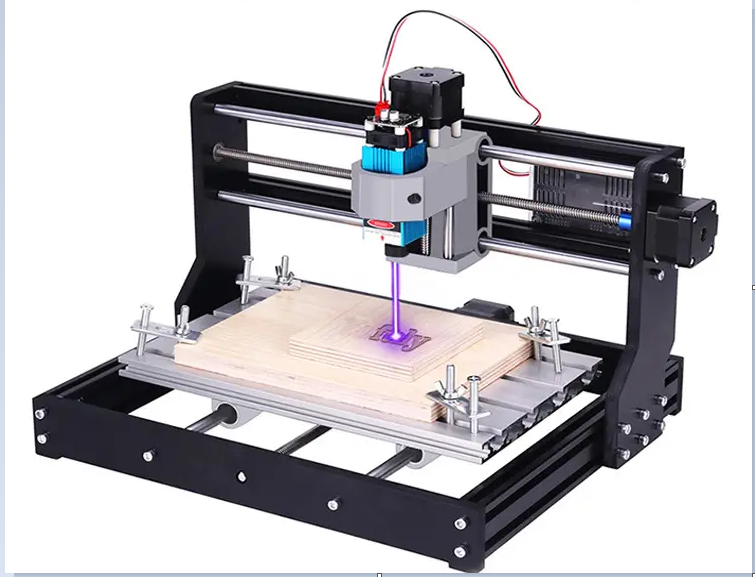
") 迷你數控激光雕刻機DIY圖解
迷你數控激光雕刻機DIY圖解
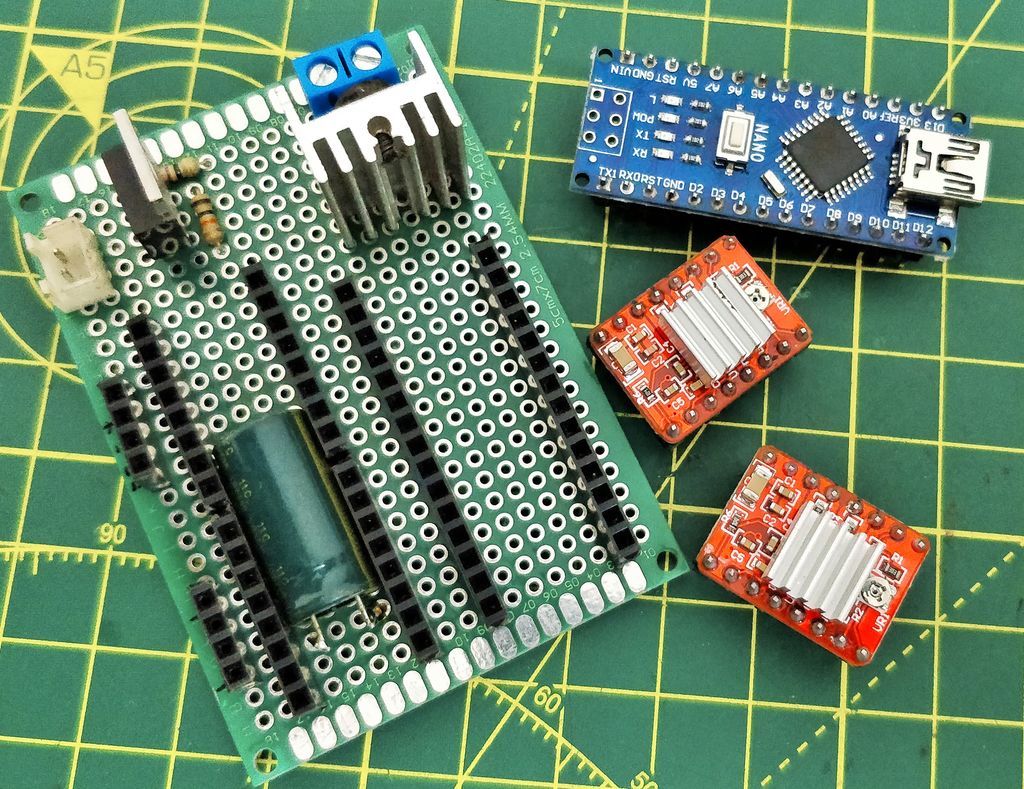
步驟1:所需的零件和材料
2x DVD驅動器步進機構
2x A4988步進電機驅動器模塊(或GRBL屏蔽)
250mW激光器可調透鏡(或以上)
最小12v 2Amps電源
