 簡要分析空心球墨鑄鐵曲軸的輕型結構潛力
簡要分析空心球墨鑄鐵曲軸的輕型結構潛力
曲軸的質量最多可占發動機總質量的12%。大多數曲軸采用鍛鋼制成,鑄造曲軸在其中僅占較小的份額。與鍛鋼曲軸相比,空心鑄造曲軸可減重達15%~20%,而且制造成本最多可降低15%。瑞士GF汽車公司成功開發的Sibodur球墨鑄鐵材料使鑄造曲軸具有與鍛鋼曲軸幾乎相同的強度和抗疲勞強度,同時又保留了鑄鐵其他的性能優勢。空心球墨鑄鐵曲軸不僅能用于中低負荷發動機上,而且也能在高負荷發動機上使用。
內燃機是常規汽車與混合動力車輛的的重要組成部分。為了優化排放性能和燃油耗,內燃機需要不斷進行技術創新,例如在燃燒、摩擦、廢氣后處理和輕量化等方面持續優化。未來輕量化的趨勢將進一步加強,特別是對于混合動力車輛而言,因增加了電動機和蓄電池,減輕整車質量仍是重要的開發目標。
曲軸是內燃機上極其重要的核心零件,它承受著隨著時間和位置而不斷變化的力、扭轉力矩、彎曲力矩以及復雜的激勵振動。近年來,曲軸承受的負荷水平在不斷提高,特別是增壓直噴式柴油機,隨著發動機的不斷強化和小型化,曲軸未來的負荷狀況還會更苛刻。曲軸的結構設計對于其負荷能力起著決定性的作用,而其使用壽命取決于交變彎矩、扭轉強度、扭轉振動特性和抗磨損強度。
與鍛鋼曲軸相比,鑄造曲軸具備多方面的優勢:鑄造曲軸的成本更低,而且相比鍛鋼曲軸可減重10%,同時鑄造方式可提供更多的造型設計自由度,能夠采用空心鑄造等輕型結構型式。與實心鑄造的4缸機曲軸相比,最多可減重12%,質量減輕1.5 kg。
在大多數柴油機和強化程度較高的汽油機上,若對強度要求超過一定極限的話,則仍需選擇鍛鋼曲軸,但為此要負擔較高的成本。瑞士GF汽車公司成功開發的Sibodur球墨鑄鐵材料解決了這種目標沖突,具有與鍛鋼曲軸幾乎相同的強度和抗疲勞性能,同時又保留了鑄鐵的優勢。試驗研究表明,空心球墨鑄鐵曲軸不僅能用于中低負荷發動機上,而且也能在高負荷發動機上使用。
對曲軸而言,輕型結構的優化潛力在于平衡塊的設計,同時要兼顧整機的噪聲-振動-平順性(NVH)問題,平衡度方面的開發已近乎達到了極限,而連桿軸頸和主軸頸的空心結構設計還存在著一定的優化潛力,且不會對平衡度產生不良的影響。通過采用高強度鑄鐵的空心結構和最佳的表面硬化處理工藝就有可能充分利用這種輕型結構的優勢,同時由于其材料和工藝成本較低,適于進行批量生產,而且與鍛造結構相比,鑄造工藝方法甚至可降低成本。下文中所介紹的4缸1.6 L柴油機,通過這種方案可減重達20%。
1Sibodur球墨鑄鐵材料系列
