 電子發(fā)燒友App
電子發(fā)燒友App


印刷線路板按層數(shù)來分有單面板,雙面板和多層板。單雙面板的制作工藝都比較簡單!本文著重講的是多層印製板工藝中的層壓技術(shù)!多層印製板是由三層以上的導(dǎo)電圖形層與絕緣材料層交替地經(jīng)層壓粘合一起而形成的印製板,并達(dá)到設(shè)計(jì)要求規(guī)定的層間導(dǎo)電圖形互連。它具有裝配密度高、體積小、重量輕、可靠性高等特點(diǎn),是産值最高、發(fā)展速度最快的一類PCB産品。隨著電子技術(shù)朝高速、多功能、大容量和便攜低耗方向發(fā)展,多層印製板的應(yīng)用越來越廣泛,其層數(shù)及密度也越來越高,相應(yīng)之結(jié)構(gòu)也越來越復(fù)雜。所謂層壓技術(shù),是指利用半固化片(由玻璃布浸漬環(huán)氧樹脂后,烘去溶劑製成的一種片狀材料。其中的樹脂處于B階段,在溫度和壓力作用下,具有流動(dòng)性并能迅速地固化和完成粘結(jié)。)將導(dǎo)電圖形在高溫、高壓下粘合起來的技術(shù)。
??????? ?多層印製板的層壓工藝技術(shù)按所采用的定位系統(tǒng)的不同,可分爲(wèi)前定位系統(tǒng)層壓技術(shù)(PIN-LAN)和后定位系統(tǒng)層壓技術(shù)(MASS-LAM)。前者定位精度高,但效率低、成本高,只適用于高層數(shù)、高精度的多層印制板的生產(chǎn),而后者雖然定位精度較低,但效率高、成本低,因此這種方法是目前國內(nèi)大多數(shù)PCB廠家進(jìn)行多層板大批量生產(chǎn)普遍采用的工藝方法。
1 ?前定位系統(tǒng)層壓工藝技術(shù)
1.1 前定位系統(tǒng)簡介
電路圖形的定位系統(tǒng)是貫穿于多層底片製作、內(nèi)外層圖形轉(zhuǎn)移、層壓和數(shù)控鉆孔等工序的一個(gè)共性問題。多層印製板中的每一層電路圖形,相對于其他各層都必須精確定位,從而保證多層印製板各層電路間能正確地與金屬化孔連接。這對于高層數(shù)、高密度、大板面的多層板顯得尤爲(wèi)重要。
回顧多層板層壓製作採用過的銷釘定位法,有兩圓孔銷釘定位法、一孔一槽銷釘定位法、叁圓孔或四圓孔定位法,以及本文將作介紹的四槽孔定位法。這種定位方法是美國Multiline公司推出的,利用其提供的一系列四槽孔定位設(shè)備,在照相模版、內(nèi)層單片上沖制出四個(gè)槽孔。然后利用相應(yīng)的四個(gè)槽形銷來實(shí)現(xiàn)圖形轉(zhuǎn)移、疊片、層壓和數(shù)控鉆孔等一系列工序的定位。
1.2 前定位系統(tǒng)層壓工藝流程
按前定位系統(tǒng)進(jìn)行的多層印製板的層壓,過去大多採用全單片層壓技術(shù),在整個(gè)內(nèi)層圖形的製作過程中,須對外層之單面進(jìn)行保護(hù),不但給製作帶來了麻煩,且生産效率低;尤其對于四層板會(huì)産生板面翹曲等問題。現(xiàn)普遍採用銅箔的復(fù)合層壓技術(shù),每開口可壓制2~3塊,提高了生産效率,也從根本上解決了四層板製作中的板面翹曲問題。(若採用后定位系統(tǒng)進(jìn)行層壓,儘管還是採用相同的壓機(jī),由于不採用笨重的模具,塬壓機(jī)每開口甚至可壓制6塊多層板。)下面僅就採用銅箔的復(fù)合層壓技術(shù)進(jìn)行簡單介紹。