1x 10k電阻器
1x 47ohm電阻
1x LM7805穩(wěn)壓器(帶散熱片)
空白PCB板
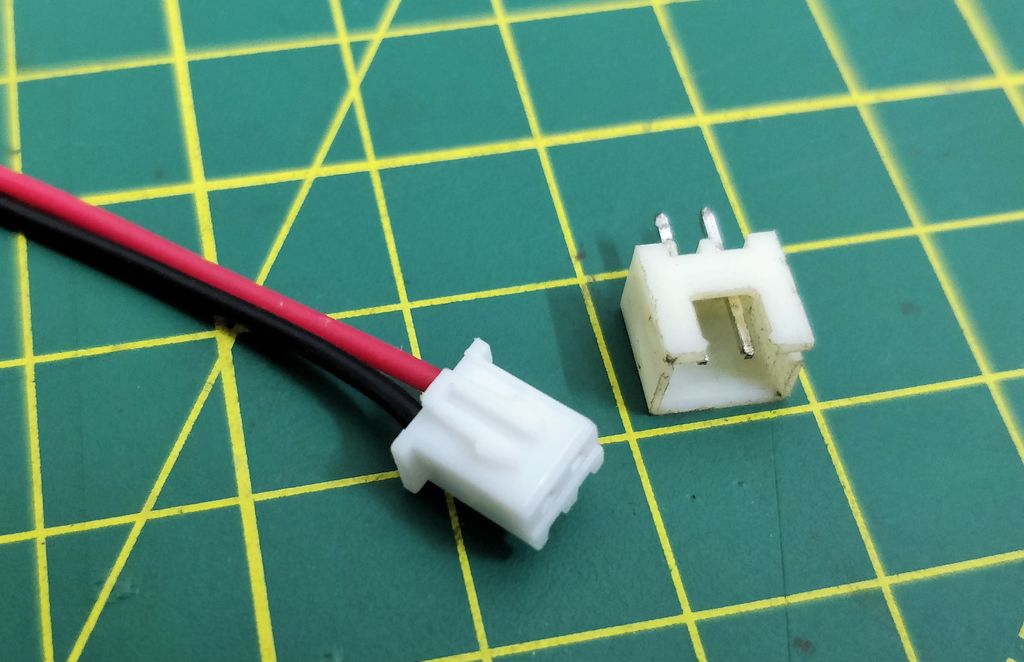
公母接頭
2.5mm JST XH型
2針公連接器
1x 1000uf 16v電容器跳線
8x小釹磁鐵(我從DVD鏡頭機構打撈出來)
1x 2針插頭螺釘接線端子連接器
拉鏈(100mm)
