 電子發(fā)燒友App
電子發(fā)燒友App


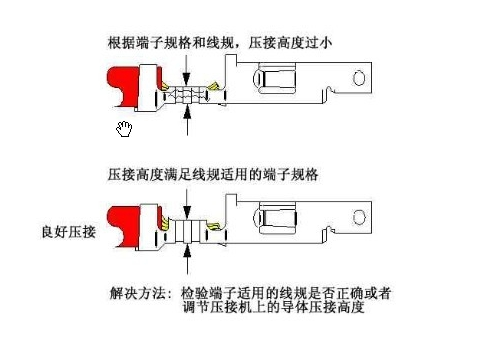
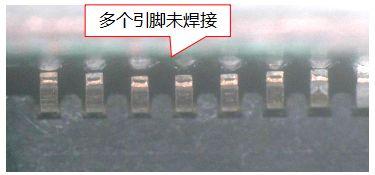
因此,線束的檢測顯得至關重要:不僅能提供可信度高的分析報告,避免審廠的行程成本;還能為各種端子壓接不良提供解決方案。
剖面分析是一種更準確,更全面的檢測方法,最初主要應用于汽車線束壓接質(zhì)量的檢測。
隨著端子壓接質(zhì)量要求的不斷提高,越來越多的,不同領域的客戶都采用了剖面檢測,這已成為了一種趨勢。
剖面分析
端子剖面圖作為高級分析方法可進一步鑒定壓接狀況。端子剖面圖應被用作與將來所做截面進行比較的參考圖。該參考圖制作時應使用新的工具進行壓接,以避免損傷的工具提供不正確的參考圖。
01 端子鉚壓切片標準截面
02 實操圖對比分析&不良原因&解決方案 ? 01 
剖面圖分析
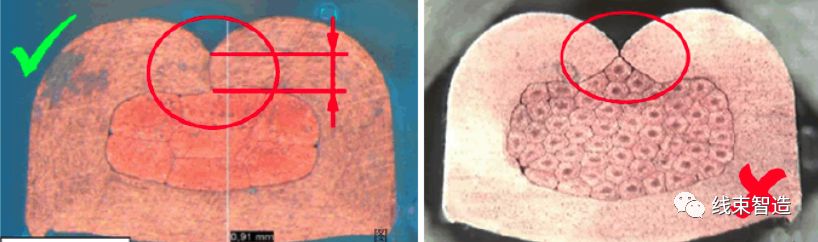
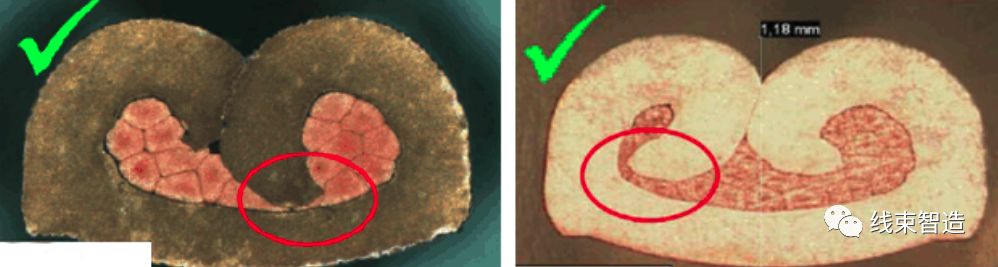
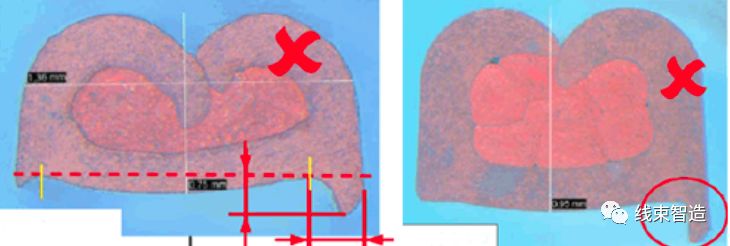
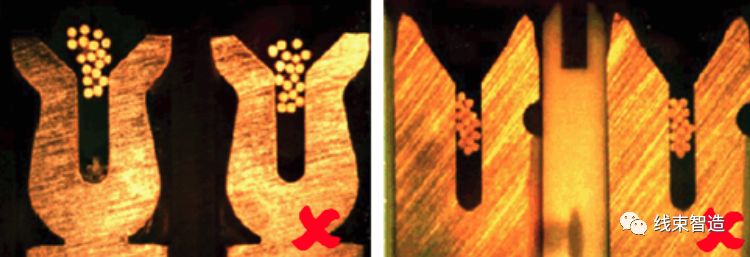
壓接翼搭接長度符合要求,壓接翼有相互接觸與支撐,支撐長度大于1/2料厚,如左圖,OK。
壓接翼搭接長度不夠,如右圖,NG。
壓接不良原因分析
原因:壓接翼未鎖緊①端子壓接面積太小(線芯太大);②錯誤的壓接模。
解決方案
解決:用更大壓接面積的端子或者使用OD更小的線芯。
02
剖面圖分析
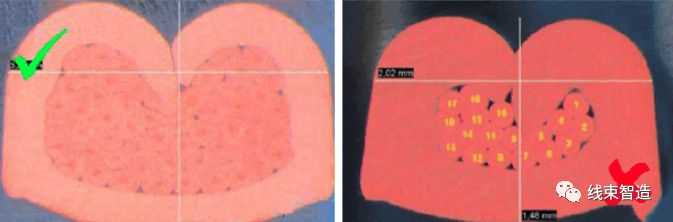
壓接翼內(nèi)所有導體都有明顯變形,導體與包筒之間的縫隙是由于導體不規(guī)則的分布導致可接受,如左圖,OK。
導體無明顯變形,如右圖,NG。 解決方案
