 大面板QFN引線框 降低制造流程的成本
大面板QFN引線框 降低制造流程的成本
今天,成本降低比以往任何時候都更加減少了傳統材料和物料清單(BOM)的減少,并降低了與建筑零件相關的人工和制造成本。剝離載體,如下面的圖1所示,是大量連接半導體進行批量處理的長期形式。降低成本促使行業在制造過程中采用更大的帶鋼形式,以提高高成本工藝的效率。對于最大化材料潛力和加工步驟的勞動力也是如此。這些較大的帶材尺寸可提高帶材密度并降低人工和工廠成本。
本文將介紹處理風險,芯片粘接挑戰,焊線,模具,切割以及帶材尺寸遇到的卷帶和卷軸挑戰增加并轉移到單塊配置,以降低制造流程的成本。
許多行業領導者積極參與降低成本的活動,并且廣泛的引導框架轉換也是其中的一部分。但是,在進行寬引線框轉換之前,請考慮所有選項,因為在潛在的成本增加與設備和利用率的效率提升之間存在微妙的平衡。在開始旅程之前必須先了解這一點。
圖1顯示了傳統的四面板四扁平無引線(QFN)引線框設計和帶有單個模塊的擴展面板設計。頂部的四塊模制75x250mm帶材已成為QFN封裝上十多年生產的行業標準。下面顯示的進展(從上到下)是一個漫長而細致的過程,以確保過程和材料變化不會影響產品的最終成本和質量。
圖1 -四塊與下一代剝離尺寸
進入單面板寬引線框架的第一個挑戰是設計挑戰。與傳統使用的窄引線框架類型相比,在組裝處理期間引線框架將經受更多的翹曲和彎曲。引線框的外部邊緣區域必須設計成有助于控制翹曲。包裝條區域和包裝之間的支撐結構也需要仔細考慮。這是因為翹曲和處理引起的封裝應力可能導致更高的封裝分層,這是由于額外的每單元帶。當您進入更寬的條帶時,還存在更大條帶上的模具流動和固化差異的復雜性。
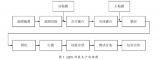
當查看傳統的QFN處理流程時,如圖2所示,存在許多潛在的風險改變引線框尺寸和格式。
圖2 -傳統引線框架QFN后端流程
處理風險
首次考慮更廣泛的引導框架創建正在處理 - 最初是在制造商處,然后是在裝配現場。使用相同的材料厚度更寬更長,使得在每個加工步驟處理引線框架成為一項挑戰。引線框架供應商以及裝配工藝工程師和設計人員必須考慮到這一點。
圖3顯示了后端裝配過程中處理步驟之間的運輸盒中使用的夾具修改。這種新的框架盒式磁帶(如右圖所示)在載體槽之間提供了一個板,以便在引線框架的底部表面上提供支撐,防止翹曲和彎曲,因為管芯連接化合物和額外的工藝步驟增加了重量。這樣可以防止在運輸過程中損壞引線框架和電線。可以看到左側盒式磁帶在放置芯片之前顯示引線框架的翹曲,而右側新盒式磁帶的圖片顯示了新固定裝置支持的相同框架。
圖3 -四個新舊支撐板卡帶
芯片粘接工藝
第一個加工步驟是芯片粘接操作。在此過程中,從輸入的測試晶片中拾取單個硅電路,并將其放置在引線框上,在引線框表面上具有分配的管芯附著材料。這個處理步驟增加了IC和環氧樹脂在引線框架上的額外重量,而在較舊的框架盒中,這會產生框架彎曲到從原始支撐槽掉落的程度。
隨著寬引線框架的尺寸增大,在芯片粘接過程中遇到的其他問題一直是環氧樹脂分配過程。歷史上,引線框架在加熱的輸入級上一次分配一個封裝,然后轉位到放置芯片的放置區域。對于較大的引線框架,分配和放置之間的時間變得太長并且環氧樹脂開始形成干燥的皮膚并且芯片附著干燥問題已經遇到。這會產生環氧樹脂空洞,不完整的附著,以及堆疊的板級厚度(BLT)測量的多種多樣性。這種BLT變化將在焊絲和成型過程中以廢料產量損失的形式產生下游問題。