超級膠水
6x M3x12螺絲
8x M2x5螺絲
激光防護眼鏡
“此專業(yè)人士必須使用激光安全眼鏡ject“。
第2步:打印部件

所有零件均采用ABS材料印刷。
打印設置:
圖層高度:0.2mm
填充:《25 %
支持:否
步驟3:拆分DVD驅動器步進機制
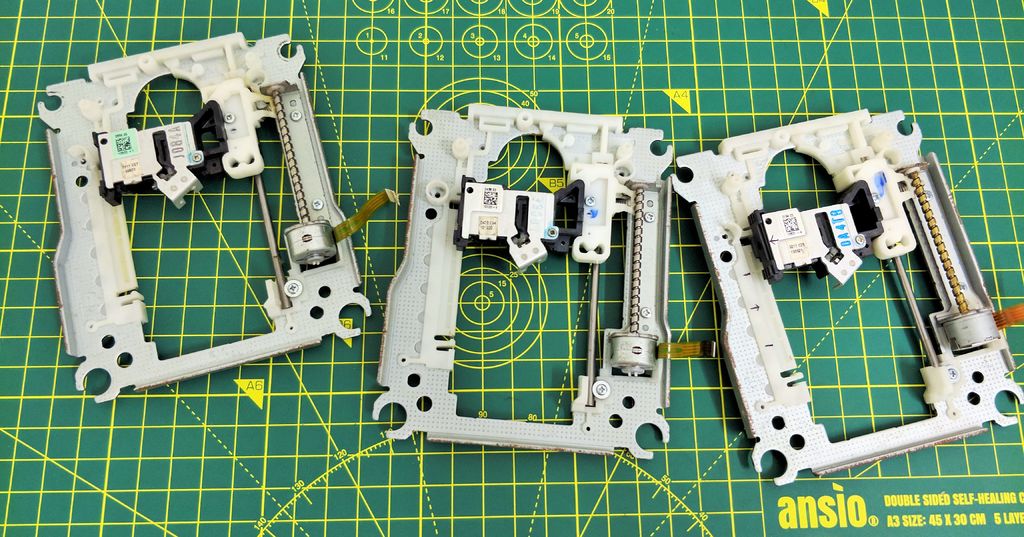
需要兩個DVD驅動機構,一個用于X軸,第二個用于Y軸。