解決:檢查線的規(guī)格及線芯股數(shù),檢查壓接高度是否符合要求。
03
剖面圖分析
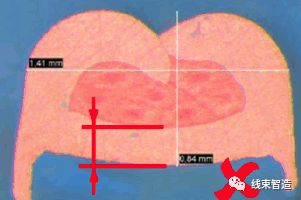
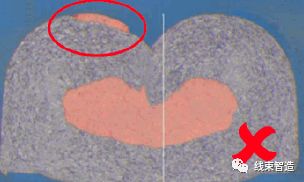
底部厚度小于3/4S,NG。
壓接不良原因分析 原因:過壓;包筒底部厚度小于75%S料厚,另外過壓導致底部明顯壓接毛刺。 解決方案 解決:調(diào)整壓接高度,包筒底部厚度至少大于75%S,毛刺高度要小于一個料厚。
04
剖面圖分析
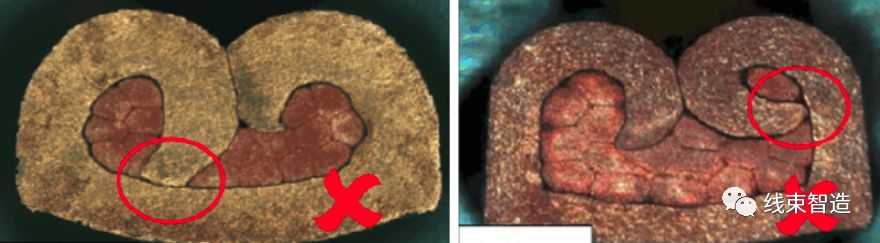
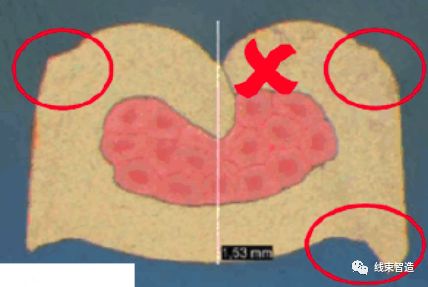
壓接翼末端和包筒底部距離,未有觸到底部(如左圖)或未有觸到側(cè)壁(如右圖),OK。
壓接翼末端和包筒底部或內(nèi)側(cè)壁出自一個明顯的距離。
05
左圖·剖面圖分析
壓接翼末端觸到底部,NG。
左圖·壓接不良原因分析 原因:壓接翼碰到包筒底部。 左圖·解決方案 解決:①壓接高度可能過低,調(diào)整壓接高度;②檢查端子壓接翼是否對稱。 右圖·剖面圖分析
壓接翼末端觸到側(cè)壁,NG。
右圖·壓接不良原因分析 原因:壓接翼碰到包筒內(nèi)側(cè)壁。 右圖·解決方案 解決:①檢查壓接高度;②檢查端子壓接翼位置是否對稱。
06

剖面圖分析
一側(cè)的壓接翼未有包住導體,但內(nèi)部導體有明顯變形 ,壓接翼靠近內(nèi)側(cè)壁,一側(cè)的壓接翼未有包住導體,如左圖可接受,OK。
一側(cè)的壓接翼碰到內(nèi)側(cè)壁,包住的單根或者多根導體未有變形,如右圖,NG。
解決方案 解決:① 檢查端子壓接翼是否對稱;②確認壓接高度;③確認開線皮制程,確認是否有導體被切斷。
07
剖面圖分析
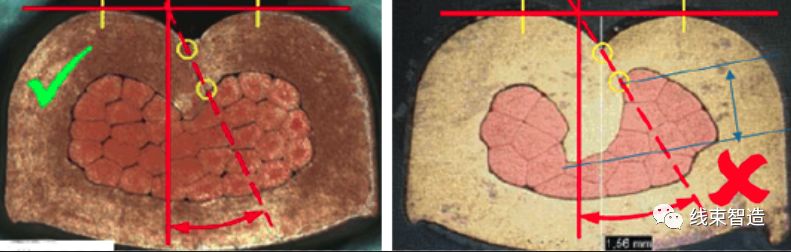
壓接翼支撐角度小于30°符合要求,如左圖,OK。
