 電子發燒友App
電子發燒友App


什么是與小批量產品相匹配的加工件?
加工件對于機械和生產設備的設計者來說是一個非常重要的因素。不僅與整體上的功能和性能相關,還與成本有很大關系。
大家在為FA設備等小批量產品設計零件時,是否在設計時考慮了制造工序?
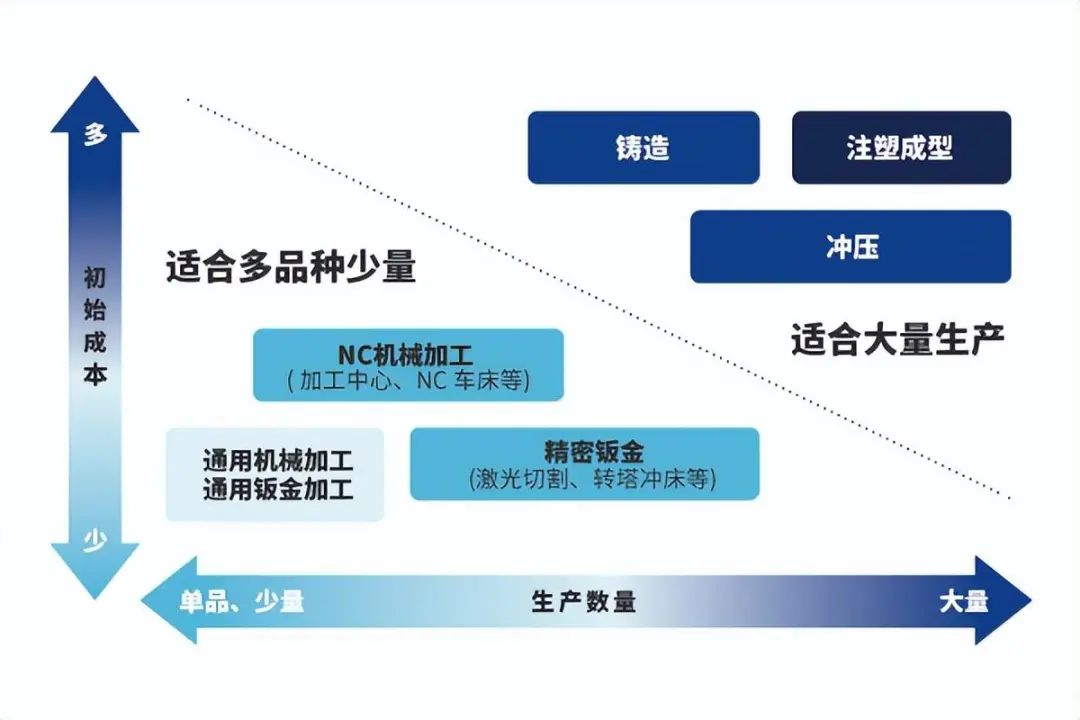
對于大量生產的產品而言,雖然單個產品的成本降低,但模具成本等初始成本巨大。另一方面,FA設備是小批量生產,因此需要選擇初始成本低的生產方式。 適合小批量生產的制造方法例如包括以機加工為代表的機加工、激光切割等鈑金加工、焊接等。
尤其是FA設備上的裝置零件,多采用以下加工方法。
機加工機械零件、有強度、剛度和精度要求的零件、制罐加工品的二次加工
鈑金加工蓋、殼體等薄板零件、幾乎不要求強度、剛度和精度的零件
焊接加工由角材與管材等組合而成的制罐加工零件(框架、骨架等)
首先,聚焦主要的機加工。 機械零件制作的有力伙伴!機加工 雖然簡單來說都叫機加工,但卻有各種方法。機加工基本上是從基材上去除不需要的部分以實現所需形狀的加工。這種加工也稱為去除加工。主要的機加工方法如下。 銑削類(機加工)
是通過固定材料并使旋轉刀具與之切削來去除不需要的部分的加工。也叫機加工,可以說是機加工的主角之一。
刀具稱為立銑刀,根據用途來選擇和使用不同的形狀、尺寸。它是一種通用性很高的加工方法,例如鉆孔、切削表面和加工凹槽。
主要的機械設備:通用銑床、數控銑床、加工中心、五面加工中心
車床類(車削加工)
它是將材料(主要是圓形材料)旋轉,然后將刀具推壓在其上以去除不需要的部分的加工。也叫車削加工,可以說是機加工的另一個主角。 與固定材料并將旋轉的刀具與其接觸的機加工不同,車削加工是使材料旋轉,并將被稱為切削刀的刀具與接觸。因此能夠進行車削加工的形狀一定是同軸圓柱或圓筒形狀。