使用小型十字頭螺絲刀我拆下了所有螺絲和分離的步進電機,滑軌和追隨者。
步進電機是4針雙極步進電機。
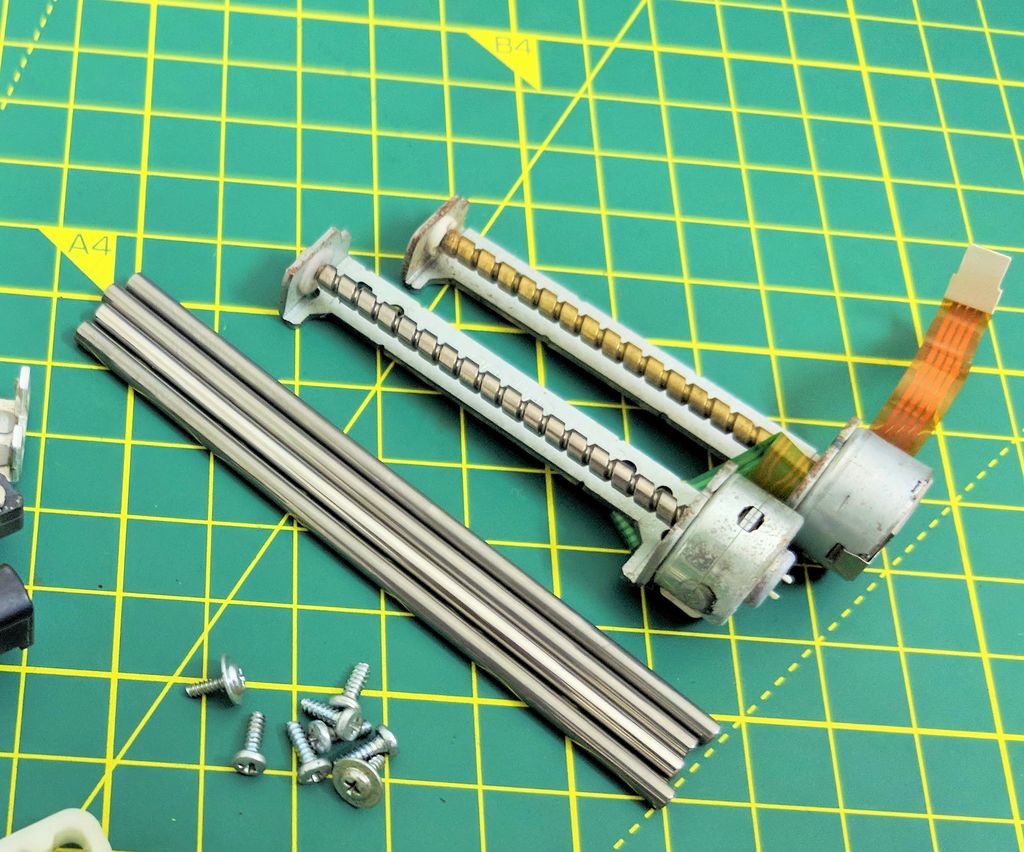
DVD電機的小尺寸和低成本意味著您無法從電機獲得高分辨率。這是由導螺桿提供的。而且,并非所有這些電動機都執(zhí)行20步/轉。 24也是一個常見的規(guī)范。您只需測試電機即可查看它的作用。