Sibodur該名詞是由添加劑硅(Silizium)、硼(Bor)以及耐久性(Durability)縮寫而成,其主要成分包括3.3%~3.7%的碳和2.6%~3.4%的硅。與常規的球墨鑄鐵相比,在彈性模數相同的情況下,Sibodur球墨鑄鐵在延伸率、抗拉強度和抗疲勞強度方面具有更好的性能(如表1所示),此外與其他的鑄造材料相比,零件表面溝槽產生的影響較小,而且能通過改變添加劑使材料適應要求,例如在延展性相同的情況下使強度更高或者在強度相同的情況下使延展性更好。
與常規球墨鑄鐵相似,Sibodur球墨鑄鐵也是具有各種不同品種的系列材料,如Sibodur 450-17的最低屈服強度為310 MPa,最低抗拉強度為450 MPa,斷裂延伸率17%。與此相比,特別適用于曲軸的品種Sibodur 700-10則采用了稍作調整的添加劑,從而在斷裂延伸率達到8%~12%的情況下使其最低屈服強度達到了440 MPa,最低抗拉強度達到了700 MPa。
在各種不同場合的實際應用表明這種Sibodur球墨鑄鐵在技術上已成熟,例如大眾公司搭載高功率發動機的高爾夫轎車平臺應用了Sibodur球墨鑄鐵橫向導臂,奧迪A4轎車從2007年起應用Sibodur球墨鑄鐵后橋車輪支座替代原鍛鋼件,成本降低了約20%且總質量不變,其中成本優勢是依靠集成軸承頸而實現的,如使用常規球墨鑄鐵是無法實現的。此外, Sibodur球墨鑄鐵還可用于減振器支座。
表1 Sibodur與常規球墨鑄鐵
(GJS)的性能比較
| 項目 |
Sibodur 450-17 |
GJS 400-15 |
Sibodur 700-10 |
GJS 700-2 |
| 屈服強度/Mpa | 310 | 250* | 440 | 420* |
| 抗拉強度/Mpa | 450 | 400* | 700 | 700* |
| 斷裂延伸率/% | 17 | 15* | 8-12 | 2* |
| 彈性模數/Gpa | 165~175 | 160~170 | 165~180 | 165~180 |
| 布氏硬度 | 150~180 | 140~170 | 240~290 | 225~305 |
|
0.2%形狀延伸極限 (球形試驗)/MPa |
610 | 544 | 900 | 628 |
|
抗疲勞強度/Mpa (球形試驗) |
340 | 320 | 360 | 330 |
*按照DINEN 1563標準的最低值,所有其他數據為試驗值或參考文獻數據
2結構設計
