 電子發燒友App
電子發燒友App


線纜行業目前主要是工業類線束加工和消費類線纜加工為主,其中消費類的高頻高速由于升級換代的頻率較快,所以在工業線束面前看似更有難度,實際上工業類線束加工也是非常有品控要求的類目,其生產制造過程需要嚴苛而又恰當的步驟,材料選用,工序安排等眾多細節和因素都決定著線束加工出現的品質狀況,因此線束的生產加工步驟的每一步必須高度重視而且細膩,接下來我們一起去看看線束加工的基礎步驟是如何的。
線束工藝基本流程之來料外觀檢驗
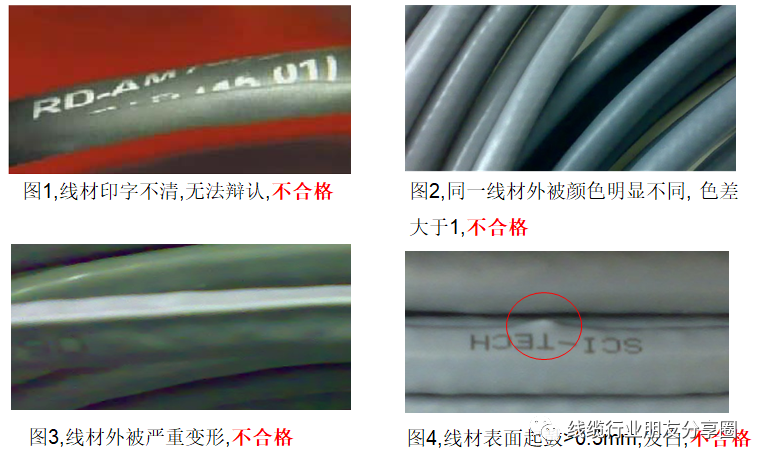
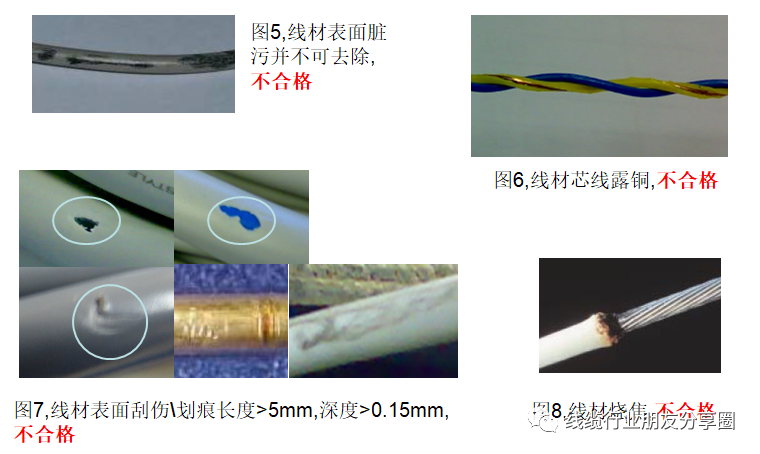
線束產品加工過程中產品外觀不良會造成整個產品不良,為了防止不良品的流出,對于線束加工外觀檢驗必須嚴格按照檢測規范執行,對于線束加工主要的原材料之線材及端子外觀檢驗就非常重要,常見來料不良狀況列舉如下八種,供大家參考!
