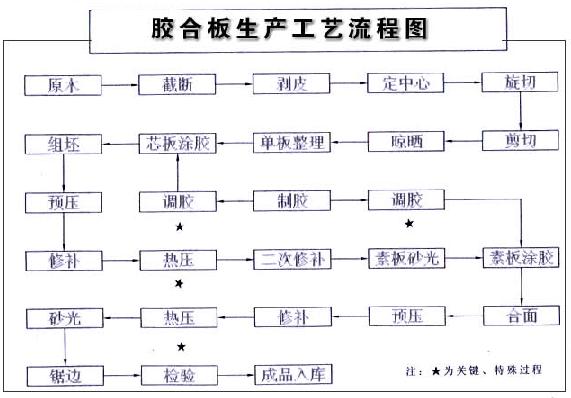
 電鍍鋅工藝流程圖
電鍍鋅工藝流程圖
電鍍鋅工藝流程圖
電鍍鋅,行業內又稱冷鍍鋅,就是利用電解,在制件表面形成均勻、致密、結合良好的金屬或合金沉積層的過程。

電鍍鋅工藝介紹
1、堿液除油
堿液除油有多種方法,包括浸泡法、噴射法、蒸氣法、聯合處理法和手工擦拭法。
其中用得最普遍的是浸泡法和噴射法,它們可以適用于各種需要的工序及場合,設備簡單,易操作,安全無毒,可以半手工操作,也可以自動化、機械化處理。
這種方法主要借助于堿的化學作用(皂化作用)來清除金屬表面的油脂和輕微銹蝕,使被涂表面凈化,這種方法常用于清除鋼鐵、鎳、銅等黑色金屬以及不溶于堿液的有色金屬。堿液的主要成分有氫氧化鈉、磷酸三鈉、硅酸鈉、碳酸鈉、硫酸鈉等,其中起皂化和洗滌作用的是氫氧化鈉;磷酸三鈉主要起軟化水的作用;酸堿度(pH)由碳酸鈉進行調整;硅酸鈉則起加強潤濕和乳化作用。
目的在于去油,減少油脂對電鍍的影響。
2、逆流漂洗
逆流漂洗指的是工件運動方向和水流方向相反,這樣先用臟水洗再用干凈水洗,既可以節約用水,又能洗干凈。所以,先要看好工件的運動方向。
現在工業中用到很多使用的是多級動態逆流漂洗,所謂多級動態逆流漂洗具有三個特征:
其一:洗槽不是單槽,工件要經過一級又一級的多道清洗;
其二:清洗水不是靜止不動而是在串聯的多個清洗槽中,從末級清洗槽供水,從首級清洗槽排水;
其三:被清洗工件的走向與水流方向相反,是逆向運動的。
漂洗也在于去除表面的污漬,保證之后的工序進行。
3、酸洗活化
酸洗活化是指利用化學方法除去基體表面的銹物和氧化膜,使工件表面處于活化狀態的加工方法。
盡管酸洗溶液采用硫酸或者鹽酸均可,但在熱鍍鋅生產中大多采用鹽酸。之所以如此,是因為鹽酸酸洗作業可以在室溫下進行,鹽酸對金屬氧化物具有較強的化學溶解作用,在溫室下能有效地對多種金屬進行酸洗處理,鹽酸對鋼鐵工件鐵基體的溶解酸洗比硫酸要快,酸洗用時較短,容易對酸洗過程進行有效的控制。
因此,使用鹽酸來酸洗鋼鐵工件不易發生“過腐蝕”和“氫脆”現象。
說到“氫脆”現象,就要考考大家了,到底什么是氫脆呢?
接下來就是重頭戲!
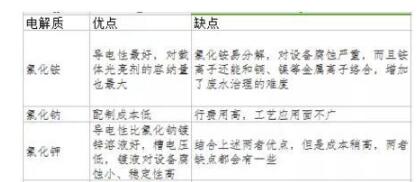
4、氯化物鍍鋅
根據電解質不同,可以分為:銨鹽鍍鋅、鉀鹽鍍鋅和鈉鹽鍍鋅,具體見下表:
5、低鉻鈍化
鍍鋅層遭到腐蝕后不斷變薄,這不僅使鍍層外觀受到破壞,甚至失去對鋼鐵基體的保護能力。若將鍍鋅層在一定組成的鉻酸溶液中進行鈍化處理,使鍍鋅層表面形成一層組織細密、抗蝕性較高的鉻酸鹽膜(即鈍化膜)后,則可顯著地提高鍍鋅層的抗腐蝕能力,厚度相同,質量相似的鋅鍍層,鈍化處理后的抗蝕能力可提高7-10倍。
6、烘干
電鍍工藝中的干燥工序起到就是防止產品表面殘留水跡,防止氧化變色用的。
-
電鍍
+關注
關注
16文章
454瀏覽量
24100 -
電鍍鋅
+關注
關注
0文章
9瀏覽量
6560
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論