選擇一臺4缸1.6 L柴油機作為開發樣機,其曲軸采用38MnSV5合金鋼制成,質量為12 kg,約占發動機總質量的12%。
空心球墨鑄鐵鑄造曲軸的開發是按照以下步驟進行:結構設計、充模能力、凝固模擬計算、多體模擬、壽命分析、樣機制造、零部件試驗。
在進行空心球墨鑄鐵曲軸結構設計時,空心腔容積(圖1)的最大化是起決定性作用的,但是同時還應考慮到砂芯的可制造性和最小壁厚。在砂芯制造時,必須特別關注砂芯的壁厚,過小的壁厚不僅會在砂芯制造時或澆鑄時導致其砂芯斷裂,而不均勻的壁厚會導致不同的冷卻特性,并且會強烈地影響到材料的機械性能。除此之外,工藝的穩定性也是特別重要的,長期積累的經驗能使結構設計越來越接近工藝極限。
圖1 空心鑄造曲軸的結構及其4部分砂芯
3充模能力和凝固模擬
在進行充模和凝固模擬時,模擬計算需使用諸如流動截面、流動速度以及鑄模空腔內的熔液溫度等鑄造參數,根據計算結果來識別局部的氣體空隙度及其產生的原因,必要時可通過必要的鑄造措施進行相應的修改。根據熔液溫度對模擬結果進行評估,即可評判某些部件發生冷態流動的風險。鑄造的物理過程由連續性方程式、用于液態金屬單相三維流動的Navier-Stokes方程式以及體積分數函數來描述。均勻凝固(圖2)和冷卻是鑄造技術的重要設計準則。為了達到所必需的材料品質,最終的凝固階段應發生在澆冒口范圍內,這是對澆冒口系統設計的一個挑戰。
圖2 凝固模擬
4多體動力學模擬
曲軸的負荷借助于多體模擬方法(圖3)來確定,其結果相當于4缸柴油機典型的軸承力曲線。空心鑄造曲軸與鍛鋼曲軸之間軸承力(圖4)的比較表明兩者之間并無本質差異,相同的受力水平則歸因于相同的平衡度。彎矩(圖4)的比較表明,空心鑄造曲軸靠近飛輪的軸承上的彎矩提高了46 N·m,這種差異是由鑄鐵的彈性模量較低所造成的。為了避免發生軸承磨損,通常要相應修改軸瓦的輪廓。
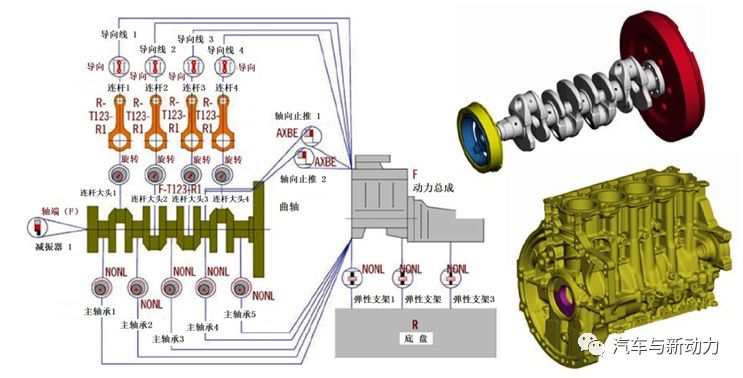
圖3 AVL-激振模型(屏幕截圖)和
有限元模型
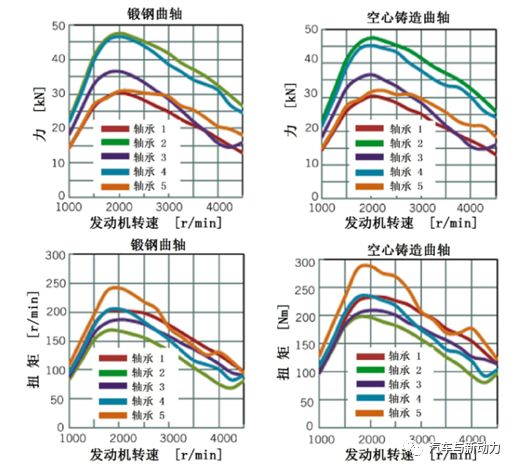
圖4 主軸承上的力和彎曲力矩
曲軸的應力分布從發動機轉速500~4500r/min之間,每隔250r/min在整個發動機循環(720°)中每隔2°CA進行計算和評估。
5材料的機械性能
軸頸的過渡圓角是曲軸負荷最高的部位,因此需進行感應淬火或滾壓強化處理。較好的方法是應用專門為球墨鑄鐵曲軸制定的滾壓工藝,進行滾壓時局部材料會發生彈性-塑性變形,因此不僅取決于材料的塑性,而且也取決于其彈性極限。為了利用該效果,還開發了GJSCS 800 HY合金球墨鑄鐵,它具有高達555 MPa的彈性極限和825 MPa的斷裂強度。