壓接翼支撐角度大于30°,如右圖,NG。
壓接不良原因分析 原因:支撐角度大于30°,并導致CFE壓接卷曲末端間距大于50%S料厚。 解決方案 解決:① 檢查壓接高度;②確認壓接刀片是否磨損;③檢查端子壓接翼對稱性。
08
剖面圖分析
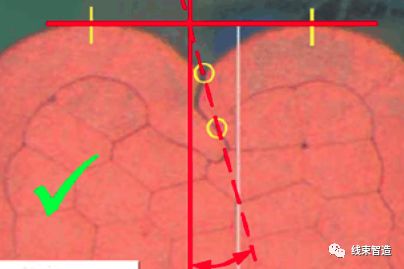
壓接翼切線不是一條直線時,取兩支撐點的直線作為切線去計算支撐角度如下圖,OK。
09
左圖·剖面圖分析
底部毛刺寬度大于0.5S,NG。
左圖·壓接不良原因分析 原因:要求毛刺高度小于1S,毛刺寬度小于0.5S。 左圖·解決方案 解決:如圖圓形的棱邊表明壓接底刀磨損導致毛刺產(chǎn)生,需檢查與更換壓接底刀。 右圖·剖面圖分析
底部毛刺高度大于1S,NG。
右圖·壓接不良原因分析 原因:要求毛刺高度小于1S,毛刺寬度小于0.5S。 右圖·解決方案 解決:①新的壓接模過壓,需要調(diào)成壓接高度;②上刀和下刀未對齊,偏移,需要調(diào)整壓接模。
10
剖面圖分析
上壓刀與底座碰撞產(chǎn)生凹痕,NG。
壓接不良原因分析 原因:壓刀和底刀碰撞而產(chǎn)生的壓接輪廓中的凹痕,底刀受損產(chǎn)生毛刺。 解決方案 解決:調(diào)整壓接模;檢查與更換壓接模。
11

剖面圖分析
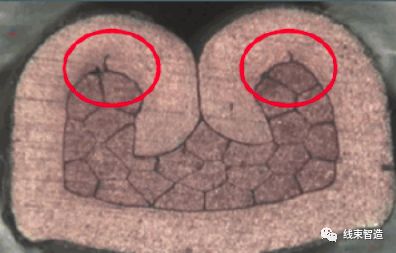
端子包筒內(nèi)壁產(chǎn)生裂紋,NG。
壓接不良原因分析 原因:包筒內(nèi)壁,外壁不允許有裂紋。 解決方案 解決:底刀受損導致裂紋;及時檢查與更換底刀。
12
剖面圖分析
端子包筒上內(nèi)壁有明顯裂紋,NG;
若繼續(xù)研磨,裂紋消失,可接受。
解決方案 解決:切片位置靠近鋸齒槽,繼續(xù)研磨切面,正常情況裂紋會消失。若裂紋未消失應檢查端子材質(zhì)及調(diào)整壓接模。
剖面分析
