的發(fā)生。在一些情況下,還可以通過后熱處理來進(jìn)一步減小焊接變形。后熱處理通常涉及將焊接后的工件再次加熱,并在特定溫度下保持一段時(shí)間,以釋放內(nèi)部應(yīng)力和減少變形。
適當(dāng)?shù)膴A具和定位:
使用適當(dāng)?shù)膴A具
2023-11-29 08:40:21
器件和印刷電路板。本文闡述了焊接裂紋產(chǎn)生的機(jī)理和防治措施。 焊接裂紋產(chǎn)生的機(jī)理 形成石英器件的陶瓷封裝之間的熱膨脹系數(shù)不同(下文稱為“封裝”)和印刷電路板。當(dāng)熱循環(huán)重復(fù)時(shí)熱膨脹系數(shù)導(dǎo)致負(fù)載作用在焊接
2021-03-15 12:02:01
焊接作為一個(gè)牽涉到電弧物理、傳熱、冶金和力學(xué)等各學(xué)科的復(fù)雜過程,其涉及到的傳熱過程、金屬的融化和凝固、冷卻時(shí)的相變、焊接應(yīng)力和變形等是企業(yè)制造部門和設(shè)計(jì)人員關(guān)心的重點(diǎn)問題,采用傳統(tǒng)的經(jīng)驗(yàn)方式對于厚
2019-08-06 08:49:55
專用應(yīng)力仿真軟件一樣來對應(yīng)力進(jìn)行仿真。應(yīng)力的產(chǎn)生可以追溯到一些設(shè)計(jì)特征,由于這些設(shè)計(jì)特征的存在,從而導(dǎo)致了后面的引力對焊點(diǎn)和器件的損傷。DFM軟件通過分析電路板設(shè)計(jì)中是否有這些設(shè)計(jì)特征,來識別應(yīng)力風(fēng)險(xiǎn)
2020-09-16 11:50:29
本帖最后由 pcbsun 于 2013-2-19 15:02 編輯
PCB和元器件在焊接過程中產(chǎn)生翹曲,由于應(yīng)力變形而產(chǎn)生虛焊、短路等缺陷。翹曲往往是由于PCB的上下部分溫度不平衡造成
2013-02-19 15:01:17
缺陷產(chǎn)生的原因,這樣才能有針對性的改進(jìn),從而提升PCB板的整體質(zhì)量。下面一起來看一下PCB板產(chǎn)生焊接缺陷的原因吧! 1、電路板孔的可焊性影響焊接質(zhì)量 電路板孔可焊性不好,將會產(chǎn)生虛焊缺陷,影響電路
2019-05-08 01:06:52
是Ridgetop-Group SJ-BIST. 有哪些因素可造成焊接連接失效呢? 常見失效原因: 1)應(yīng)力相關(guān)的失效--針對工作中的器件 對工作中的器件,造成焊接連接失效的主要因素是熱-機(jī)械應(yīng)力和震動應(yīng)力
2011-12-06 12:02:15
不同的工作原理,下面隨小編了解一下。 激光焊接應(yīng)用于塑料部件熔接的優(yōu)點(diǎn)包括:焊接精密、牢固和密封不透氣和不漏水,焊接過程中樹脂降解少、產(chǎn)生的碎屑少,制品的表面能夠在焊縫周圍嚴(yán)密地連接在一起。激光焊接
2018-09-06 09:45:34
和缺陷?? 安裝應(yīng)力?? 焊接應(yīng)力?? 溫度?? 電極幾何形狀和類型?? 片子的幾何形狀(外形、尺寸比)?? 激勵(lì)電平?? 外殼中的氣體(壓力、氣體種類)?? 干擾模?? 離子輻射
2008-11-24 14:42:50
Strain application: 應(yīng)力應(yīng)用 飛機(jī)機(jī)身內(nèi)的應(yīng)力測量 航空工業(yè)內(nèi)的應(yīng)力測量 渦輪發(fā)動機(jī)(推力軸承)上的應(yīng)力測試 汽車底盤/大梁的轉(zhuǎn)矩測量。 焊接自動裝置的負(fù)荷
2018-10-30 16:13:45
和塑料產(chǎn)品的應(yīng)力具有雙折射特性。也就是說,這類產(chǎn)品的應(yīng)力可以把偏光燈的每一種光線分為不同的組成單位,這些單位依次產(chǎn)生光學(xué)干涉現(xiàn)象即波紋圖案。 在白光燈下,這種圖案是由彩色波紋組成; 彩色的圖案是應(yīng)力作用產(chǎn)生
2013-03-20 11:32:02