(1)半固化片準(zhǔn)備
①在清潔無塵的環(huán)境,將卷料切成條料,然后用切紙刀裁切成單件,尺寸按單片坯料長寬各放大10mm;
②在定位孔位置,成疊用臺(tái)鉆打定位孔,孔徑比定位銷直徑大1.5~2.0mm;
③凡半固化片上出現(xiàn)有纖維折斷、大顆粒膠狀物、雜質(zhì)等缺陷的應(yīng)予剔除,操作應(yīng)戴清潔的細(xì)紗手套,嚴(yán)禁手汗、油脂污染;
④裁切半固化片時(shí),要戴口罩,以免吸入樹脂粉。宜穿長衫褲,避免樹脂粉粘在皮膚而導(dǎo)致痕癢或過敏。同時(shí),應(yīng)避免樹脂粉進(jìn)入眼睛;
⑤裁切加工好的半固化片,應(yīng)及時(shí)放于1×10-1乇以上的真空柜中,排除揮發(fā)份及潮濕,禁止放入烘箱或冰箱保存與去濕,防止老化、粘結(jié)。在真空存貯柜中排濕應(yīng)大于48小時(shí);
⑥對新到半固化片應(yīng)進(jìn)行性能測定。隨著保管期的增長,材料老化,直接影響流動(dòng)度和凝膠化時(shí)間,它與産品質(zhì)量密切相關(guān),是工藝參數(shù)確定的基礎(chǔ)。有關(guān)性能測定方法和計(jì)算,詳見質(zhì)量控制部分。
(2)內(nèi)層單片的黑化及乾燥
①內(nèi)層印製板黑化工藝流程
上板→除油→水洗→水洗→微蝕→二級(jí)逆流水洗→預(yù)浸→黑化→水洗→水洗→還塬→熱水洗→水洗→下板
②採用安美特公司提供之黑化溶液;
③微蝕速率控制範(fàn)圍:1.0—2.0μm/cycle。
④黑化稱重控制範(fàn)圍:0.2—0.35mg/cm2。
⑤外觀乾燥后,表面呈黑色,輕擦無黑色粉末落下;
⑥檢驗(yàn)層壓后作抗剝強(qiáng)度試驗(yàn),抗剝強(qiáng)度應(yīng)在2.0N/mm以上;
⑦黑化后的單片用掛鈎吊掛于電熱恒溫乾燥箱中,90~100℃,烘乾去濕至少60分鐘。
(3)裝模前的其他要求
①新領(lǐng)的壓模應(yīng)用汽油將保護(hù)油脂清洗乾凈,在用的模具應(yīng)清除表面粘污的樹脂粉塵,清洗過程不得劃傷表面,模具表面不得有凹坑和凸起的顆粒;
②用0.05mm聚酯薄膜作脫膜料,防止流出的環(huán)氧樹脂與壓模粘結(jié),切料尺寸約大于壓模15~20mm,在定位銷部位沖孔或鉆孔,孔徑大于定位銷2mm;
③電爐板應(yīng)墊以10層左右的牛皮紙,一方面爲(wèi)傳熱緩衝層,同時(shí)保護(hù)爐板不致拉傷。對于不平整的模具、銷釘高出上模、模具尺寸小于200mm×200mm者,應(yīng)有相應(yīng)措施,否則不允許直接施壓,防止造成局部變形,損傷爐板平整度;
