 電子發(fā)燒友App
電子發(fā)燒友App


產(chǎn)品整機總裝工藝
總裝是產(chǎn)品整機中一個重要的工藝過程,具有如下特點:
(一)總裝是把半成品裝配成合格產(chǎn)品的過程。
(二)總裝前組成整機的有關(guān)零件、部件或組件必須經(jīng)過調(diào)試、檢驗,不合格的零部件或組件不允許投入總裝線。
(三)總裝過程要根據(jù)整機的結(jié)構(gòu)情況,應(yīng)用合理的安裝工藝,用經(jīng)濟、高效、先進的裝配技術(shù),使產(chǎn)品達到預(yù)期的效果,滿足產(chǎn)品在功能、技術(shù)指標(biāo)和經(jīng)濟指標(biāo)等方面的要求。
(四)小型機大批量生產(chǎn)的產(chǎn)品,其總裝在流水線上安排的工位進行。每個工位除按工藝要求操作外,還要嚴格執(zhí)行檢驗,分段把好質(zhì)量關(guān),從而提高產(chǎn)品的一次直通率。
(五)整機總裝的流水線作業(yè),將整個裝配工作劃分為若干簡單的操作,而且每個工位往往會涉及到不同的安裝工藝,因此要求工位的操作人員熟悉安裝要求和熟練掌握安裝技術(shù),保證產(chǎn)品的安裝質(zhì)量。
總裝的基本要求是牢固可靠,不損傷元器件和零、部件,避免碰傷機殼、元器件和零、部件的表面涂覆層,不能破壞整機的絕緣性,安裝件的方向、位置、極性要正確,保證產(chǎn)品的電性能穩(wěn)定,并有足夠的機械強度和穩(wěn)定度。
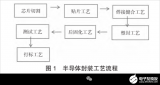
整機總裝的一般工藝流程。總裝前對準(zhǔn)備好的具有一定功能的電子單元進行調(diào)試,調(diào)試合格后進入總裝過程。在總裝線上把具有一定功能的電子單元安裝在整機的機架上,并進行電性能指標(biāo)的初步調(diào)試。調(diào)試合格再把配件、機殼等部件進行合攏總裝,然后檢驗整機的各種電氣性能、機械性能和外觀,檢驗合格后即進行產(chǎn)品包裝和入庫。
總裝一般工藝流程
安裝工藝要求
1. 正確裝配。
1.1.總裝中使用的元器件和零、部(或組合)件,其型號規(guī)格要完全符合工藝規(guī)定,由于總裝流水線上生產(chǎn)的產(chǎn)品品種多,同一種產(chǎn)品也有多種型號規(guī)格,尤其是來料加工企業(yè),流水線上裝配的產(chǎn)品機型更換頻繁,極容易造成原材料型號、規(guī)格的混淆。所以除了要加強材料的工藝管理外,每個操作人員都要熟悉本工位操作內(nèi)容和要求,所用材料的型號、規(guī)格和數(shù)量。發(fā)現(xiàn)疑點應(yīng)及時向工藝部門反映,杜絕差錯的發(fā)生。例如,將容量不足、耐壓不夠的電解電容器安裝上去,通電時就會出現(xiàn)電容器的爆裂燒毀或留下電氣故障隱患;或者將粗牙的緊固螺釘當(dāng)作細牙使用,規(guī)格發(fā)生變化時,應(yīng)以工藝部門下達的更改文件為準(zhǔn),不能新舊文件并用。
1.2.整機安裝生產(chǎn)線上普遍使用機動螺釘旋具緊固安裝件,為了保證被緊固的工件結(jié)合可靠,要使旋具垂直工件為偏斜,力矩的大小選擇要合適。機動螺釘旋具中,風(fēng)動螺釘旋具的風(fēng)壓易波動,力矩的大小不易穩(wěn)定。電動螺釘旋具的,力矩穩(wěn)定,裝配質(zhì)量好。
1.3.注意安裝零、部件的安全要求。安裝的元器件和零、部(組合)件之間的絕緣距離要符合安全要求。
CMOS集成塊、場效應(yīng)管等特殊元器件在手工焊接時,操作人員要戴接手環(huán),烙鐵要接地,并做好檢查記錄。
1.4.整機安裝時,零、部(組合)件用螺釘緊固后,螺釘頭部再滴紅色膠粘劑固定,以防松脫。應(yīng)用螺栓螺母的場合應(yīng)上滿扣。鉚裝時不允許有松動現(xiàn)象,鉚釘不應(yīng)偏斜,鉚釘頭部不應(yīng)開裂、有毛刺或不光滑等。
1.5.整機安裝現(xiàn)場的環(huán)境條件,如溫度、濕度、噪音、干擾、振動、照明、環(huán)境污染程度等,對操作人員的工作情緒和整機安裝質(zhì)量有直接影響。總裝車間應(yīng)有通風(fēng)或空調(diào)設(shè)備,保持室內(nèi)相對濕度70%左右,躁聲不超過85db。操作人員在生產(chǎn)流水線上要穿工作服、工作鞋、戴工作帽、手套,并經(jīng)常保持整潔。