6疲勞強度檢驗和可靠性系數
為了計算曲軸的可靠性系數,必須查明其疲勞強度。對于軸頸過渡圓角經滾壓強化的曲軸,必須在動態試驗臺上測量其彎曲程度。如果疲勞強度是采用韋勒疲勞試驗進行試驗的話,那么就能由試驗結果畫出韋勒疲勞曲線。韋勒疲勞曲線表明,對于鑄鐵曲軸而言,其疲勞強度能得以大幅提高(圖5),而對于鋼曲軸而言,有望獲得相似的效果,其結果取決于單位滾壓強化力。
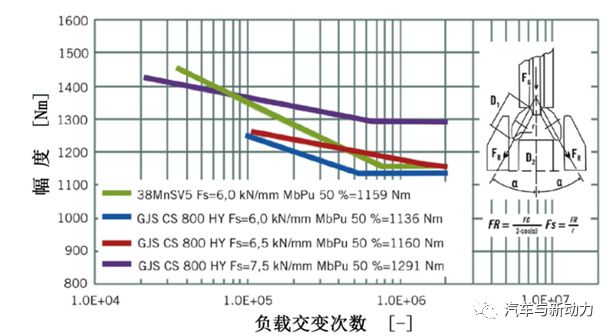
圖5 GJS CS 800 HY合金球墨鑄鐵
空心鑄造曲軸的韋勒疲勞曲線
(過渡圓角半徑R=-0.5)
借助于Haigh圖和古德曼曲線即可查明可靠性系數位于1.5~2.0范圍內,因此曲軸可用疲勞耐久性予以評價。
7摩擦學
為了描述流體動力學軸承的摩擦特性,可通過斯特里貝克曲線進行描述。影響流體動力學軸承摩擦的參數包括軸承幾何尺寸、軸承形狀、機油流量、潤滑劑性能、軸頸材料性能以及兩個零件的表面結構。圖6*示出了鋼和不同鑄鐵表面結構的實驗室試驗結果,這些試驗結果表明,球墨鑄鐵在混合摩擦范圍內具有較低的摩擦系數。
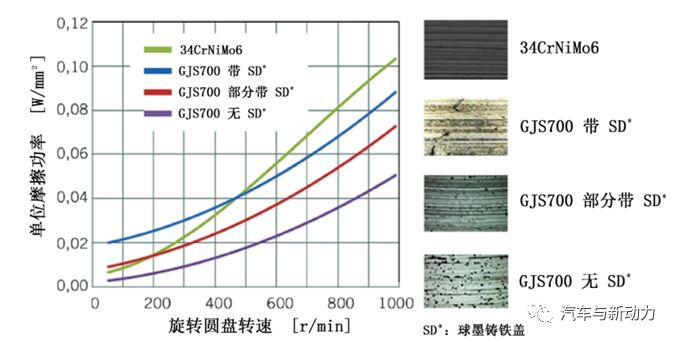
圖6 Pin-on-Disk實驗室試驗結果
8性能和效益
主軸頸表面與曲柄臂表面之間的過渡區是曲軸應力最大的部位,通過局部強化可使其具備足夠的承載能力。在該方面采用滾壓和感應淬火是較為合適,兩類工藝均可提升抗疲勞強度。滾壓強化(圖7)特別適合于Sibodur球墨鑄鐵曲軸。在采用常規球墨鑄鐵材料的前提下,強烈的滾壓反而會導致強度降低,并會損傷材料表面。Sibodur 700球墨鑄鐵的滾壓力比GJS 700-2常規球墨鑄鐵更大,最多能將曲軸抗疲勞強度提高50%左右。
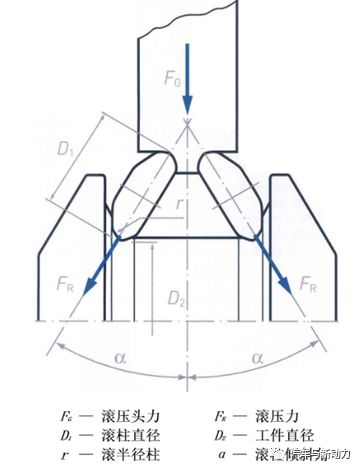
圖7 滾壓原理
因此,Sibodur球墨鑄鐵的應用潛力較高,在一臺1.6 L汽油機上的試驗情況如圖8所示。在量產球墨鑄鐵滾壓曲軸主軸頸與曲柄臂平面臨界過渡部位進行的交變彎曲疲勞試驗中,超長壽命概率90%(即圖8中下標ü90的含義,圖9中下標ü50和ü10含義類推)時的抗疲勞彎曲力矩達到約960 N·m,而與之相比, Sibodur球墨鑄鐵滾壓曲軸則可超過1 440 N·m。
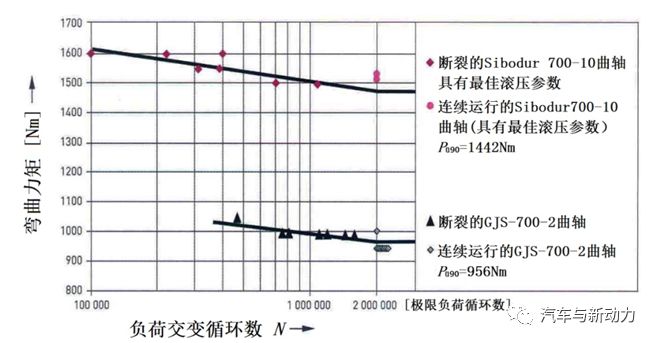