與機加工相比,其特點在于能夠快速、整齊地加工同軸形狀。常用于加工高精度的圓柱和圓筒形狀,例如軸、桿等。
另外,葉輪等在車削加工后換到加工中心上再進行機加工的情況也是常見的加工工藝。 主要機械設備:通用車床、數控車床、復合車床、車削中心、自動車床
放電類
這是將通電的電極(由銅或石墨制成)或電線靠近材料以產生電弧放電從而熔化、去除材料的加工。其具有無論材料有多堅硬只要是導電的材料都能夠加工的優點,例如也可以加工使用銑床無法實現的清角、清底的加工。
有用線電極去除輪廓的電火花線切割加工、能夠通過接觸對稱形狀的電極實現各種形狀的電火花成型加工等。電火花成型加工多用于模具制作等。 主要機械設備:電火花線切割加工機、電火花成型加工機 磨削類
是通過接觸旋轉的磨石,對材料表面進行精密精加工的加工。用于需要精密精加工的部位,例如零件之間的接合面等。
除了加工精密平面外,還有精加工圓柱形狀的外側和孔的內徑的磨削加工。
主要機械設備:平面磨床、外圓磨床、坐標磨床、珩磨機
平面磨床
首先,我們來解釋一下銑削式切削工藝,它也是機加工中的主角。
這種加工方法適用于加工底板和外殼等板狀和塊狀零件。可以說是FA設備等的加工零件的主要加工方法。 讓我們構建一個對機加工現場的印象! 機加工是將材料固定在設備的工作臺上,然后將高速旋轉的刀具(立銑刀)抵靠在材料上以切削掉不需要的部分的加工。主要是能夠切削表面、切削輪廓、開孔、開槽、切削出曲面。
并且因為它是一種非常通用的加工方法,所以能夠通過更換適合每種加工方法的刀具進行加工。 由加工者手動更換刀具并手動操作的是通用銑床,而能夠對被操作的部分進行數控控制(Numerical Control:數控)的是數控銑床。數控是指能根據程序自動旋轉和移動主軸、移動工作臺的功能。 此外,配備有ATC(Automatic Tool Changer:自動換刀裝置)的稱為加工中心。由于加工時會自動更換多個刀具,因此只要組裝上材料啟動程序,就能對材料一次實施各種加工。