分配單元和引線框支撐系統的機器設計變更已被納入以消除環氧樹脂的問題干燥以及粘合線厚度控制。在分配過程中,框架彎曲和翹曲以及引線框架的軌道平整度由機器夾具和軌道設計變化控制。隨著封裝尺寸變得越來越小,芯片粘接材料將成為解決問題長期控制中的干燥問題的更重要因素。在芯片粘接過程中植入寬幅引線框架時,必須診斷和處理這三個因素的組合。
芯片粘接后的是芯片粘接固化過程。在此過程中,烘烤薄膜框架以固化芯片粘接材料。在添加額外的熱質量時必須考慮工藝因素,并且還需要考慮盒式設計,以便在固化曲線期間能夠釋放氣體。如果不考慮,可能會遇到引線鍵合問題以及全環氧樹脂固化問題。
引線鍵合和挑戰
下一步操作是引線鍵合。在此過程中,將電線從電路放置到引線框架以建立與封裝和外部世界的電連接。這方面遇到的主要問題是處理引線框進/出工藝,以及在焊接過程中正確夾緊引線框,以最大限度地減少操作期間的索引并提高輸出。工藝前和工藝后檢查對于實現寬引線框架功能也至關重要。
圖4顯示了使用大面積鉗位來提高效率并減少引線鍵合操作期間的分度。通過設計具有更大面積開口的夾具,機器輸出最大化并且通過寬引線框架使用獲得了效率。這需要在每個封裝尺寸上進行實驗設計和設計(DOE),以便能夠在不影響焊線牽引和剪切數據的情況下為工具提供最大化輸出結果的正確設計。在某些情況下,索引更多比減慢或調整鍵合參數更好,以補償鍵合過程中引線框架的移動。這是一個微妙的平衡,必須在發布之前完全測試,因為過程控制和處理窗口是長期可靠性和包裝成功的關鍵。
圖4 -用于引線鍵合的大幅面鉗位
通常,在引線鍵合和芯片連接過程中,我們有一個可視操作來檢查過程的性能。這包括粘合線厚度測量,線焊環測量和拉/剪。這需要在處理步驟期間處理條帶。如果處理不當,條帶很重且容易彎曲或損壞。使用戴手套的手不再能夠傳統地手動搬入/取出框架盒。
圖5顯示了可以插入框架盒中的夾具的設計,以使條帶從盒子中無縫過渡用于手動處理和視覺和外部制造測試的夾具。該夾具消除了與寬引線框架相關的風險,并且無需昂貴的處理設備來執行過去一直手動檢查。
圖5 -大型引線框手動處理夾具
-
qfn
+關注
關注
3文章
187瀏覽量
56161 -
PCB打樣
+關注
關注
17文章
2968瀏覽量
21653 -
華強PCB
+關注
關注
8文章
1831瀏覽量
27724 -
華強pcb線路板打樣
+關注
關注
5文章
14629瀏覽量
42982
發布評論請先 登錄
相關推薦
引線框架貼膜工藝在QFN封裝制程中的應用
KFC引線框架銅合金帶材的生產工藝研究
銅合金引線框架成為封裝主要研發方向
歐菲光成功研發半導體封裝用高端引線框架
行業突破!歐菲光半導體封裝用高端引線框架成功研發
AN-772:引線框架芯片級封裝的設計和制造指南
常用的引線框架拉伸測試標準及其步驟,全面解析

Cadence Allegro QFN類器件扇孔操作詳細步驟
如何高效測量引線框架尺寸?中圖儀器影像一鍵解決測量難題

等離子清洗機在陶瓷封裝、引線框架、芯片鍵合、引線鍵合的應用

一文讀懂半導體引線框架
QFN引線框架可靠性揭秘:關鍵因素全解析






 工商網監
工商網監
評論