,因此具有可焊接性。 激光焊接相比其它焊接方式具有速度快、效果好的特點(diǎn),所產(chǎn)生的機(jī)械應(yīng)力和熱應(yīng)力小,因此特別適合于鼠標(biāo)、移動電話、連接器件等加工精密的電子元器件,以及需要以更清潔的方式來熔接的復(fù)雜部件
2018-08-30 10:33:53
請教各位,我現(xiàn)在需要測量墻體的振動,墻體各部位的應(yīng)力大小和振動大小是否有線性關(guān)系?比如應(yīng)力越大的地方,振幅越小之類的
2015-05-06 15:01:40
隨著我國經(jīng)濟(jì)的騰飛,公路、大跨度橋梁、大壩等大型巖土建筑數(shù)量越來越多。而地質(zhì)因素、施工質(zhì)量、建筑老化等問題使巖土建筑的健康狀況的監(jiān)控變得日益迫切,當(dāng)今主流的檢測應(yīng)力方法多為人工定時(shí)持應(yīng)力監(jiān)測設(shè)備進(jìn)行實(shí)地測量,這就難免導(dǎo)致數(shù)據(jù)監(jiān)測的不及時(shí),并產(chǎn)生人為誤差。
2019-11-06 07:31:58
`1.焊接應(yīng)力與變形由于焊接過程是局部加熱,不可避免地產(chǎn)生內(nèi)應(yīng)力和變形。若加熱時(shí)產(chǎn)生較大拉伸應(yīng)力,會導(dǎo)致焊接裂紋或開裂。焊后的殘余應(yīng)力對結(jié)構(gòu)的強(qiáng)度、剛度、穩(wěn)定性以及尺寸精度都有較大的影響。2.焊接
2018-09-04 10:03:16
對于電子設(shè)備來說,特別是使用時(shí)間較長的電子設(shè)備來說,內(nèi)部的元件出現(xiàn)虛焊造成接觸不良現(xiàn)象是常見的故障之一,也是比較難于查找的故障。元件產(chǎn)生虛焊的常見原因有哪些? 1、焊錫本身質(zhì)量不良 如果同時(shí)
2017-03-08 21:48:26
關(guān)于影響電路板焊接缺陷的因素,深圳捷多邦科技有限公司王總有著自己的看法,他認(rèn)為主要有以下三個(gè)方面的原因: 1、電路板孔的可焊性影響焊接質(zhì)量 電路板孔可焊性不好,將會產(chǎn)生虛焊缺陷,影響電路中元
2018-09-12 15:29:56
的設(shè)計(jì)以及使用該設(shè)計(jì)的原因;采用哪一種措施以達(dá)到機(jī)械應(yīng)力的消除;共面性的問題是否得以解決;是否容易取得樣本板和測試報(bào)告。 選購時(shí),應(yīng)該提出以上所有的疑問,并基于實(shí)際情況作出決定,而非基于銷售人員所提供的陳述
2018-09-17 17:46:58
的情況, 這個(gè)問題也是可以解決的,它就是Ridgetop-Group SJ-BIST. 有哪些因素可造成焊接連接失效呢? 常見失效原因: 1)應(yīng)力相關(guān)的失效--針對工作中的器件 對工作中的器件,造成焊接
2012-10-11 15:10:32
造成電路板焊接缺陷的因素有以下三個(gè)方面的原因:1、電路板孔的可焊性影響焊接質(zhì)量電路板孔可焊性不好,將會產(chǎn)生虛焊缺陷,影響電路中元件的參數(shù),導(dǎo)致多層板元器件和內(nèi)層線導(dǎo)通不穩(wěn)定,引起整個(gè)電路功能失效
2018-03-11 09:28:49
可采用預(yù)熱等工藝措施。(3)鋁及鋁合金的線膨脹系數(shù)約為碳素鋼和低合金鋼的兩倍。鋁凝固時(shí)的體積收縮率較大,焊件的變形和應(yīng)力較大,因此,需采取預(yù)防焊接變形的措施。鋁焊接熔池凝固時(shí)容易產(chǎn)生縮孔、縮松、熱裂紋
2009-05-05 09:01:49
功率半導(dǎo)體器件應(yīng)用手冊——彎腳及焊接應(yīng)注意的問題本文將向您介紹大家最關(guān)心的有關(guān)TSE功率半導(dǎo)體器件封裝的兩個(gè)問題:一、 怎樣彎腳才能不影響器件的可靠性?二
2008-09-08 09:39:22 22
22 為了消除超大不銹鋼焊接底板的殘余應(yīng)力,研究了采用振動時(shí)效(VSR)的方法消除焊接殘余應(yīng)力。應(yīng)用JB / T5926 - 91標(biāo)準(zhǔn)對振動時(shí)效工藝進(jìn)行了定性的評價(jià)。通過對焊后和振動時(shí)效后底板