端子剖面圖作為高級分析方法可進一步鑒定壓接狀況。端子剖面圖應被用作與將來所做截面進行比較的參考圖。該參考圖制作時應使用新的工具進行壓接,以避免損傷的工具提供不正確的參考圖。
01 端子鉚壓切片標準截面
02 實操圖對比分析&不良原因&解決方案 ? 01
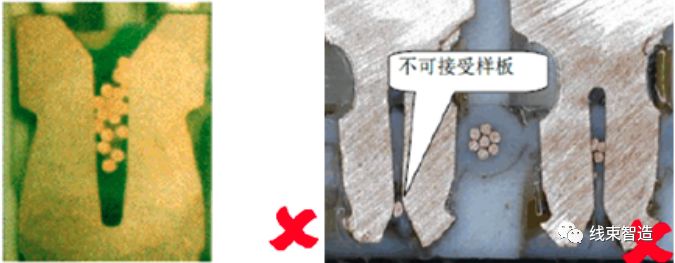
剖面圖分析 導體跑出端子壓接翼包筒,NG。 解決方案
解決:①確認導體刷型情況,是否導體分散;②確認導線的定位。
02
剖面圖分析 絕緣層被壓入端子包筒,NG。 解決方案
解決:① 確認開線皮長度;②確認壓機模定位。
03
左圖·剖面圖分析
W型端子參考F型端子切面要求。端子包筒內(nèi)部導體明顯變形,OK。
右圖·剖面圖分析
W型端子內(nèi)部導體無變形,如上右圖,NG。
右圖·解決方案 解決:調(diào)整(降低)壓接高度或增加線芯股數(shù)。
04
剖面圖分析
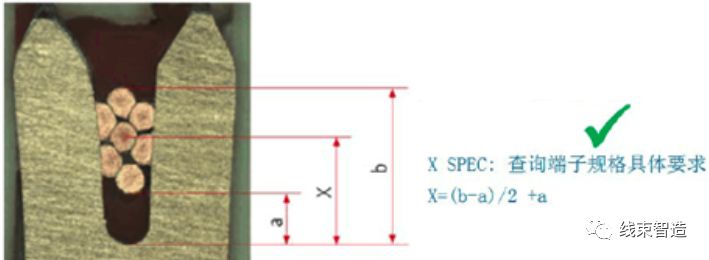
旗型端子鉚壓切片截面要求參考F型端子,OK。
05
左圖·剖面圖分析
導體過壓,線芯容易斷裂。
左圖·解決方案 解決:調(diào)節(jié)壓接高度。 右圖·剖面圖分析
導體變形不明顯,NG。
右圖·解決方案 解決:調(diào)節(jié)壓接高度。
06
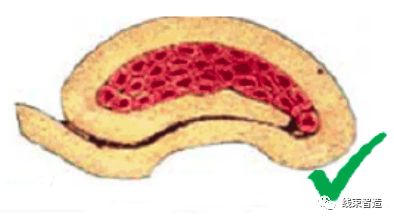
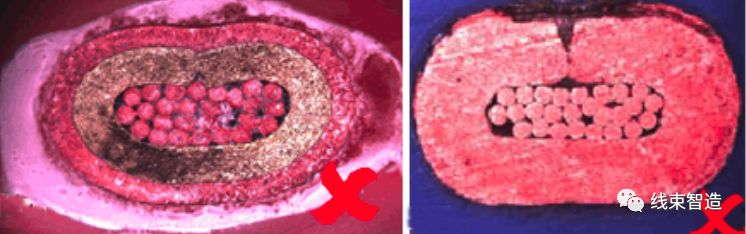
左圖·剖面圖分析
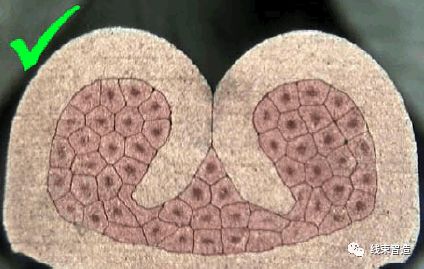
閉筒端子鉚壓切片截面要求,導體壓縮變形明顯,OK。
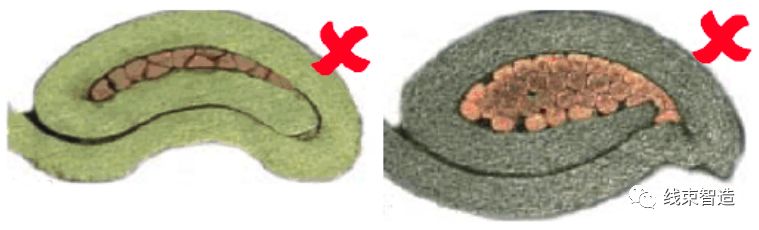
右圖·剖面圖分析
包筒內(nèi)部無明顯變形,且存在縫隙,NG。
右圖·解決方案 解決:調(diào)整(降低)壓接高度或增加線芯股數(shù)。
07
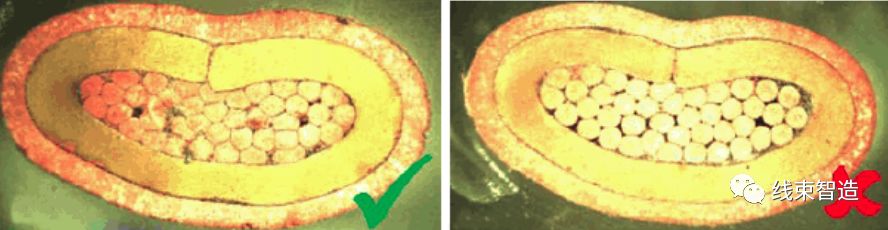