端子外觀檢查

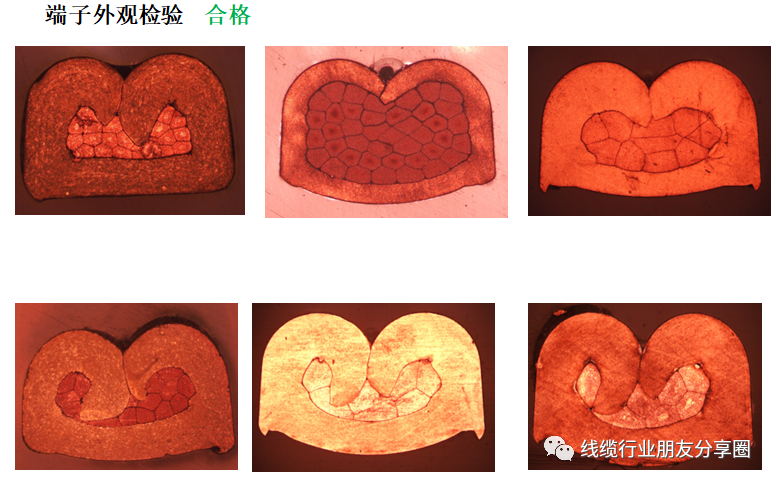
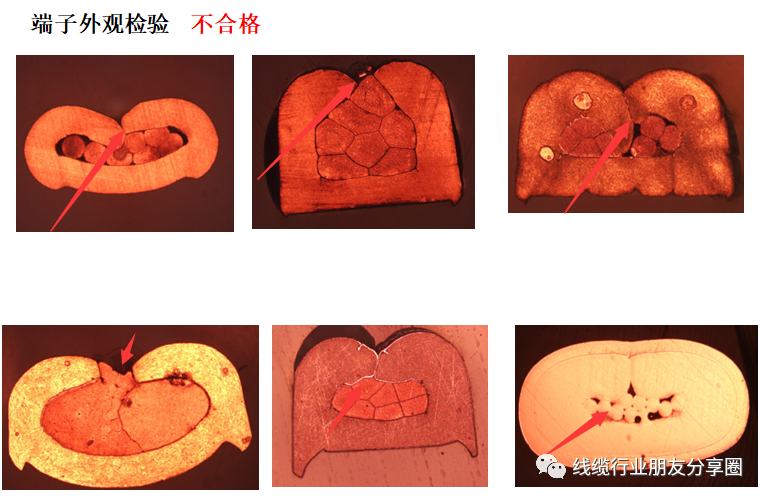
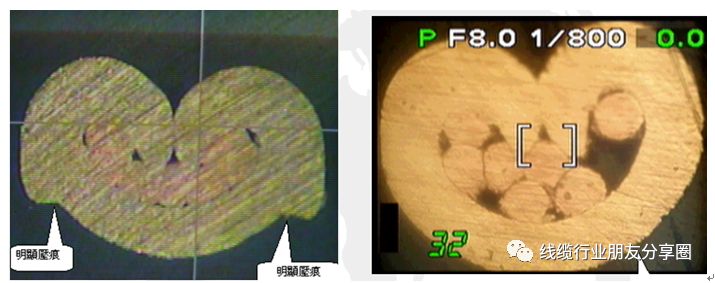
舉例分析:良品壓著區背面有明顯壓痕,不良品壓著區背面成光滑弧線無明顯壓痕
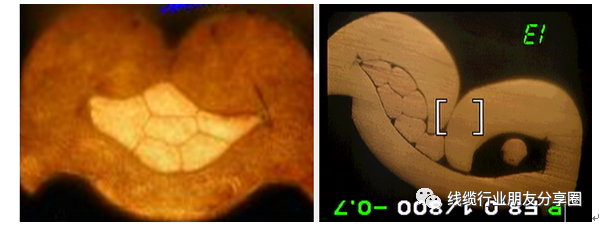
舉例分析:良品7根導體相互擠壓變形, 壓著緊密不良品1根芯線偏單邊
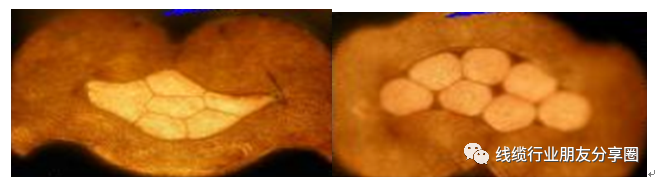
良品7根導體相互擠壓變形,壓著緊密,無間隙不良品7根導體相互壓著,但有間隙
線束工藝基本流程之剝皮
剝皮就是用全自動裁線機器設備將電纜線按加工工藝規定的規格剪裁進行,將裁好的線纜梳理齊整放到指定位置,并貼上標志。剝皮的重要性不言而喻,最主要的三點要求如下,
①剝皮的尺寸須在客戶要求的公差范圍內;
②不可剝斷線纜里面的導體銅絲;
③切剝口須平整圓滑;