2010-01-26 14:58:125 殘余應(yīng)力是材料及其制品內(nèi)部存在的一種內(nèi)應(yīng)力。在焊接過程中產(chǎn)生的殘余應(yīng)力對焊接結(jié)構(gòu)的脆性斷裂、疲勞斷裂、失穩(wěn)破壞及應(yīng)力腐蝕破壞均有很大的影響,因此測定結(jié)構(gòu)件焊縫
2010-01-26 15:31:3914 采用有限元法對相同溫度場的焊縫與母材強(qiáng)度和線膨脹系數(shù)匹配影響焊接殘余應(yīng)力的規(guī)律進(jìn)行了數(shù)值模擬。計(jì)算結(jié)果表明:等強(qiáng)等脹匹配的焊縫區(qū)縱向殘余拉應(yīng)力水平高達(dá)母材的屈
2010-01-26 15:48:5810 磁記憶檢測技術(shù)在鍋爐壓力容器焊接殘余應(yīng)力測量中的應(yīng)用分析
針對目前焊接殘余應(yīng)力常用的幾種無損測量方法進(jìn)行了簡單介紹和比較。提出了一種新的無
2010-03-20 13:54:0915 PCB板焊接缺陷產(chǎn)生的原因及解決措施
回顧近年來電子工業(yè)工藝發(fā)展歷程,可以注意到一個(gè)很明顯的趨勢就是回流焊技術(shù)。原則
2009-11-17 08:53:55 954
954 焊接接頭系數(shù)是指對接焊接接頭強(qiáng)度與母材強(qiáng)度之比值。用以反映由于焊接材料、焊接缺陷和焊接殘余應(yīng)力等因素使焊接接頭強(qiáng)度被削弱的程度,是焊接接頭力學(xué)性能的綜合反映。
2011-11-30 14:09:503633 
焊接是通過加熱、加壓,或兩者并用,使同性或異性兩工件產(chǎn)生原子間結(jié)合的加工工藝和聯(lián)接方式。焊接應(yīng)用廣泛,既可用于金屬,也可用于非金屬。
2011-12-06 10:31:420 焊接作為現(xiàn)代制造業(yè)必不可少的工藝,在材料加工領(lǐng)域一直占有重要地位。焊接是一個(gè)涉及到電弧物理、傳熱、冶金和力學(xué)等各學(xué)科的復(fù)雜過程,其涉及到的傳熱過程、金屬的融化和凝固、冷卻時(shí)的相變、焊接應(yīng)力和變形等是企業(yè)制造部門和設(shè)計(jì)人員關(guān)心的重點(diǎn)問題。
2018-05-24 16:15:0022455 
在風(fēng)力發(fā)電塔架制造過程中,焊接是非常重要的一道工序,焊接質(zhì)量的好壞直接影響了塔架生產(chǎn)質(zhì)量,因此了解焊縫缺陷產(chǎn)生的原因以及各種防治措施是相當(dāng)有必要的。
2018-05-30 09:53:413565 TI Precision Labs電氣過應(yīng)力-1
2018-08-13 02:07:007305 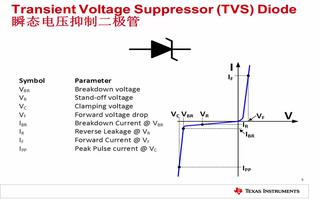
激光焊接應(yīng)用于塑料部件熔接的優(yōu)點(diǎn)包括:焊接精密、牢固和密封不透氣和不漏水,焊接過程中樹脂降解少、產(chǎn)生的碎屑少,制品的表面能夠在焊縫周圍嚴(yán)密地連接在一起。激光焊接沒有殘?jiān)膬?yōu)點(diǎn),使它更適用于國家食品藥品監(jiān)督管理局管制的醫(yī)藥制品及電子傳感器等。
2018-10-19 08:08:0026772 局部應(yīng)力:局部應(yīng)力包含了由幾何缺口產(chǎn)生的峰值應(yīng)力。在可以定義參考截面的情況下,可以通過采用名義應(yīng)力乘以應(yīng)力集中因子的方法計(jì)算局部應(yīng)力。然而,局部應(yīng)力法通常采用能反映構(gòu)件真實(shí)幾何形狀的實(shí)體模型利用有限元方法計(jì)算得到。局部應(yīng)力法適用于所有構(gòu)件。局部應(yīng)力說明如下,參見FKM規(guī)范Figure0.3-3:
2019-03-12 11:37:255884 