圖8 滾壓對一臺4缸1.6 L汽油機曲軸
交變彎曲強度的影響
(Sibodur700-10球墨鑄鐵曲軸與
GJS-700-2常規球墨鑄鐵曲軸的比較)
在另一種廣泛應用的1.9 L柴油機上的情景則更為直觀(圖9)。這種批量生產的鍛鋼曲軸具有約1 870 N·m的抗疲勞強度,相同的高強度Sibodur球墨鑄鐵曲軸經滾壓后達到了與之近似約為1 830 N·m的高抗疲勞強度,而滾壓工藝經調整后還能使這種曲軸的抗疲勞強度提高到近2 000 N·m,從而超過了鍛鋼曲軸的水平。通過曲軸設計的優化和局部強度的提高,其扭轉強度也能達到鍛鋼曲軸的水平,因而鍛鋼曲軸壟斷性的時代至今已不復存在。
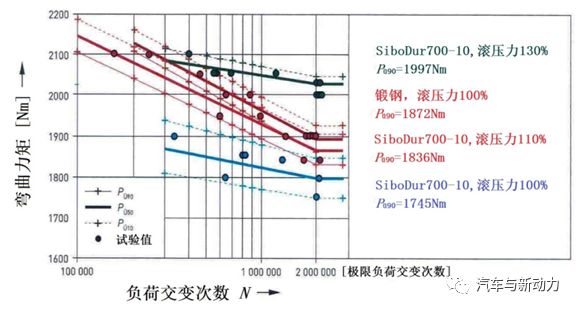
圖9 滾壓對一臺4缸1.9L柴油機曲軸
交變彎曲強度的影響
(Sibodur700-10球墨鑄鐵曲軸與
鍛鋼曲軸的比較)
9批量生產的潛力
GF汽車公司從2008年起就開始首次批量生產球墨鑄鐵曲軸。除了材料和生產工藝之外,還可優化零件幾何形狀和尺寸。在與仿生學專家的共同合作中,對曲軸的某些區域進行重新設計,以提高其強度和耐久性。在該領域,鑄造比模鍛提供了更多的設計自由度。
即使在鍛鋼曲軸不斷贏得市場份額的情況下,目前在歐洲和美國發動機制造商絕大多數依然更加信賴球墨鑄鐵鑄造曲軸,而日本發動機制造商則更偏愛鍛鋼曲軸。由于Sibodur球墨鑄鐵曲軸具有優越的性能,因此鑄造曲軸仍具有良好的市場前景。
10結論
即使針對發動機輕型結構進行了重點優化,但是目前尚未發掘出該結構的全部潛力。空心球墨鑄鐵曲軸能減輕20%質量,尤其是需要重視空心腔的幾何形狀、材料選擇和滾壓工藝參數。為了設計出最佳的幾何形狀,需要在初期開發階段時就考慮到鑄造技術。采用高強度球墨鑄鐵的空心鑄造曲軸在技術層面與經濟層面上均是最用于未來發動機。
-
發動機
+關注
關注
33文章
2439瀏覽量
69169 -
機械
+關注
關注
8文章
1531瀏覽量
40469 -
功率
+關注
關注
13文章
2057瀏覽量
69782
發布評論請先 登錄
相關推薦
球墨鑄鐵管制造行業測徑儀的應用
鑄鐵(灰鑄鐵、球墨鑄鐵、可鍛鑄鐵)金相組織觀察與繪制(驗證性
論采用氣焊減應法焊補鑄鐵構件

空心杯電機原理_空心杯電機特性
空心杯電機參數_空心杯電機結構
發動機曲軸結構及作用分析
空心杯微型電機的結構
空心杯電機的結構原理
空心杯電機的結構和工作原理
空心杯電機的結構和工作原理
曲軸轉角傳感器的結構和工作特性介紹





 工商網監
工商網監
評論