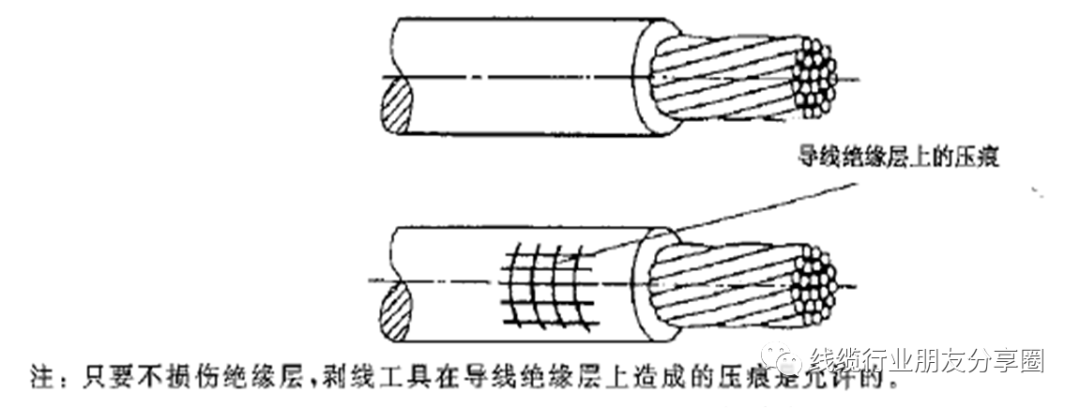
剝皮正確圖示
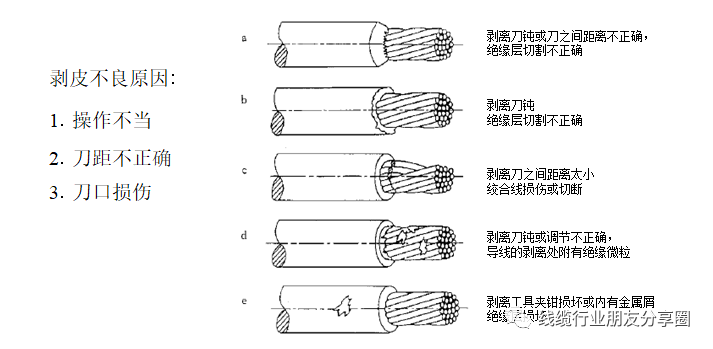
剝皮不正確圖示
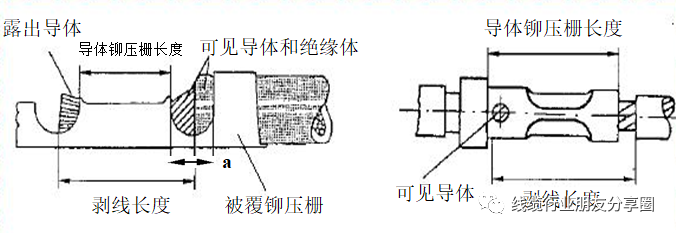
業界一般參考的剝皮尺寸控制
剝皮尺寸=導體鉚壓柵長度 +1/2a +0.5mm(線規:0.3mm2 以下)
剝皮尺寸=導體鉚壓柵長度 +1mm (線規:0.3—1mm2 )
剝皮尺寸=導體鉚壓柵長度 +2mm (最大線規:10mm2 )
線束工藝基本流程之鉚壓端子
鉚壓端子是線束加工里面最核心的工序,產品的質量好壞控制都在此工序為主,打端子業界目前主要是兩種工藝,一種是鉚壓,一種是焊接,產品加工采用鉚接或焊接,這個不能一概而論,主要取決于對接頭的要求,接頭加工條件,以選擇合適的加工工藝。一般來說,壓接的設備、施工要求可能簡單一點,對材料本身的強度影響可能會小一點,成批加工效率會高一點,但在僅需要處理一個線材與端子的連接時(例如更換某設備中一根連接線)導線與端子之間用焊接可能會方便得多。