焊接是大型安裝工程建設(shè)中的一項(xiàng)關(guān)鍵工作,其質(zhì)量的好壞、效率的高低直接影響工程的安全運(yùn)行和制造工期。由于技術(shù)工人的水準(zhǔn)不同,焊接工藝良莠不齊,容易存在很多的缺陷。現(xiàn)整理缺陷的種類及成因,以減少或防止焊接缺陷的產(chǎn)生,提高工程完成的質(zhì)量。
2019-05-10 11:15:0012672 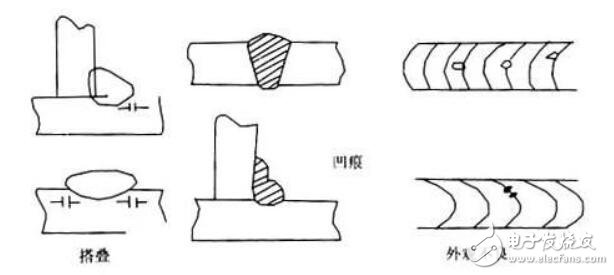
焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產(chǎn)生應(yīng)力集中,引起裂紋;降低疲勞強(qiáng)度,易引起焊件破裂導(dǎo)致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2423143 通常是焊縫金屬中硫含量過高,焊接應(yīng)力過大,火焰能率小,焊縫熔合不良等。
2019-07-05 17:22:522918 焊接裂紋是焊接件中最常見的一種嚴(yán)重缺陷。在焊接應(yīng)力及其他致脆因素共同作用下,焊接接頭中局部地區(qū)的金屬原子結(jié)合力遭到破壞而形成的新界面所產(chǎn)生的縫隙。
2019-10-25 10:14:069851 未焊透的危害之一是減少了焊縫的有效截面積,使接頭強(qiáng)度下降。其次,未焊透焊透引起的應(yīng)力集中所造成的危害,比強(qiáng)度下降的危害大得多。未焊透嚴(yán)重降低焊縫的疲勞強(qiáng)度。
2019-10-25 10:41:0621256 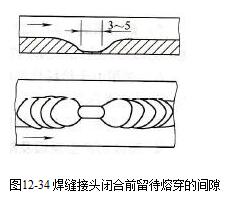
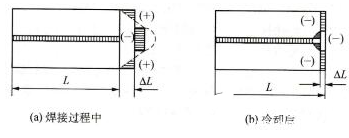
在焊接過程中對焊件進(jìn)行了局部的、不均勻的加熱是產(chǎn)生焊接應(yīng)力及變形的原因。焊接時(shí)焊縫和焊縫附近受熱區(qū)的金屬發(fā)生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區(qū)域內(nèi)就發(fā)生壓縮應(yīng)力和塑性收縮變形,產(chǎn)生了不同程度的橫向和縱向收縮。由于這兩個(gè)方向的收縮,造成了焊接結(jié)構(gòu)的各種變形。
2019-11-15 15:03:4119085 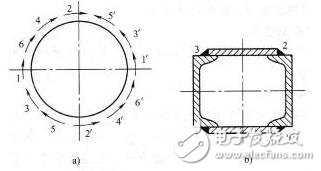
薄板焊接變形的質(zhì)量控制在于鋼板切割、裝夾、點(diǎn)固焊、施焊、焊后處理;其中還要考慮所采用的焊接方法、有效的控制變形等措施。
2019-12-27 10:08:338013 面積較大,接縫較多,注意焊接順序,原則從中間焊縫向外焊接,讓變形向外擴(kuò)展。不要產(chǎn)生過大的拘束應(yīng)力。
2019-12-27 10:59:144489 焊接應(yīng)力,是焊接構(gòu)件由于焊接而產(chǎn)生的應(yīng)力。焊接過程中焊件中產(chǎn)生的內(nèi)應(yīng)力和焊接熱過程引起的焊件的形狀和尺寸變化。
2020-02-04 15:01:132454 在焊接時(shí),不同的焊接熱循環(huán)的作用引起局部金屬的金相組織發(fā)生轉(zhuǎn)變,隨著金相組織發(fā)生變化而出現(xiàn)體積變化,當(dāng)這種體積變化受到阻礙便產(chǎn)生了應(yīng)力。
2020-02-04 15:25:3215038 
選擇合理的焊接順序和方向確定焊接順序應(yīng)盡量使焊縫能比較自由地收縮,先焊收縮量較大的焊縫,從而使焊接殘余應(yīng)力減小。
2020-02-04 15:33:0911653 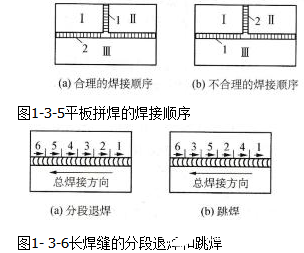
將焊件整體放入加熱爐中,加熱至-一定溫度,碳鋼加熱到600--650“C,奧氏體不銹鋼加熱到850”C以上,保溫一-定時(shí)間(一般每毫米厚5分鐘,不少于--小時(shí)),然后在空氣中緩慢冷卻。此法可消除焊接應(yīng)力的80--90%。
2020-02-04 15:39:0417260 焊接殘余應(yīng)力是指焊接件在焊接熱過程中因變形受到約束而產(chǎn)生的殘留在焊接結(jié)構(gòu)中的內(nèi)應(yīng)力。