左圖·剖面圖分析
套筒端子鉚壓切片截面要求,OK。
右圖·剖面圖分析
端子包筒內(nèi)部導體無明顯變形,且存在明顯縫隙,NG。
右圖·解決方案 解決:調(diào)整壓接高度或增加線芯股數(shù)。
08

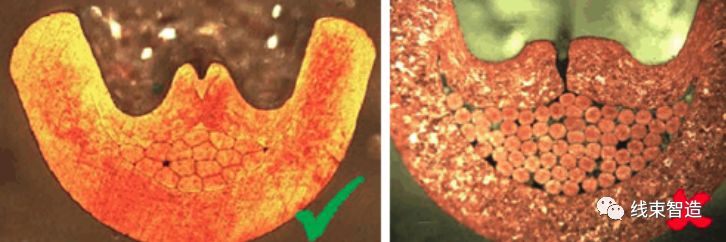
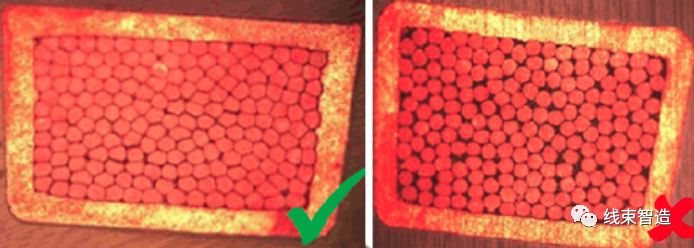
剖面圖分析
端子包筒內(nèi)部導體明顯變形,OK。
09
剖面圖分析
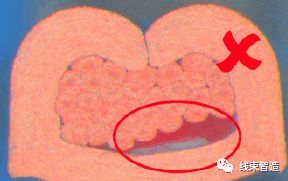
端子包筒內(nèi)部導體無明顯變形,且端子包筒與導體之間縫隙明顯,如下圖,NG。
解決方案 解決:調(diào)整(降低)壓接高度或增加線芯股數(shù)。
10
剖面圖分析
IDC端子切片截面要求(只適用于刺破式端子壓接)。
壓接不良原因分析 原因:壓刀和底刀碰撞而產(chǎn)生的壓接輪廓中的凹痕,底刀受損產(chǎn)生毛刺。 解決方案 解決:調(diào)整壓接模;檢查與更換壓接模。
11
左圖·剖面圖分析
壓接位置錯誤,NG。
左圖·解決方案 解決:調(diào)節(jié)壓接高度。 右圖·剖面圖分析
導體線徑與端子不匹配,端子過大或?qū)w直徑過小,NG。
右圖·解決方案 解決:更換更大線徑的線芯或者更換連接器端子。
12
左圖·剖面圖分析
線芯松散,NG。
左圖·壓接不良原因分析 原因:線芯與IDC不符,壓接前,可能有剝離線芯絕緣皮導致線芯松散。 左圖·解決方案 解決:確認壓接前線芯絕緣皮會否損傷。 右圖·剖面圖分析
導體切斷,NG。
右圖·壓接不良原因分析 原因:多根線芯被切斷壓接位置不對。 右圖·解決方案 解決:調(diào)整壓接參數(shù)或者更換線芯。 ?
編輯:黃飛
?

















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論