銀觸點鉚合端子鉚接是一種常見的機械聯接方法,在沖壓等金屬二次加工中較為常用,在電子導電觸點與簧片聯接一般采用旋鉚。傳統的旋鉚一般都由操作工在旋鉚機上手工裝配后旋鉚完成,這種工藝不但生產效率低,而且旋鉚質量不穩定。沖壓所采用的模內鉚接方式,實現簧片在多工位級進模中成形的同時,利用自動控制技術實現導電觸點由模外的自動送進和精密定位并壓鉚成形,不僅可以提高生產效率,而且鉚接質量穩定.模內銀觸點鉚合端子鉚接的工藝步驟:觸點級進模沖制動簧片→動簧片酸洗→鉚觸點→動簧觸點組件彎曲.由于該產品生產批量大,為了提高生產效率,穩定產品質量,降低生產成本,制定的新工藝路線為:級進模帶料生產動簧片條料→條料清洗→條料鉚觸點及成形.模內銀觸點鉚合端子鉚接的技術要求:要實現好模內鉚接,對模具零件加工精度要求極高,需用油割,PG,JG等高精密加工設備;同時需振動盤與模具配合自動鉚合;而且對鉚接的銀觸點及彈片間隙及段差要求很高。
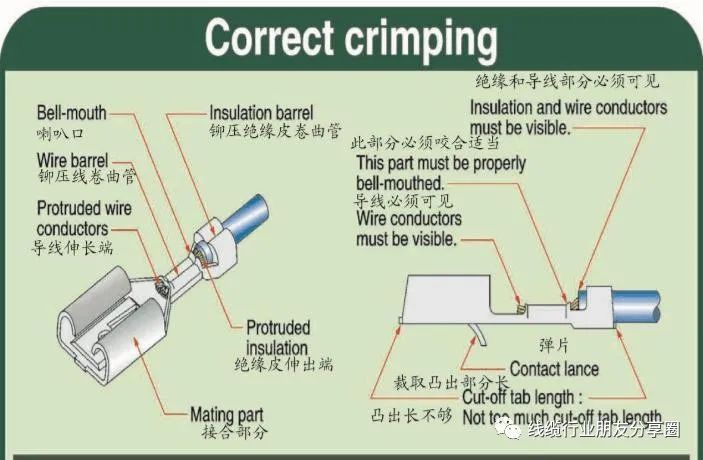
