(lái)進(jìn)行金屬材料的焊接工藝。焊接電弧是利用電能將兩個(gè)工件加熱到熔化溫度并通過(guò)熔融狀態(tài)的金屬填充物或金屬本身的液態(tài)連接的過(guò)程。通過(guò)控制電弧的形成、維持和控制,可以實(shí)現(xiàn)
2024-02-27 11:23:05239 焊接電弧是通過(guò)電流引起的高溫電弧進(jìn)行焊接的一種技術(shù)。它是現(xiàn)代焊接工藝中最常用的方法之一,可以用于許多不同類型的金屬焊接,例如鋼鐵、鋁、鎳合金等。焊接電弧的產(chǎn)生和作用涉及到電流、電弧溫度、可熔焊
2024-02-27 11:24:57276 產(chǎn)生焊接電弧的必要條件主要包括以下三個(gè)方面:電源條件、電極條件和工件條件。 電源條件 焊接電弧的產(chǎn)生需要一定的電源條件,主要包括電源電壓和電流。在焊接中,我們通常使用直流電或交流電來(lái)產(chǎn)生電弧
2024-02-27 11:33:46235 焊接電源是指用來(lái)提供焊接過(guò)程中所需的電能和電壓的設(shè)備。它的特性決定了焊接質(zhì)量和效果,因此對(duì)于焊接工藝的選擇和控制起著至關(guān)重要的作用。以下是焊接電源的主要特性和其表征的內(nèi)容。 輸出電流特性:輸出電流
2024-02-27 11:38:11236
 電子發(fā)燒友App
電子發(fā)燒友App









 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論