④半固化片填入的張數(shù)應(yīng)根據(jù)內(nèi)層單片的總厚度、産品設(shè)計(jì)厚度要求或工藝卡片標(biāo)注的工藝要求、壓制時(shí)所實(shí)際採用的半固化片型號(hào)、實(shí)際性能和試壓后的實(shí)際厚度來決定(填入的半固化片,1080不得少于2張,防止因膠量不足引起的微氣泡現(xiàn)象);
⑥對于重量較大的模具,進(jìn)出模時(shí)防止砸傷。
(4)入模預(yù)壓
入模預(yù)壓之前,壓機(jī)應(yīng)先升溫至175±2℃,以保證入模后立即開始層壓。
①100T PHI壓機(jī):
預(yù)壓壓力:0.8~1.5Mpa(8~15公斤/平方釐米),時(shí)間:4~8分鐘;
②140T真空壓機(jī)(OEM公司):
預(yù)壓壓力:0.56~0.7Mpa(80~100磅/平方英寸),時(shí)間:7~8分鐘;
預(yù)壓后擠氣1分鐘;
③入模后施加的預(yù)壓壓力,大小一般由半固化片情況決定。當(dāng)半固化片流動(dòng)度降低時(shí),可適當(dāng)加大預(yù)壓壓力。
④預(yù)壓階段時(shí)間受半固化片的特性、層壓溫度、緩衝紙厚度、印製板層數(shù)和印製板的大小影響。
如果預(yù)壓周期太短,即過早地施全壓,會(huì)造成樹脂流失過多,嚴(yán)重時(shí)會(huì)缺膠、分層;如果預(yù)壓周期太長,即施全壓太晚,層間空氣和揮發(fā)份排除的不徹底,間隙未被樹脂充滿,便會(huì)在多層板內(nèi)産生氣泡等缺陷。因此,把握壓力變動(dòng)時(shí)機(jī)很重要。
當(dāng)半固化片流動(dòng)指標(biāo)低于30%時(shí),應(yīng)縮短預(yù)壓時(shí)間,甚至直接進(jìn)行全壓操作。
總之,由于預(yù)壓周期與半固化片的特性關(guān)係甚密,預(yù)壓周期并非是一層不變的,必須通過試壓后,在對層壓好的多層板進(jìn)行全面質(zhì)檢的基礎(chǔ)上,對預(yù)壓周期進(jìn)行適當(dāng)?shù)恼{(diào)整,方可正式投入生産。
(5)施全壓及保溫保壓
預(yù)壓結(jié)束后,在保持溫度不變的前提下,進(jìn)行轉(zhuǎn)壓施全壓操作。并按工藝參數(shù)要求進(jìn)行保溫保壓。
①100T PHI壓機(jī):
全壓壓力:1.5~3.0Mpa(15~30公斤/平方釐米),時(shí)間:90分鐘;
②140T真空壓機(jī)(OEM公司):
全壓壓力:1.12~1.4Mpa(160~200磅/平方英寸),時(shí)間:80分鐘;
③當(dāng)半固化片流動(dòng)度降低時(shí),可適當(dāng)加大全壓壓力。徹底完成排泡、填隙,保證厚度和最佳樹脂含量。
④壓力轉(zhuǎn)換採用高溫轉(zhuǎn)換方式。即當(dāng)半固化片溫度升到115~125℃時(shí),由預(yù)壓轉(zhuǎn)爲(wèi)全壓。
(6)降溫保全壓(冷壓)
全壓及保溫保壓操作結(jié)束后,可採用以下方式進(jìn)行冷壓操作:
①停止壓機(jī)加熱,在保持壓力不變的條件下,使層壓板冷卻至室溫;
②將層壓板轉(zhuǎn)至冷壓機(jī),進(jìn)行冷壓操作。
(7)出模,脫模
①當(dāng)層壓板溫度降至室溫后,打開壓機(jī),取出模具;
②在脫模專用工作臺(tái)上,去除模具銷釘,取出層壓板。
(8)切除流膠廢邊
①層壓排出的余膠,呈不規(guī)則流涎的狀態(tài),厚度也不一致,爲(wèi)保證后道打孔,應(yīng)用剪床切去廢邊,切至坯料邊緣,但不能破壞定位孔;
②當(dāng)板面出現(xiàn)扭曲或弓曲的不平整現(xiàn)象,應(yīng)校平處理,使翹曲量控制在對角線的0.5%範(fàn)圍之內(nèi)。
(9)列印編號(hào)
經(jīng)壓制后的多層印製板半成品,兩外層爲(wèi)銅箔,爲(wèi)防止混淆,應(yīng)及時(shí)用鋼印字元在産品輪廓之外的坯料上列印出圖號(hào)和壓制記錄編號(hào),字跡必須清楚,不致造成錯(cuò)號(hào)。
(10)后固化處理
將板放入電熱恒溫乾燥箱中,加熱到140℃并保持4小時(shí)。
2 ?后定位系統(tǒng)層壓工藝技術(shù)
2.1 后定位系統(tǒng)簡介
採用后定位系統(tǒng)進(jìn)行多層印製板的生産時(shí),無需多層定位設(shè)備,直接使用銅箔和半固化片。與全部採用覆銅箔基材來進(jìn)行多層板的生産相比,除了省去多層板定位設(shè)備外,還可節(jié)省製作內(nèi)層線路時(shí)對外層的保護(hù)干膜和生産操作量;此外,能充分利用基材和設(shè)備,增加壓機(jī)每開口中之壓板數(shù)量,提高生産效率。
具體做法是:(1)于每內(nèi)層圖形邊框線外,按工藝要求添加叁孔定位孔標(biāo)記;
(2)在內(nèi)層圖形邊框線外四角處,按工藝要求添加工具孔標(biāo)記;
(3)製作內(nèi)層圖形,并于四角處沖制工具孔;
(4)進(jìn)行內(nèi)層單片的黑化處理;
(5)層壓前排板操作(對于四層以上的多層板,各內(nèi)層間通過專用鉚釘于工具孔位處進(jìn)行鉚接,以保證層間重合度;各內(nèi)層間按工藝要求填入半固化片。);
(6)按工藝要求進(jìn)行層壓操作;
(7)拆板、點(diǎn)孔劃線、二次剪板后,于指示位置進(jìn)行銑銅皮、鉆定位孔操作。
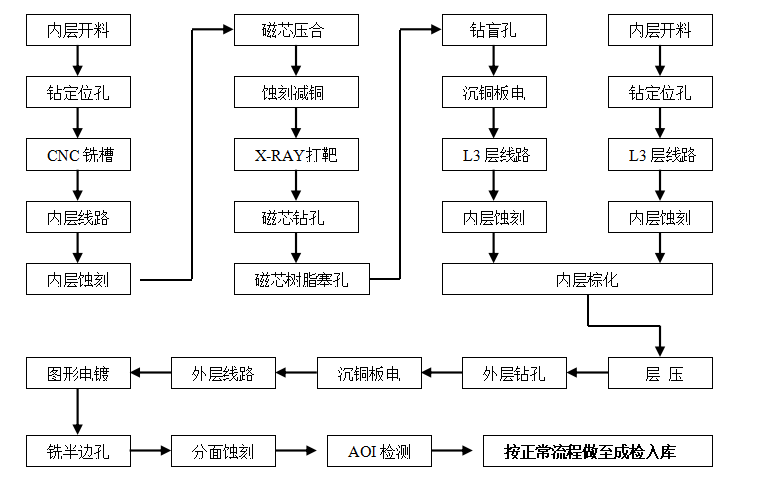
2.2 后定位系統(tǒng)層壓工藝流程
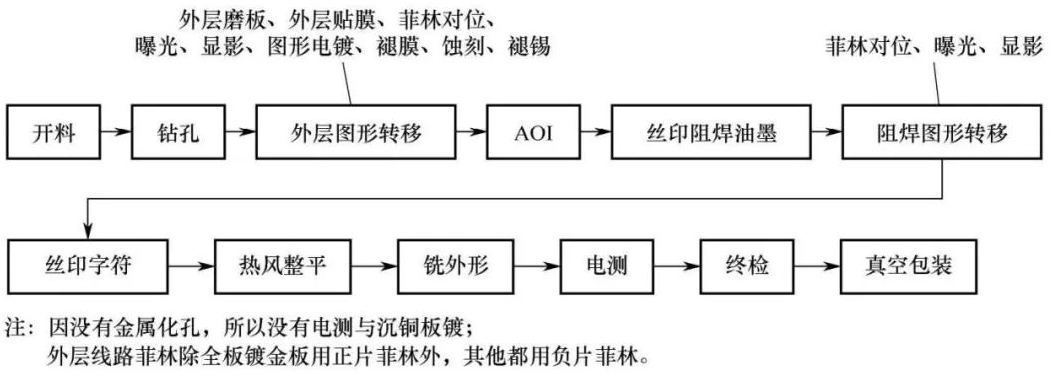
裁切半固化片 → 內(nèi)層單片黑化 → 內(nèi)層預(yù)排板 → 排板 → 層壓 → 拆板 → 點(diǎn)孔劃線 → 后切板 → 打制板號(hào) → 后烘板 → 銑去定位孔銅皮 → 打定位孔 → 質(zhì)量檢驗(yàn)
(1) 裁切半固化片
將成卷之半固化片按工藝規(guī)定之尺寸要求,于專用半固化片裁切機(jī)上切成所需尺寸的大塊。半固化片種類主要有1080、2116和7628。