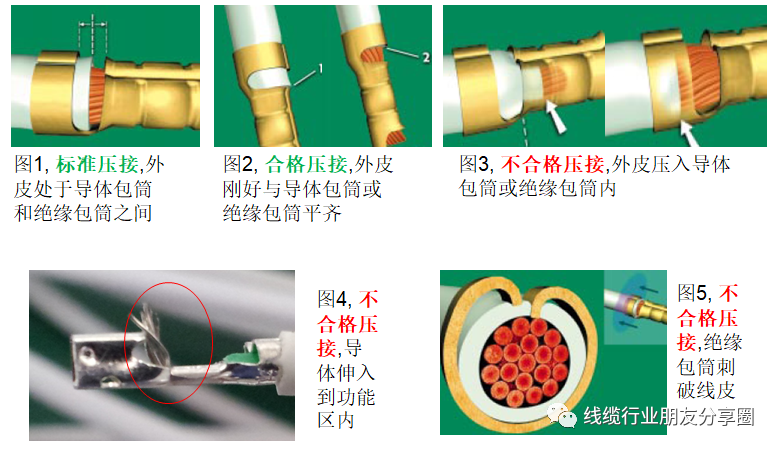
業界一般參考的鉚壓標準和要求
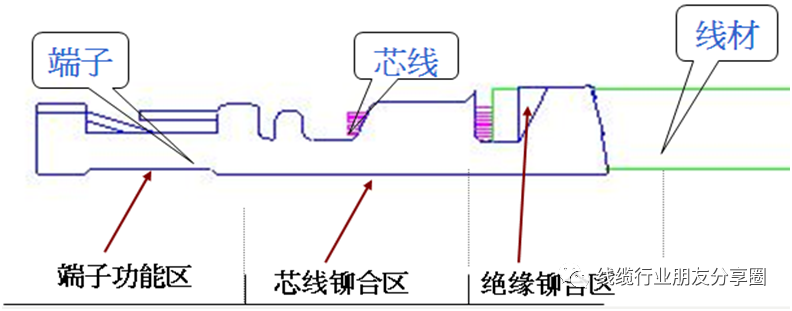
端子功能區:
A: 端子必須保持直的狀態,不可彎曲變形;
B: 公母實配部位不可彎曲變形,張開或框口內縮
C: 與膠芯或外殼配合的倒刺或定位裝置不可變形
芯線鉚合區
A: 開放式鉚合區;B: 閉合式鉚合區;C: 銅軸隔離線或編織線鉚合區
總體要求
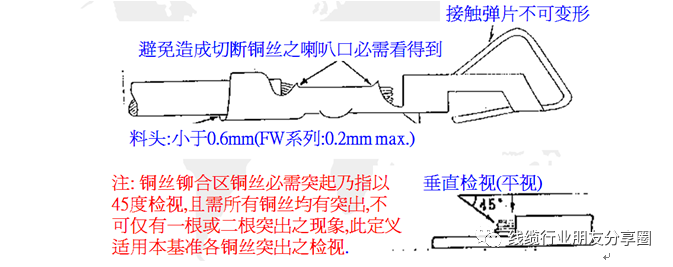
除特殊規定外,鉚合區鉚合后芯線露出長度不可超過1.6mm
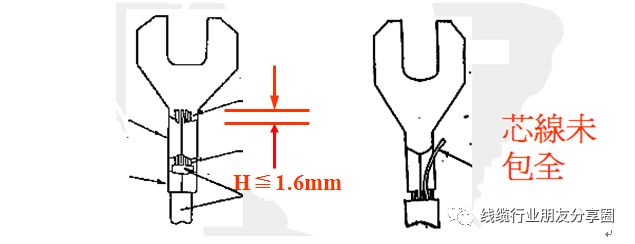
B,鉚合后所有芯線必需包于芯線鉚合區壁內(左圖為不良品)?
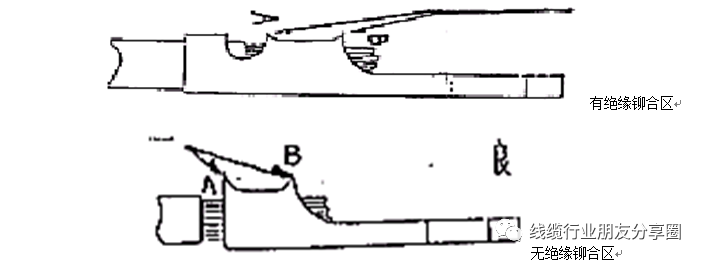
C,喇叭口為必須,但A點一定要有,以免芯線鉚斷, ??如果B點沒有可允收。?