計算CD驅動器步進電機分辨率的步驟:
為了測量CD/DVD驅動器步進電機的分辨率,使用了數字千分尺。測量沿螺桿的距離。使用千分尺的螺釘的總長度,結果為51.56mm。確定導程值,即螺釘上兩個相鄰螺紋之間的距離。線程被計為在該距離內的12個線程。導程=相鄰螺紋之間的距離=(總長度/螺紋數= 51.56 mm)/12 = 4.29mm/rev。步進角為18度,相當于20步/轉。現在所需的所有信息都可用,步進電機的分辨率可以如下計算:分辨率=(相鄰螺紋之間的距離)/(N步/轉)=(4.29毫米/轉)/(20步/轉) )= 0.214毫米/步。這是所需分辨率的3倍,即0.68mm/步。
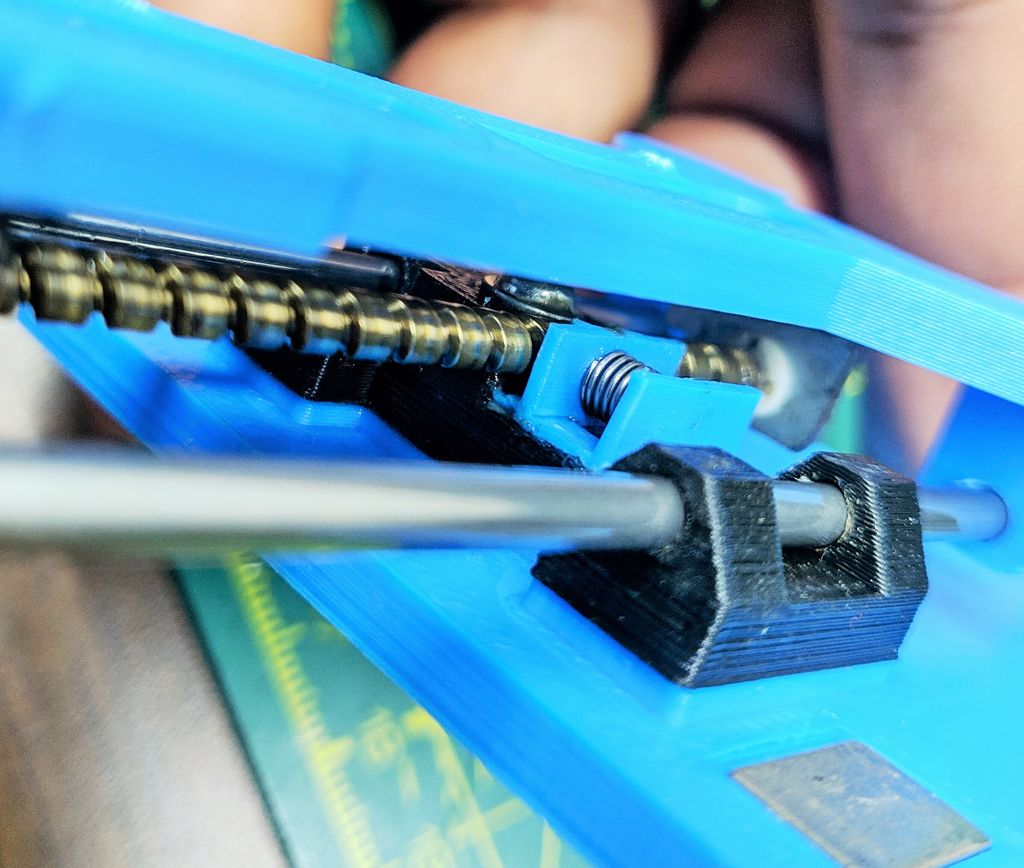
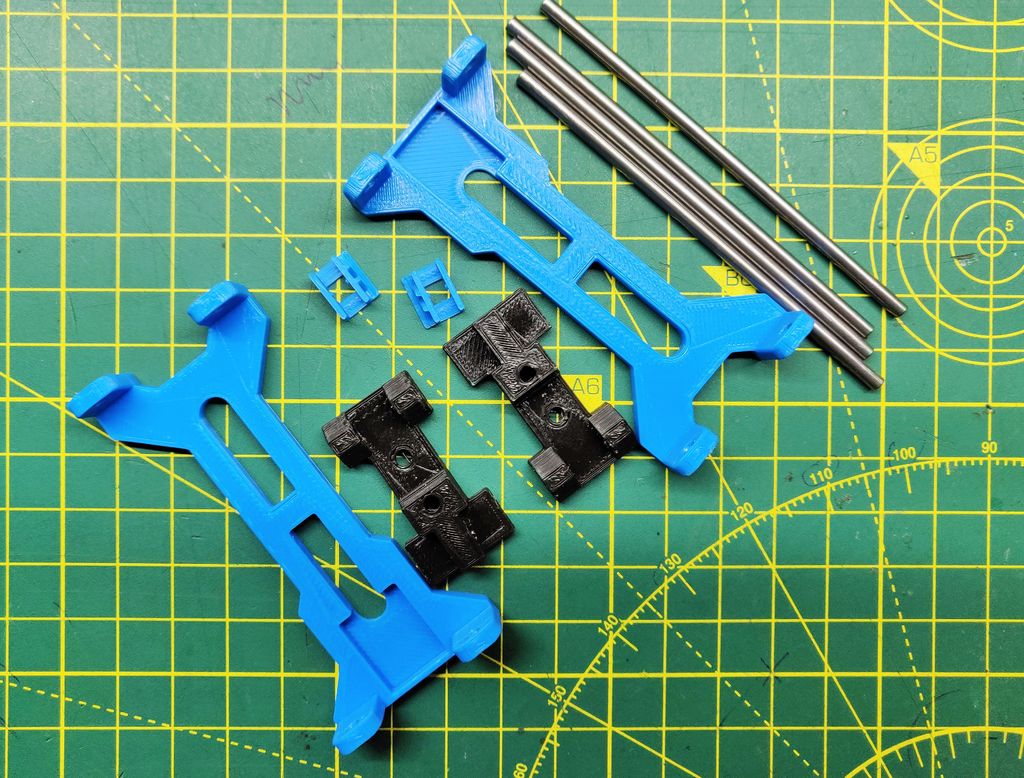