①按工藝指定的物料及排板方式,計(jì)算需切半固化片的數(shù)量;
②裁切半固化片前(及后),需清潔臺(tái)面;
②將半固化片從輥架上拉出至所需尺寸后,進(jìn)行裁切;
④切完每卷后,需用吸塵器吸除撒落之樹脂粉;
⑤操作時(shí)需戴清潔手套;
⑥樹脂布面不可折曲、不可有任何雜物,并保持樹脂布乾燥;
⑦切半固化片工作間需進(jìn)行凈化處理,并進(jìn)行溫、濕度控制。
按上述要求裁切之半固化片可直接用于排板及隨后之層壓生産。
(2)內(nèi)層單片黑化
①內(nèi)層單片黑化採用:除油→微蝕→預(yù)浸→黑化→后浸之工藝流程;
②採用Mac Dermid公司提供之黑化藥水;
③黑化后板之烘乾條件爲(wèi):溫度110~120℃時(shí)間45分鐘;
④黑化后板在排板間之存放時(shí)間有效期爲(wèi)48小時(shí)。
(3)內(nèi)層預(yù)排板
六層及以上層數(shù)之多層板需進(jìn)行該項(xiàng)操作。
①按工藝指示選取內(nèi)層黑化單片間之半固化片種類和數(shù)量;
②按單片工具孔位置于半固化片上沖制相應(yīng)之圓孔;
③將黑化單片及中間夾層之半固化片于工具孔位置,採用專用鉚釘進(jìn)行鉚接;
④上述操作需在凈化間內(nèi)進(jìn)行,且需進(jìn)行溫、濕度控制。
(4)排板
將經(jīng)黑化處理的四層板或經(jīng)預(yù)排板后之六層及以上板,按工藝規(guī)定之排板方式及對半固化片數(shù)量與尺寸和外層銅箔之要求,排成一BOOK。
①將底板和規(guī)定數(shù)量之牛皮紙,運(yùn)至專用排板桌上;
②按工藝要求檢查半固化片和銅箔;
③用專用蠟布清潔鋼板,并置于牛皮紙上;
④將銅箔放在鋼板上,注意光面朝下,然后用蠟布于鋼板及銅箔間再次清潔一次:(也有預(yù)先清潔鋼板及銅箔,并採用熱熔膠粘貼銅箔將之粘在一起的方法。)
⑤將所需之半固化片置于銅箔上,清除可能帶有之雜物;
⑥將內(nèi)層板放在樹脂布上,消除可能粘附于內(nèi)層板上之雜物(由于採用拼板操作,需按工藝要求進(jìn)行內(nèi)層板之排列);
⑦將半固化片置于內(nèi)層板上(放置前須先進(jìn)行翻轉(zhuǎn));
⑧將所需之銅箔放在半固化片上,銅箔光面朝上;
⑨用蠟布清潔銅箔表面,同時(shí)將清潔好一面之鋼板置于銅箔上;
⑩再次清潔鋼板另一表面;
⑾重復(fù)進(jìn)行④至⑩操作,直至完成工藝規(guī)定之每BOOK層壓多層板之?dāng)?shù)量;
⑿將所需數(shù)量之牛皮紙放在鋼板上,然后將鋁面板放在牛皮紙上,此BOOK排板便完成。
(5)層壓
採用程式升溫,通過預(yù)壓經(jīng)轉(zhuǎn)壓直至高壓的層壓模式。所用壓機(jī)爲(wèi)800T真空層壓機(jī),配置爲(wèi)兩臺(tái)熱壓機(jī)、一臺(tái)冷壓機(jī)。
①層壓前,檢查爐門膠邊是否正常;
②入爐時(shí),檢查溫度是否在155~165℃
③根據(jù)工藝規(guī)定之層壓參數(shù),用類比程式進(jìn)行調(diào)較壓力;