D.鉚合后芯線斷股現象超過附表所列之規格要求

鉚合狀態檢驗須同時滿足以下四項Spec方可認為所打端子為良品:
A.端子 spec (C/H,C/W,I/H,I/W);? B.端子對線材保持力;? C.電線絕緣皮搖擺測試;? D.外觀檢查
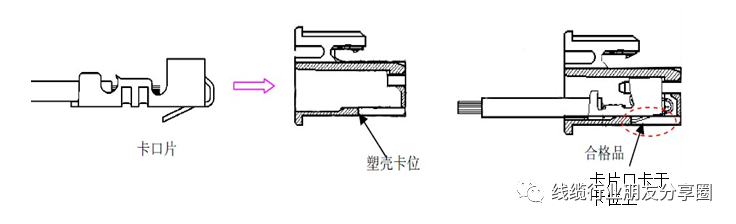
線束工藝基本流程之穿膠殼
將鉚壓好之端子卡口片方向與塑殼卡同向,再將端子平推入塑殼,當聽到卡喀聲后,再回輕拉線材,以確定端子正確卡入塑殼,無脫落則合格.注意依工程圖要求組裝,不可插錯位。
穿膠殼工序自動化目前已經線束行業非常成熟的工藝,而且也是線束加工行業使用非常廣泛的一種自動化加工設備,可實現自動穿膠殼、沾錫、打端、扭線等多功能。
線束工藝基本流程之量測控制
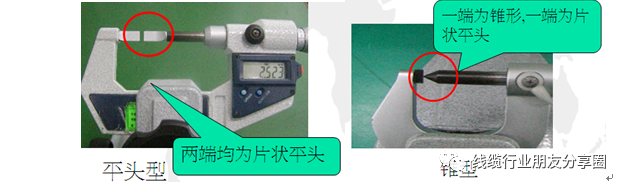
鉚端高度測量:作為確保正常壓著性能的管理方法,有必要進行鉚端高度測定,設定高度雖然是在鉚端機方面設定的,但就其測定卻是在鉚端之物上進行的,測試時使用鉚端高度測定用儀器——千分尺,用其測定鉚端體的“固定柵”和“擠壓柵”的各中心部位,測試時需避開“擠壓溝”,且確認用的線材應為生產使用之線材。
量測注意事項