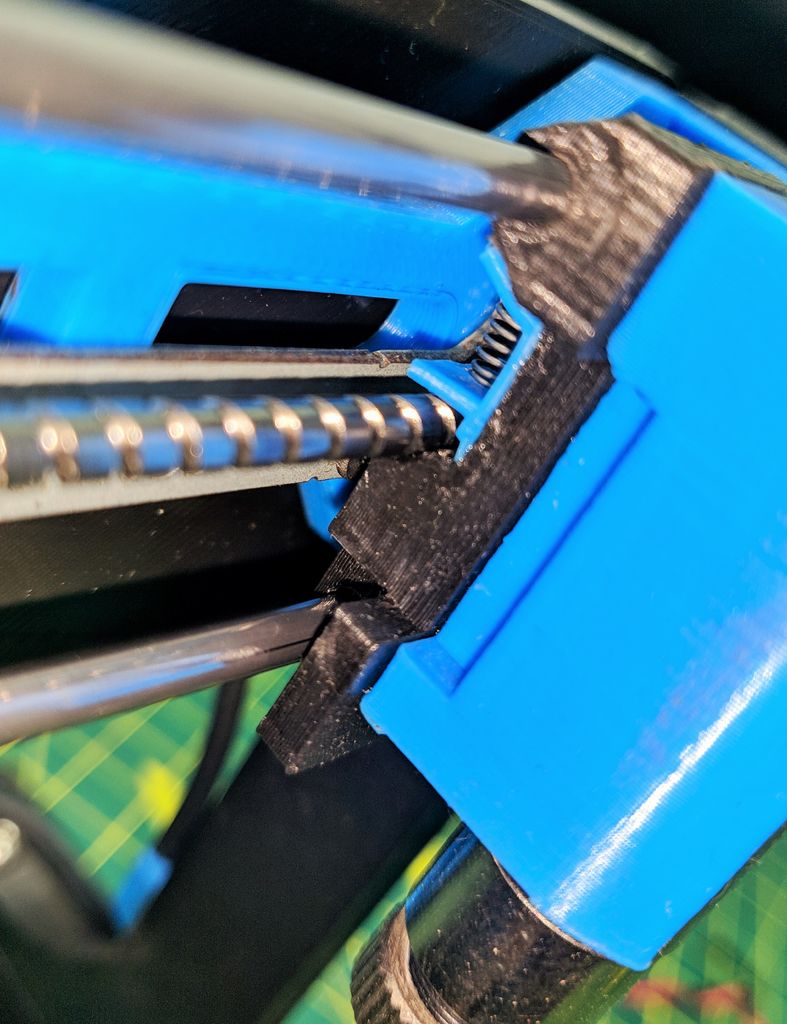
步驟4:準備滑塊。
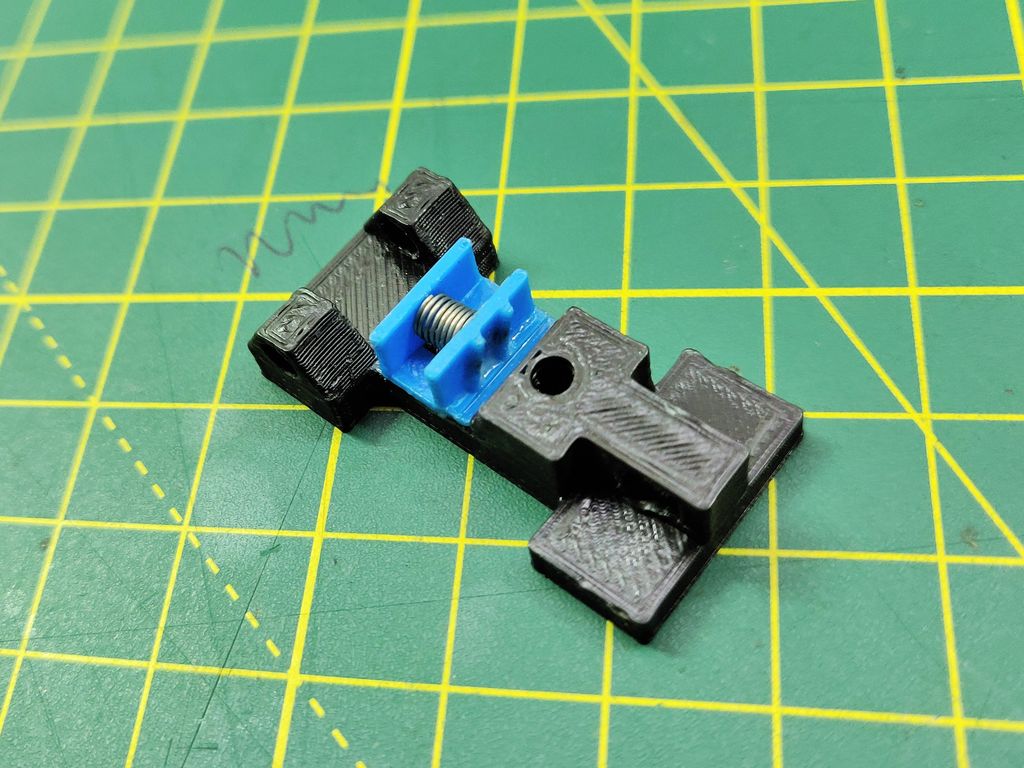
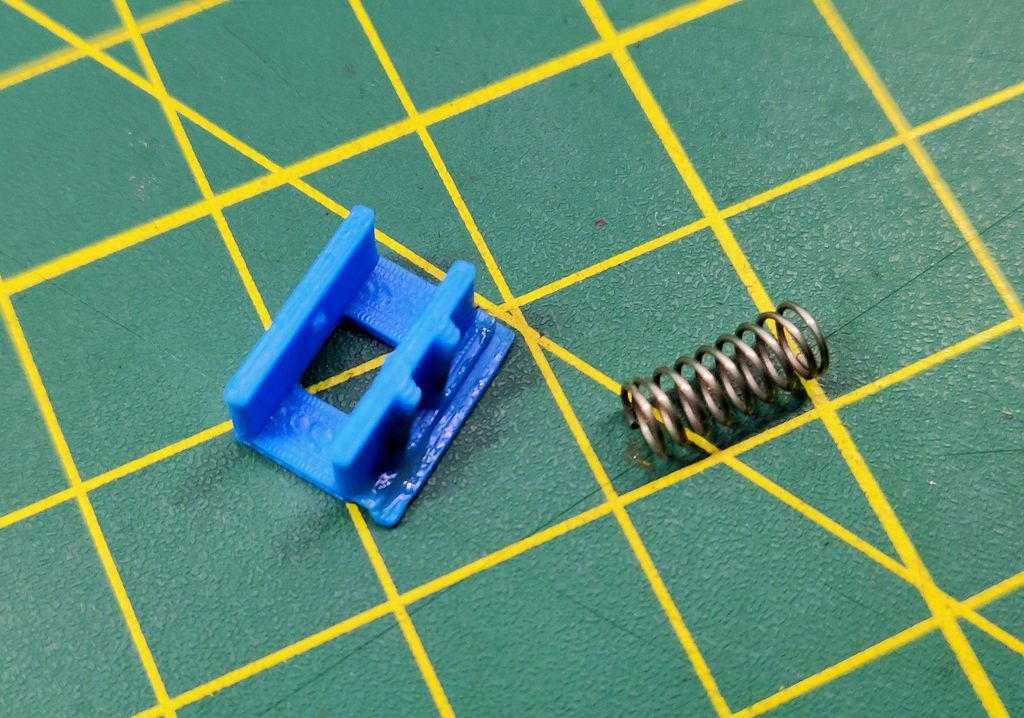
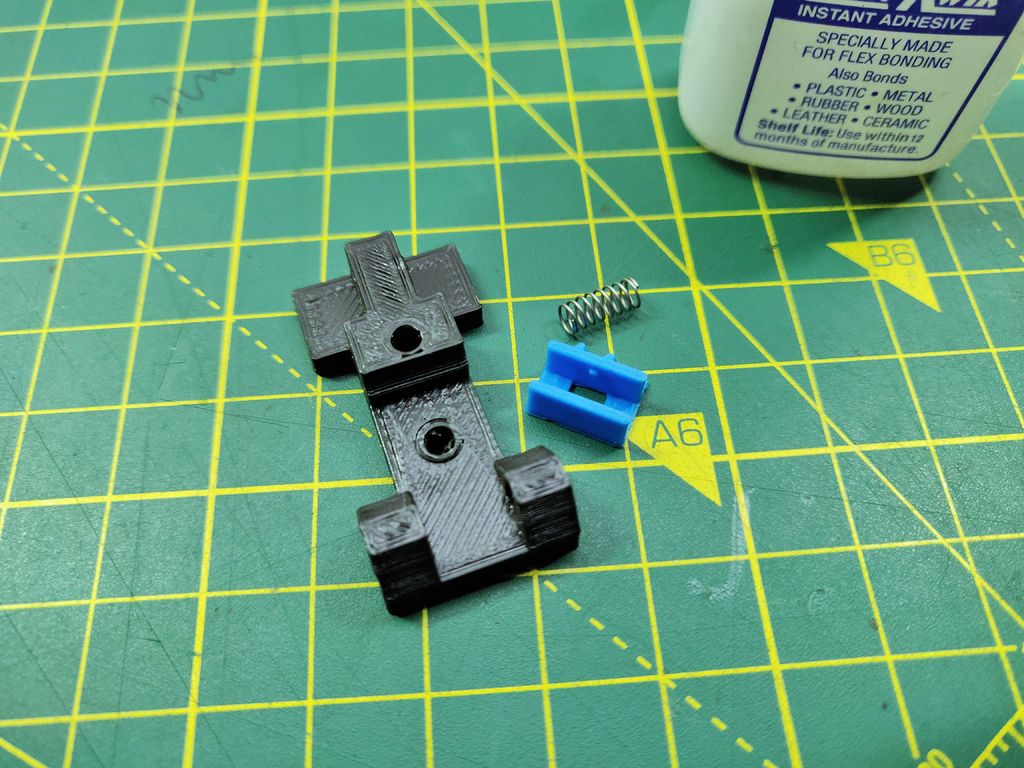
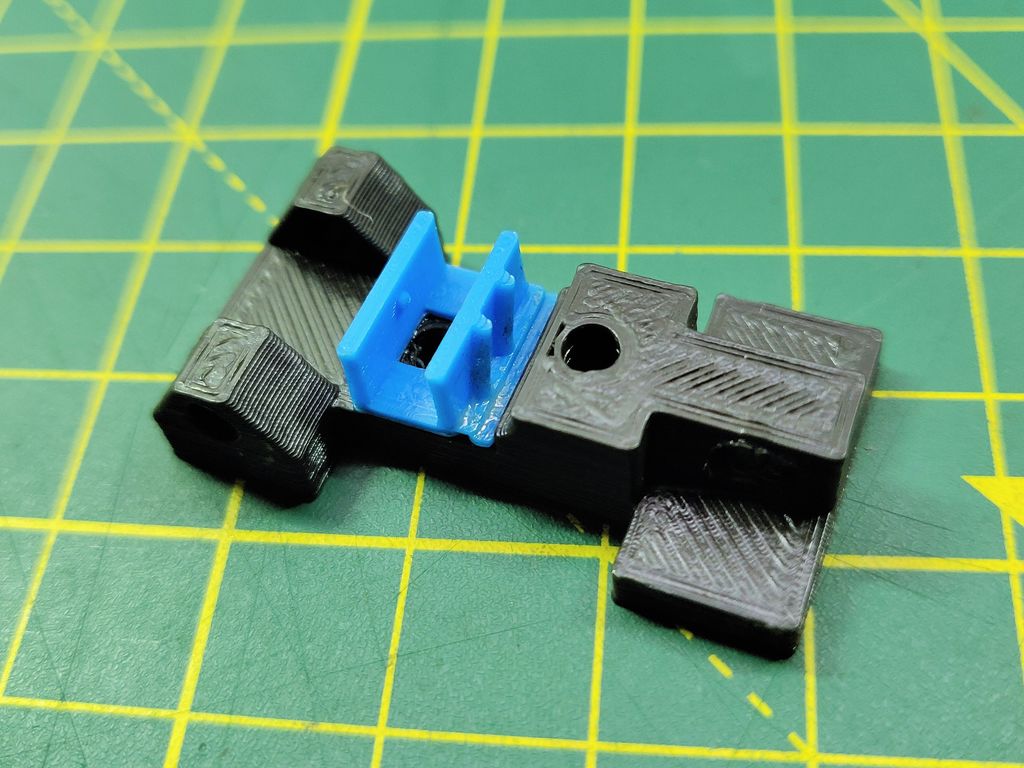