④待壓板入爐,抽真空至60~70mmHg,按工藝要求進(jìn)行熱壓,整個(gè)過程約需140分鐘;
⑤將熱壓完成之板轉(zhuǎn)至冷壓機(jī)中,調(diào)校壓力至160kg/cm2進(jìn)行冷壓操作,需時(shí)80分鐘;
⑥考慮到冷壓時(shí)間,兩熱壓機(jī)之壓板間隔最佳時(shí)間爲(wèi)90分鐘。
⑦整個(gè)層壓過程,需有自動(dòng)繪製溫度曲線儀,此外尚需記錄有關(guān)壓板資料,便于質(zhì)量追蹤。參見下表3。
(6)拆板
①卸去每BOOK之頂部面板,除去牛皮紙;
②清除鋼板,并清潔之;(所有鋼板間須以海綿片隔開。)
②將板號(hào)用記號(hào)筆寫于板邊,并置于可移動(dòng)之桌上;(板間以牛皮紙隔開。)
④重復(fù)②—③操作,直至拆除所有板。
(7)點(diǎn)孔劃線
①參照工藝規(guī)定的排板方式,用不脫色水筆點(diǎn)出每板之叁個(gè)定位孔位置;
②用鉛筆及相應(yīng)板號(hào)之模版,劃出板料之四角;
③凡六層以上板,點(diǎn)定位孔或劃線時(shí),可先以四個(gè)工具孔與板料所呈現(xiàn)之四個(gè)釘孔位置重疊正確后,方可點(diǎn)孔劃線。
(8)后切板
①剪床面用牛皮紙鋪平,紙面不能沾有任何污漬或碎屑;
②按工藝規(guī)定之成品板外形尺寸,參照劃線位置,校妥剪床尺寸后進(jìn)行切板;
③剪完第一塊板后,須進(jìn)行尺寸檢驗(yàn)。合格后,剪余下之板;
④板與板間須用牛皮紙進(jìn)行分隔。
也可預(yù)先製作該板號(hào)之外形框架,將其置于板上進(jìn)行下料。(可提高生産效率及外形尺寸的一致性。)
(9)打制板號(hào)
將每件板的右上角打上鋼印板號(hào),避免混板的現(xiàn)象發(fā)生。(操作時(shí),板須平放于臺(tái)上,不可用手托住尾部,造成曲板。)
(10)后烘板
使板料收縮情況穩(wěn)定,消除冷壓所未能去除之內(nèi)應(yīng)力,便于客戶接板后立即進(jìn)行鉆孔操作。
①將已打板號(hào)之板料,用蠟布進(jìn)行表面清潔,板間用尺寸相符之牛皮紙分隔;
②入爐前,先清潔每疊之墊底厚鋼板,然后入板。每疊板不超過15件,每疊板面需放置薄鋼板一件;
②烘板時(shí)間爲(wèi)4小時(shí),溫度控制在125~135℃(每批板入爐及出爐,均需填寫記錄。)
④板料出爐后,需冷至室溫后,方可進(jìn)行下道工序操作。
(11)銑去定位孔銅皮
將切成規(guī)定尺寸及標(biāo)示定位孔位置的多層板,用專用銑銅皮機(jī)銑去定位孔位置之表面銅皮,以備下道工序操作。(板間需用牛皮紙分隔,避免刮花及損耗。)
(12)打定位孔
用多層板定位孔專用打靶機(jī),進(jìn)行叁個(gè)定位孔的製作。(分半自動(dòng)和全自動(dòng)打靶機(jī)。)











 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論