量測儀器在校驗有效期內
量測時要與量測面保持垂直,不能用大力擠壓,輕輕靠在量測點后輕扭分厘卡尾端聽到2~3次響聲后即可讀數
量測數據要逐一及時記錄
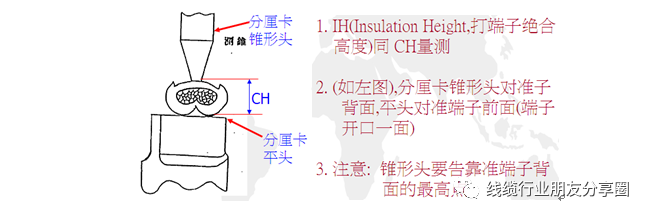
以分厘卡量測,分厘卡的精度應為0.001mm
錐形頭要找準端子背面的最高
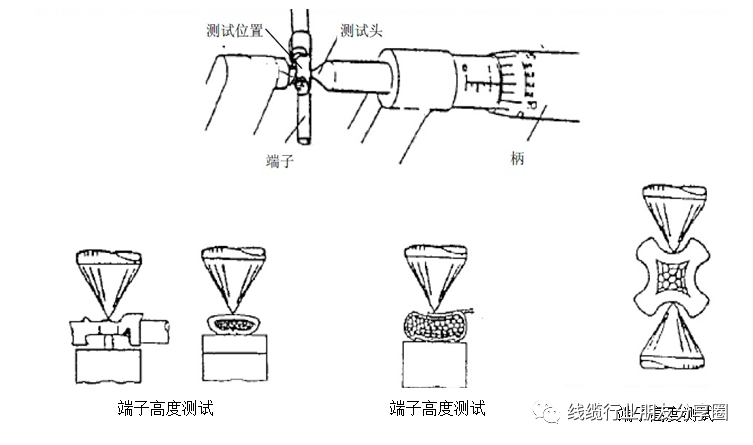
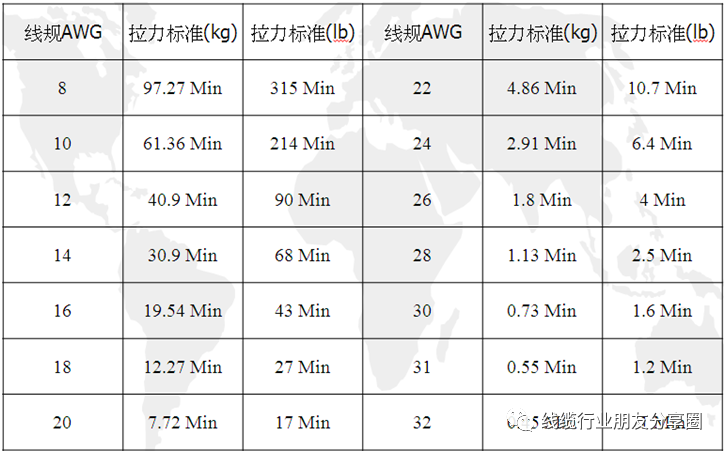
拉力測量:是為了進行鉚壓柵的鉚端高度是否適宜之判斷的一種確認項目,其確認方法為 拉扯被壓著的端子與線材確認其破壞強度以及保證其強度, 無論鉚端高度是多么恰如其分,仍有缺陷,故為彌補高度檢測的缺陷,測拉力強度是必要的。
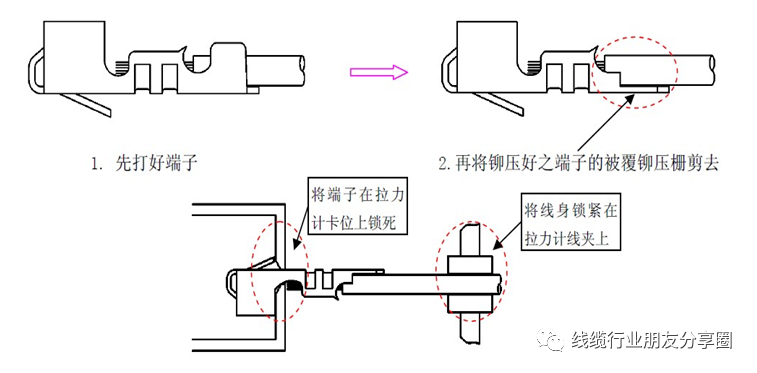
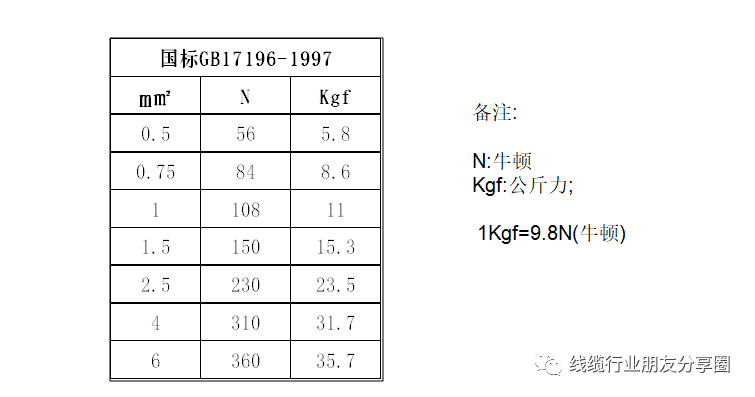
端子對線材保持力量測試,
依所測端子保持力規格,一般磅力計最小刻度為端子保持力規格公差的1/5 ~ 1/10,以精確獲得量測結果.
3. 量測時芯線應是被拉出端子或被拉斷.若芯線拉斷,其位置不可在芯線鉚合區.