下圖是目前主流的通用加工中心的構成。
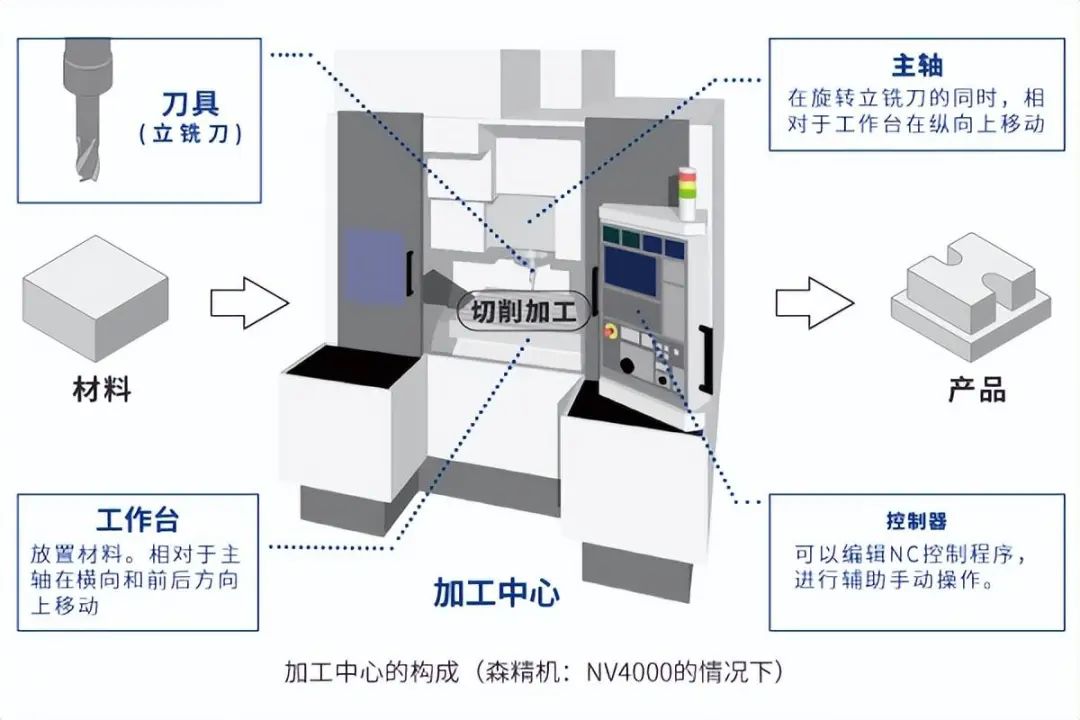
加工中心的構成(森精機:NV4000的情況下) 將材料(主要是塊料)放在工作臺上,固定好,安裝刀具,設置材料原點,然后輸入加工程序。之后,主軸和工作臺按照程序,通過進行機加工,實現所需的產品形狀。
加工用程序稱為 NC 程序。過去的方法似乎是在紙帶上輸出并由機器讀取紙帶。現在程序的創建主要有以下兩種方式。 ① 直接在控制器輸入程序 ② 使用名為 CAM 的 PC 應用程序創建數據并將其傳輸到控制器。 對于簡單的形狀,可以以①的方式輸入程序,對于復雜的形狀,則采用②的方法。 機加工能夠制作的物品 那么機加工能夠制作的物品會是什么形狀呢?在這里,我們先介紹一下典型的零件例,以便您可以有一個印象。 1?2軸加工品 最容易制造的零件是可以通過從一個方向打孔或切割而制成的形狀。像孔加工那樣僅在一個軸向上進行加工、在相同高度上加工輪廓、開槽等平面加工都是較為簡單的加工。
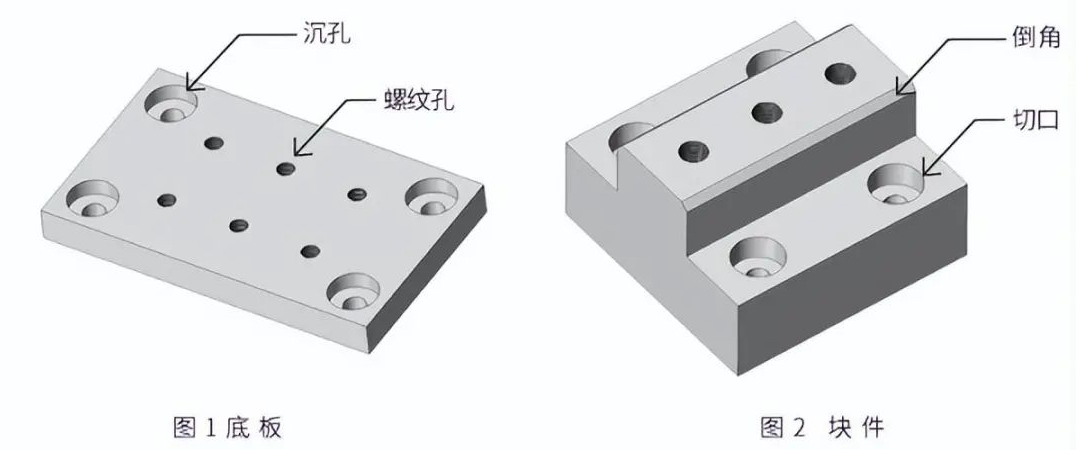
如下例所示,在平面上僅打螺絲孔或鉆孔的底板或者局部有切口或倒角的塊件等都是典型加工。除了孔和切口外,還可以加工輪廓和凹槽。
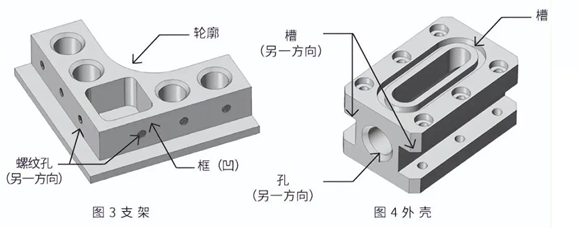
多面加工品 這是將上圖零件不僅從一個方向而從多個方向實施加工而成的加工品。如圖 3 所示,除了從一個方向進行輪廓形狀加工、孔加工、槽加工和切口加工外,還從橫向進行孔加工。