2. 保護好產(chǎn)品外觀
2.1.在整機安裝的全過程中,都要注意整機面板、外殼或后蓋的外觀保護,防止出現(xiàn)劃傷、破裂等現(xiàn)象。
2.2.各個工位對面板、外殼等注塑件要輕拿輕放。工作臺上及流水線傳送帶上設(shè)有軟布或塑料泡沫墊,供擺放注塑件用。
2.3.較大的注塑件,如電視機外殼,要加軟布外罩。
2.4.用運送車搬運注塑件時,要單層放置。
2.5.工位操作人員要戴手套操作,防止注塑件沾染油污、汗?jié)n。
2.6.操作人員使用或放置電烙鐵時要小心,不能燙傷面板、外殼。
2.7.給固定螺釘、線扎等滴注膠劑時用量要適當(dāng),防止量多溢出。若膠粘劑污染了外殼,要及時用清潔劑擦凈。
2.8.生產(chǎn)線要清潔無粉塵,面板、機殼裝配完畢要用風(fēng)槍吹掃,并用清潔劑擦拭干凈。
3. 保證整機電路初調(diào)、初檢合格。
4. 整機安裝后應(yīng)能達到初調(diào)、初檢合格。
4.1.總裝前各功能單元電氣性能調(diào)試須合格,這是整機安裝初調(diào)合格的重要工藝保證。
4.2.總裝接線要合理布線、走線。低壓電和高壓電要相互隔離,減少相互干擾。連接導(dǎo)線兩端的焊接要可靠,如使用接線插頭,則要插接牢靠不松脫。必要時在導(dǎo)線插接合處涂上膠粘劑(有絕緣作用的黑色膠粘劑),防止導(dǎo)線脫落或折斷。
4.3.安裝完畢,機內(nèi)異物要清掃干凈,杜絕造成電路故障的隱患。
4.4.絕緣導(dǎo)線穿過金屬機座孔時,孔上要安裝絕緣圈,防止磨損導(dǎo)線的絕緣層。
4.5.各級電路的接地要遵循就近接地的原則,本級電路的地盡量接在一起。而且接地線既要短又要粗,以減小地電阻,降低地電流產(chǎn)生的干擾電壓。
5. 整機安裝工藝
整機安裝工藝是產(chǎn)品生產(chǎn)的法規(guī),也是整機生產(chǎn)中的一項基礎(chǔ)技術(shù)。
安裝工藝包括總裝配、各種裝聯(lián)、調(diào)試、檢驗和包裝等,這些工藝都有它們的特定操作過程,所以產(chǎn)品安裝應(yīng)是正確運用各種工藝,并有一個合理順序的過程。如果安裝工藝方法不正確,就不可能實現(xiàn)產(chǎn)品預(yù)定的各項技術(shù)指標(biāo),或不能用最合理、最經(jīng)濟的方法實現(xiàn)。
整機裝配的安裝工藝方法:
5.1.1 總裝配是綜合運用各種裝聯(lián)工藝的過程。
5.1.2 裝配工位應(yīng)按照工藝指導(dǎo)卡進行操作。由于每個工位的操作內(nèi)容分解較細,指導(dǎo)卡指明了操作次序,而且圖示清楚,因此能夠正確指導(dǎo)操作人員進行裝配。
5.1.3 采用完全互換法安裝。安裝過程中采用標(biāo)準(zhǔn)化的零、部(組合)件,不需任何修配就能互換安裝,因而操作簡單方便。
5.1.4 在總裝流水線上應(yīng)注意做到均衡生產(chǎn),保證產(chǎn)品的產(chǎn)量和質(zhì)量。不均衡是絕對的,均衡是相對的。總裝中往往會出現(xiàn)因工位布局不合理、人員狀況變化及產(chǎn)品機型變更等因素,使各工位工作量不均衡,這時要及時調(diào)整工位人數(shù)或工作量,使流水線作業(yè)暢通。
5.1.5 在總裝配過程中,若質(zhì)量反饋表明裝配中存在質(zhì)量問題時,要及時調(diào)整工藝方法。
5.1.6 電子產(chǎn)品的結(jié)構(gòu)不同,安裝方法有區(qū)別,即使同類的產(chǎn)品,由于采用的元器件和零、部件發(fā)生了變化,其安裝工藝方法就會有所改變。
6. 總裝安裝工藝的原則
總裝安裝工藝原則是制訂安裝工藝規(guī)程時應(yīng)遵循的基本原則。在流水線上,一部電子整機的安裝是比較復(fù)雜的,要經(jīng)過不少的工位、工序,采取不同的裝聯(lián)方式和安裝順序。裝配時一般應(yīng)注意以下安裝原則:先輕后重、先小后大、先鉚后裝、先裝后焊、先里后外、先低后高,上道工序不影響下道工序,下道工序不應(yīng)改變上道工序的安裝,注意前后工序的銜接,使操作者感到方便、省力和省時。












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論