2020-02-04 15:51:157421 
對結(jié)構(gòu)剛度的影響當(dāng)外載產(chǎn)生的應(yīng)力與結(jié)構(gòu)中某區(qū)域的殘余應(yīng)力疊加之和達(dá)到屈服點(diǎn)時(shí),這一區(qū)域的材料就會產(chǎn)生局部塑性變形,喪失了進(jìn)一步承受外載的能力,造成結(jié)構(gòu)的有效截面積減小,結(jié)構(gòu)的剛度也隨之降低。
2020-02-04 16:14:314611 焊接殘余應(yīng)力是構(gòu)件還未承受荷載而早已存在構(gòu)件截面上的初應(yīng)力,在構(gòu)件服役過程中,和其他所受荷載引起的工作應(yīng)力相互疊加,使其產(chǎn)生二次變形和殘余應(yīng)力的重新分布。
2020-02-04 16:21:114468 熱處理法是利用材料在高溫下屈服點(diǎn)下降和蠕變現(xiàn)象來達(dá)到松馳焊接殘余應(yīng)力的目的,同時(shí)熱處理還可以改善接頭的性能。
2020-02-04 16:39:1310550 再熱裂紋是指一些含有釩、鉻、鉬、硼等合金元素的低合金高強(qiáng)度鋼、耐熱鋼的焊接接頭,在加熱過程中(如消除應(yīng)力退火、多層多道焊及高溫工作等),發(fā)生在熱影響區(qū)的粗晶區(qū),沿原奧氏體晶界開裂的裂紋,也有稱其為消除應(yīng)力退火裂紋(SR裂紋)。
2020-02-05 07:36:112899 回流焊接中我們常見的焊接缺陷有以下六種現(xiàn)象,下面和大家分析一下這六大回流焊接缺陷產(chǎn)生原因及預(yù)防。
2020-04-01 11:35:308849 為提高和保證電子線路的高質(zhì)量焊接,防止電路焊接中假焊和虛焊的產(chǎn)生,所以正確操作使用電烙鐵和合理選用焊錫和助焊劑是關(guān)健。
2020-07-19 10:35:505497 通常情況下,焊接機(jī)器人產(chǎn)生焊接變形的基本形式有:收縮變形、角變形、彎曲變形、波浪變形和扭曲變形等等。在焊接機(jī)器人從事焊接生產(chǎn)過程中,對焊件進(jìn)行不均勻加熱和冷卻是產(chǎn)生焊接應(yīng)力和變形的根本原因。
2020-10-12 14:14:292740 Coherent相干公司(納斯達(dá)克:COHR)與II‐VI 高意集團(tuán)(納斯達(dá)克:IIVI)近日正式宣布已簽訂供貨協(xié)議,將攜手共進(jìn),為汽車行業(yè)的焊接應(yīng)用提供更高效的工藝開發(fā)和更精簡的生產(chǎn)服務(wù)
2020-12-18 14:21:562161 激光焊接技術(shù)能夠滿足紐扣電池的加工技術(shù)多樣性,例如異種材料(不銹鋼、鋁合金、鎳等)焊接、不規(guī)則的焊接軌跡、優(yōu)秀的焊接外觀,牢固的焊縫、更細(xì)致的焊接點(diǎn)以及更精準(zhǔn)的定位焊接區(qū)域等。不僅如此,激光焊接還能使產(chǎn)品的一致性高并且降低對電池的傷害性,避免原料的浪費(fèi)。
2020-12-25 20:05:31912 自動焊接機(jī)器人在進(jìn)行焊接過程中,由于人員的誤操作以及設(shè)備老化等情況,會出現(xiàn)焊點(diǎn)飛濺,為了保證焊接質(zhì)量的穩(wěn)定性,需要采取預(yù)防措施,減少焊點(diǎn)飛濺等焊接缺陷,帶您了解。
2021-07-08 17:06:315150 焊接機(jī)器人是用于焊接作業(yè)的自動化機(jī)械設(shè)備,在工程機(jī)械制造、汽車制造、五金建材、煤礦、冶金等領(lǐng)域中應(yīng)用廣泛,可焊材質(zhì)包括不銹鋼、鋁合金、鎂及鎂合金、碳鋼、鐵、錫等,可根據(jù)客戶需求定制合適的焊接方案,焊接機(jī)器人對于鋁合金的焊接應(yīng)用較廣,帶您了解。
2021-07-13 16:59:541488 如何檢驗(yàn)焊接機(jī)器人焊接質(zhì)量?焊接機(jī)器人是用于焊接作業(yè)的自動化機(jī)械設(shè)備,在焊接應(yīng)用中,能夠提升焊接效率,明確產(chǎn)品的生產(chǎn)周期,在提高焊接速度的情況下穩(wěn)定焊接質(zhì)量,我們都說焊接機(jī)器人的焊接質(zhì)量好,判定