圖 4 所示從橫向進行槽加工和從另一個方向進行孔加工的例子。在這種加工中,將材料翻轉,改變其方向,在各方向上加工形狀。
從一個方向進行加工后,會將材料翻轉并再次固定,這種工作也稱為“工件換裝”。
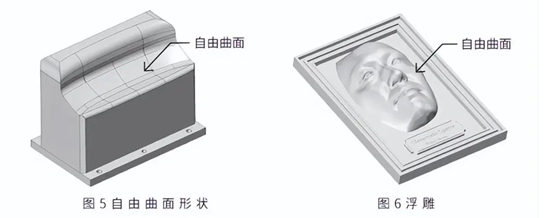
3軸加工 3 軸加工是一種即使從一個方向加工也能切削光滑的曲面(自由曲面等)的方法。沿著頂端圓形的球頭立銑刀的曲面移動,對其進行精加工。不僅可以加工圖 5 所示的具有自由曲面的零件,還可以加工圖 6 所示的掃描人和動物而成的曲面。
由于需要同時沿曲面 3 維移動主軸,因此請使用支持 3D加工的CAM(Computer Aided anufacturing:計算機輔助制造)的專用應用程序創建 NC 程序。注塑成型模具零件的機加工經常使用此種加工方法。
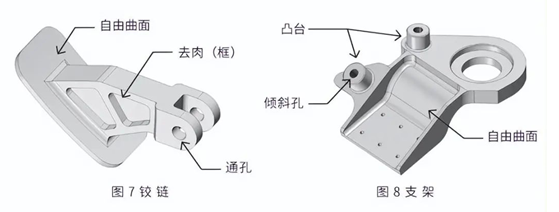
多軸加工品 不是塊狀而是整體形狀復雜的零件也可以加工。通過在各個方向上重新固定材料并使用5 軸加工機,能夠制造多面復雜的形狀。這種加工方法常用于航空零件等。
圖 7 和圖 8 是典型的航空零件的形狀(示意圖)。其特征在于,自由曲面和孔加工等組合、具有凸起、整體減薄形狀等復雜的薄壁結構較多。
多軸同步加工 在最新的 5 軸加工機和復合加工機中,有些形狀只能通過一邊與刀具運動同步地旋轉材料一邊進行加工才能完成。典型的形狀是圖9所示的被稱為轉子葉片的形狀( 4 軸同步)和圖10所示的葉輪那樣的形狀(5 軸同步)。
對于像這樣不能僅從固定的材料方向進行加工的復雜形狀加工,機加工具有優勢。

機加工可以實現從簡單形狀到復雜形狀的幾乎所有零件的加工。
編輯:黃飛














 工商網監
工商網監
評論