4. 測試速度: 1+/0.25 inch/min. (約 25+/-6 mm/分鐘,參考 MIL-STD-1344A,method 2003.1)
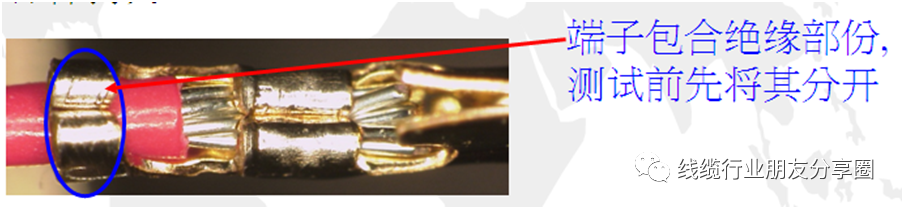
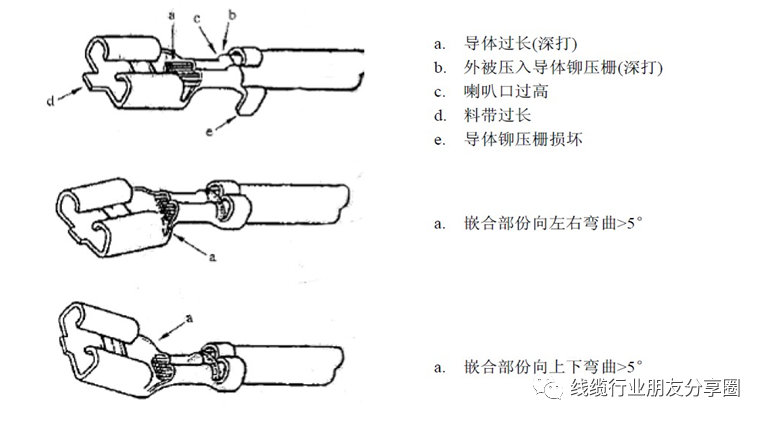
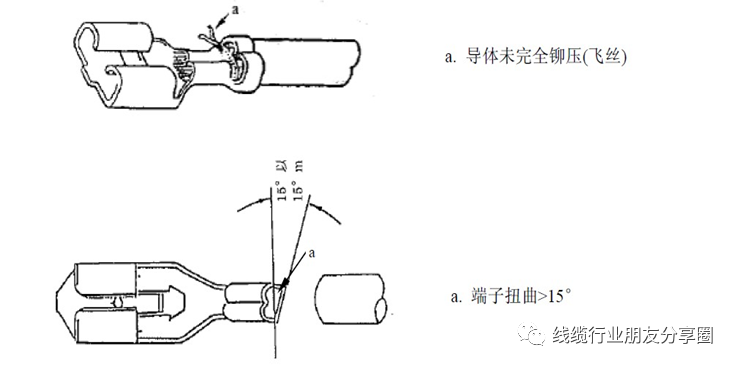
目測項目;以下為在目視檢測中常見拒絕接收的部分
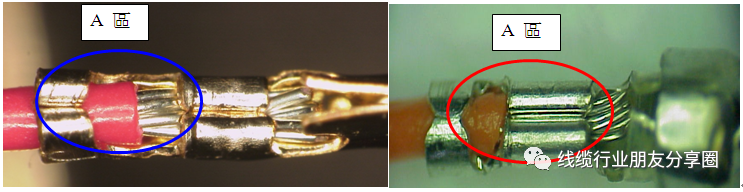
良品:剝絕緣皮整齊且絕緣體/A區長度=1/2
不良品:剝絕緣皮不整齊且絕緣體/A區長度>1/2
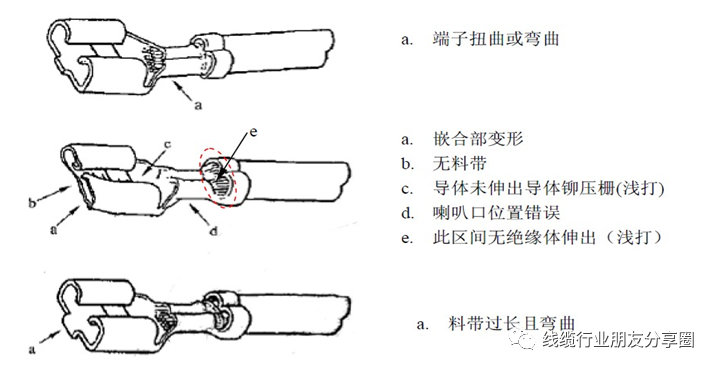
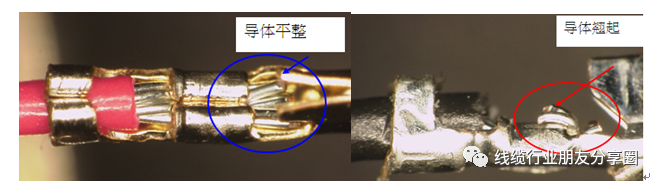
良品:B區導體平整,不翹起不良品:? B區導體翹起
審核編輯:黃飛
?















 工商網監
工商網監
評論