2021-12-09 17:06:201694 表面熱處理強(qiáng)化包括表面感應(yīng)淬火、滲碳、滲氮和復(fù)合處理等,可得到軟(高韌性)的心部、硬的表層,在表層還存在殘余壓應(yīng)力,由此降低應(yīng)力集中的影響。
2022-04-21 10:09:571540 焊接件焊接應(yīng)力如何消除?消除焊接應(yīng)力的方法消除焊接應(yīng)力的方法主要有:熱處理法、機(jī)械法、振動法和自然時(shí)效。焊后熱處理(退火)是消除殘余應(yīng)力的有效方法,也是廣泛采用的方法。它可分為整體熱處理和局部熱處理。最簡單的辦法是時(shí)效處理。
2022-07-14 11:59:231 微型揚(yáng)聲器粘接應(yīng)用中UV膠水逐漸取代溶劑膠水的原因
2022-07-15 13:23:571009 預(yù)熱是焊接珠光體耐熱鋼焊接冷裂紋和消除應(yīng)力的重要工藝措施,為了確保焊接質(zhì)量,不論是點(diǎn)固焊或焊接過程中,都應(yīng)預(yù)熱并保持一定的溫度范圍。
2022-07-26 15:05:521004 焊縫熔化區(qū)與熱影響區(qū)組織演化;激光焊接接頭缺陷的形成、焊接殘余應(yīng)力與變形產(chǎn)生等。下面介紹激光焊接機(jī)在焊接不同金屬材料的工藝。
2022-09-02 10:20:291439 焊接熱應(yīng)力導(dǎo)致的焊點(diǎn)開裂,一般具有非常鮮明的分布特征和斷裂特征斷點(diǎn)均勻分布在四角或斜對角且從 IMC層斷開,而機(jī)械應(yīng)力導(dǎo)致的開裂焊點(diǎn)則一般為非對稱分布。
2022-09-02 10:33:591732 自20世紀(jì)60年代起,激光激光技術(shù)完成了飛躍式發(fā)展,激光錫球焊接機(jī)應(yīng)用已普遍,涉及各個(gè)工業(yè)領(lǐng)域,形成了十幾種應(yīng)用工藝,因其可實(shí)現(xiàn)局部加熱,元件不易產(chǎn)生熱效應(yīng),重復(fù)操作穩(wěn)定性佳,加工靈活性好,易實(shí)現(xiàn)
2022-10-19 09:41:11902 
過程中材料的不均勻受熱、板厚方向的熱梯度、材料的局部非協(xié)調(diào)塑性應(yīng)變以及焊接殘余應(yīng)力的作用是產(chǎn)生各種焊接變形的根本原因。預(yù)防焊接變形的方法有以下幾種。
2022-11-25 11:22:264141 這些文章介紹了焊接接頭疲勞行為相對于傳統(tǒng)材料疲勞行為的特殊性,利用名義應(yīng)力和結(jié)構(gòu)應(yīng)力方法評估焊接接頭疲勞壽命的共性與區(qū)別,并且通過具體實(shí)例介紹了利用二維有限元模型計(jì)算結(jié)構(gòu)應(yīng)力的具體方法及預(yù)測壽命與實(shí)驗(yàn)壽命的對比。
2022-12-08 09:29:441594 如今,在越來越多的工業(yè)應(yīng)用中,激光器已被視為一種用于直接將塑料/復(fù)合材料與金屬進(jìn)行焊接的替代解決方案,這種非接觸式的加工手段提供了最高的工藝靈活性。近年來隨著自動化進(jìn)程的推進(jìn),傳統(tǒng)的手工焊錫工藝被機(jī)器所取代,其中就包括手機(jī)內(nèi)部的精密電子零部件、天線等,用錫膏激光焊接機(jī)進(jìn)行焊接。
2022-12-08 11:31:27374 此外,由于焊接產(chǎn)生的高殘余應(yīng)力,在最終加工之前,維修總是需要焊接后熱處理(PWHT),這可以緩解殘余應(yīng)力,從而最大限度地減少加工操作期間的軸運(yùn)動(扭曲)。
2022-12-27 11:04:16528 焊接機(jī)器人為何會出現(xiàn)焊偏,如何進(jìn)行解決?焊接機(jī)器人出現(xiàn)焊偏存在多種原因,小編帶您了解產(chǎn)生焊偏的原因以及解決方法。
2023-03-06 13:05:03881 由于激光焊接熱影響區(qū)小、加熱集中迅速、熱應(yīng)力低,因而在集成電路和半導(dǎo)體器件殼體的封裝中,在焊接精密微元件顯示出獨(dú)特的優(yōu)越性,下面介紹激光焊接技術(shù)在焊接精密微元件的工藝優(yōu)點(diǎn)。
2023-04-25 14:11:40396 二強(qiáng)玻璃應(yīng)力儀SLP-2000是一種利用光彈性力學(xué)原理,測量應(yīng)力變化的光彈性應(yīng)力分析計(jì),可用于測量化學(xué)強(qiáng)化玻璃的強(qiáng)化深度與內(nèi)部應(yīng)力分布。對于表面有鉀離子層的產(chǎn)品,可以使用PMC軟件與應(yīng)力計(jì)測量的表面應(yīng)力值數(shù)據(jù)相結(jié)合,準(zhǔn)確分析判斷玻璃內(nèi)部應(yīng)力分布。
2023-05-23 10:30:57372 
鎂合金常見的焊接工藝有熔化焊和固相焊兩大類。熔化焊主要有鎢極氬弧焊、熔化極氬弧焊、電子束焊、激光焊等方法,固相焊主要是攪拌摩擦焊。其中,攪拌摩擦焊憑借焊前準(zhǔn)備工作少、無需保護(hù)氣體和焊材、可實(shí)現(xiàn)全位置焊接、焊件力學(xué)性能好、焊后應(yīng)力變形小等優(yōu)點(diǎn)已成為優(yōu)先考慮的焊接方法。
2023-05-29 11:19:49573 
在焊縫或近縫區(qū),由于焊接的影響,材料的原子結(jié)合遭到破壞,形成新的界面而產(chǎn)生的縫隙稱為焊接裂縫,它具有缺口尖銳和長寬比大的特征。按產(chǎn)生時(shí)的溫度和時(shí)間的不同,裂紋可分為:熱裂紋、冷裂紋、應(yīng)力腐蝕裂紋和層狀撕裂。
2023-06-05 09:45:432188 
高功率激光深熔焊接銅合金時(shí),氣孔問題可能是由于以下原因導(dǎo)致的:1. 氣體污染:焊接區(qū)域周圍存在氧化物、油脂、水分等雜質(zhì),這些雜質(zhì)在焊接過程中會產(chǎn)生氣體,導(dǎo)致氣孔的產(chǎn)生。 2. 焊接參數(shù)不合適:焊接
2023-06-13 19:16:505663 。與傳統(tǒng)的焊接方法相比,激光焊在能量密度、精度、焊縫深寬比、適應(yīng)性、可達(dá)性等方面優(yōu)勢明顯。能量密度高加熱速度快,熱影響區(qū)域小,焊接應(yīng)力和形變小,易于實(shí)現(xiàn)深熔焊和高速焊,
2022-02-08 18:03:28489 
“近年來,協(xié)作機(jī)器人的應(yīng)用領(lǐng)域不斷滲透和延伸,尤其是工業(yè)領(lǐng)域的應(yīng)用。海默協(xié)作機(jī)器人本身具有安全、易用、柔性的特點(diǎn),針對工藝路徑復(fù)雜、點(diǎn)位排列要求高的焊接應(yīng)用,海默機(jī)器人提出了完整的針對焊接的協(xié)作
2021-12-31 16:34:10483 
鐳拓激光科普手持式激光焊接應(yīng)該怎么選擇編輯:鐳拓激光在工業(yè)領(lǐng)域,特別是制造業(yè)中,焊接是一項(xiàng)至關(guān)重要的技術(shù)。而手持式激光焊接機(jī)作為一種新型的焊接設(shè)備,近年來受到了越來越多的關(guān)注。但是,如何選擇一款適合
2023-06-16 11:32:45338 
預(yù)防和減少焊接變形的方法必須考慮焊接工藝設(shè)計(jì)以及在焊接時(shí)克服冷熱循環(huán)的變化。收縮無法消除,但可以控制。減少收縮變形的途徑有以下幾方面。
2023-06-25 16:49:41916 
焊接使用傳統(tǒng)焊接難以焊接的材料,如結(jié)構(gòu)鋼,鋁,銅等金屬,且能夠焊接各種形式的焊縫。下面介紹激光焊接技術(shù)在精密焊接應(yīng)用的特點(diǎn)。
2023-07-20 15:27:02287 超聲波金屬焊接設(shè)備的初始投資相對于其他焊接工藝(例如電阻焊、壓接以及機(jī)械連接)較高,但低于激光焊接設(shè)備。那么,為什么這項(xiàng)技術(shù)主導(dǎo)了線束制造,并成為電動汽車、混合動力汽車電池和配電系統(tǒng)的必需品呢?
2023-07-25 10:01:22321 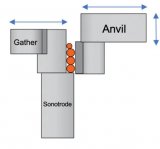
由于新能源電動汽車的快速發(fā)展,鋰離子電池需求也不斷增加,對銅箔和鋁箔的超聲波焊接應(yīng)用顯著增加。
2023-07-27 11:47:502309 
焊接接頭系數(shù)Φ是指對接焊接接頭強(qiáng)度與母材強(qiáng)度之比值,用以反映由于焊接缺陷和焊接殘余應(yīng)力等因素使焊接接頭強(qiáng)度被削弱的程度,是焊接接頭力學(xué)性能的綜合反映。
2023-08-08 11:49:581863 焊接機(jī)器人常見故障的原因以及相應(yīng)的解決措施。 電源問題: 故障原因:焊接機(jī)器人所需的電源電壓不穩(wěn)定或電源線路存在問題,會導(dǎo)致焊接過程中的電流波動,影響焊縫的質(zhì)量。 解決措施:首先,檢查焊接機(jī)器人的電源供應(yīng)是否穩(wěn)
2023-08-08 14:23:581004 
焊接殘余應(yīng)力是由于焊接引起焊件不均勻的溫度分布,焊縫金屬的熱脹冷縮等原因造成的,所以伴隨焊接施工必然會產(chǎn)生殘余應(yīng)力。
2023-09-09 14:57:56536 創(chuàng)想焊縫跟蹤系統(tǒng)通過視覺識別技術(shù),能夠?qū)崟r(shí)捕捉焊縫的位置和形狀,確保焊接的精確性和一致性。這大大減少了焊接中的人為誤差,提高了焊接質(zhì)量。 2.自動化焊接 系統(tǒng)能夠與自動化機(jī)器人(如埃夫特機(jī)器人、安川機(jī)器人、發(fā)那科機(jī)器
2023-10-20 14:42:27178 我司專業(yè)針對PCB電路板開發(fā)設(shè)計(jì)的TSK、DL系列應(yīng)力測試儀 。可實(shí)時(shí)監(jiān)測PCB板各個(gè)工序應(yīng)力應(yīng)變變化,為廣大PCB廠家排除電路板生產(chǎn)過程的應(yīng)力故障。測試工序包括:分板應(yīng)力、插件應(yīng)力、貼片應(yīng)力、焊錫應(yīng)力、點(diǎn)膠應(yīng)力、組裝應(yīng)力、ICT應(yīng)力、FCT應(yīng)力、跌落應(yīng)力、震蕩應(yīng)力、堆疊應(yīng)力等。
2023-10-30 14:37:32894 
重新組合的過程。 一、焊接殘余應(yīng)力產(chǎn)生的機(jī)理 在焊接過程中,隨著高溫焊接熱源的移動,工件受熱極不均勻,焊縫區(qū)以及附近區(qū)域溫度極高,焊接母材甚至?xí)l(fā)生熔融現(xiàn)象,距離焊縫較遠(yuǎn)的區(qū)域,溫度隨距離的增加而出現(xiàn)梯度性下
2023-12-14 15:55:08128 
一站式PCBA智造廠家今天為大家講講PCBA焊接不良現(xiàn)象中假焊產(chǎn)生的原因和危害有哪些?解決假焊問題的方法。
2023-12-25 09:34:03244 當(dāng)焊接PCB上的大銅排時(shí),由于熱量不均勻或其他因素,可能導(dǎo)致銅排和周圍材料的熱膨脹系數(shù)不一致,從而造成焊接區(qū)域局部熱脹冷縮。這種不均勻的熱膨脹和冷縮過程可能導(dǎo)致板材局部形成機(jī)械應(yīng)力,最終引起 PCB 的翹曲或變形。
2024-01-05 10:03:00383 焊(MIG焊)和熔化極活性氣體保護(hù)電弧焊(MAG焊)以及激光焊接。 壹晨激光手持焊機(jī) 激光焊接技術(shù)作為光機(jī)電一體化的先進(jìn)焊接技術(shù),與傳統(tǒng)的汽車車身焊接技術(shù)相比,具有能量密度高、焊接速度快、焊接應(yīng)力和變形小、柔性好等優(yōu)勢。 汽車
2024-03-22 09:37:0633 
 電子發(fā)燒友App
電子發(fā)燒友App














 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論