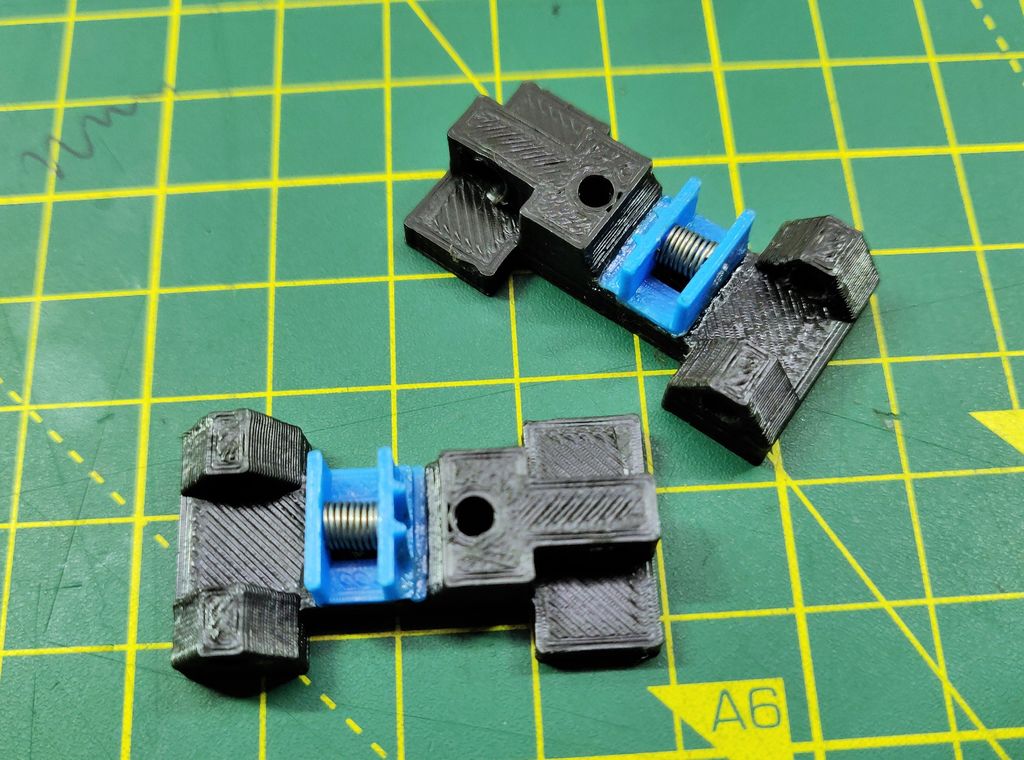
使用超級膠水我將滑塊和指南膠合成一個部分。彈簧連接以保持導向器和導螺桿之間的張力,以避免黑睫毛。
步驟5:為Y軸組裝滑塊軌道
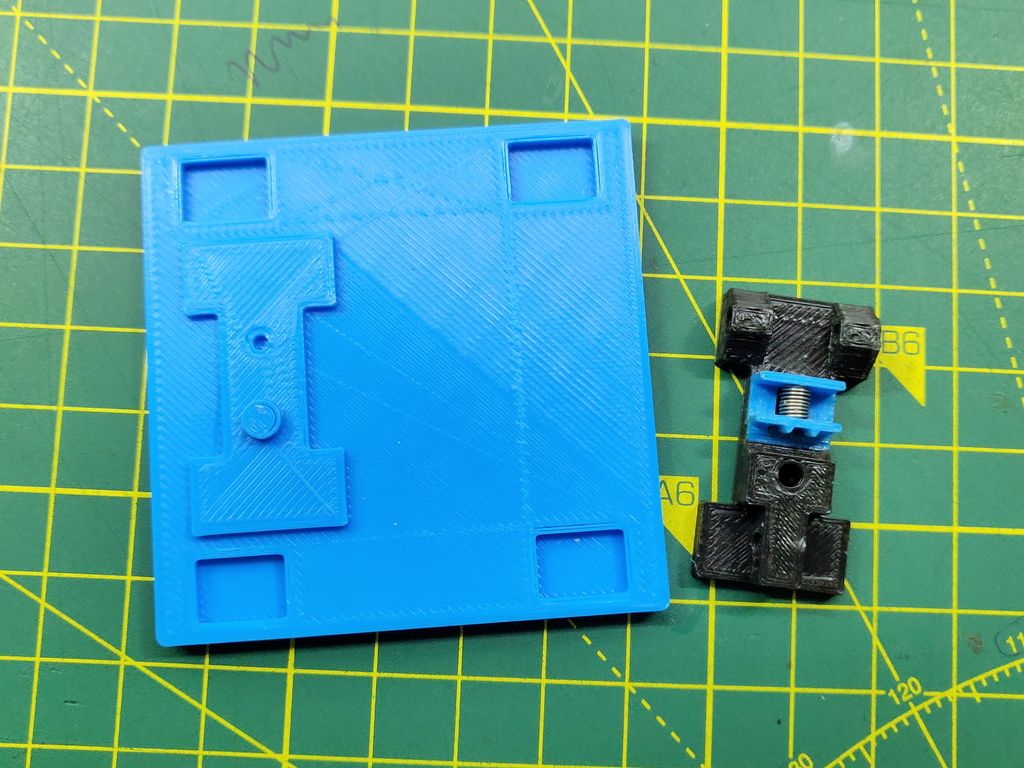
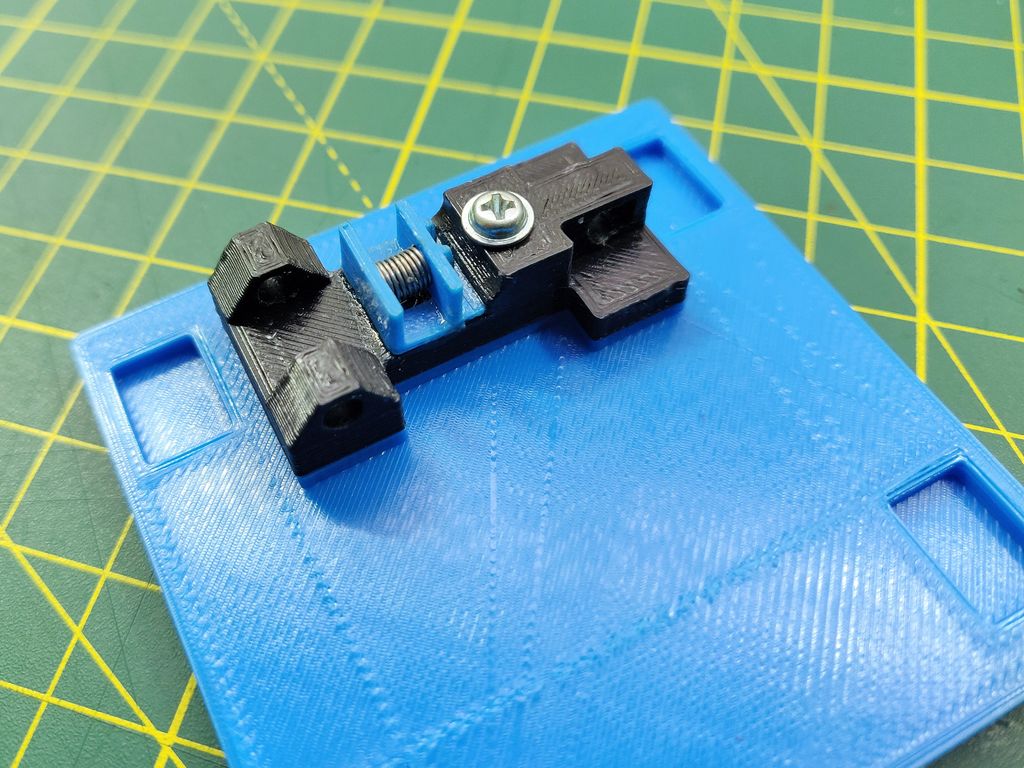
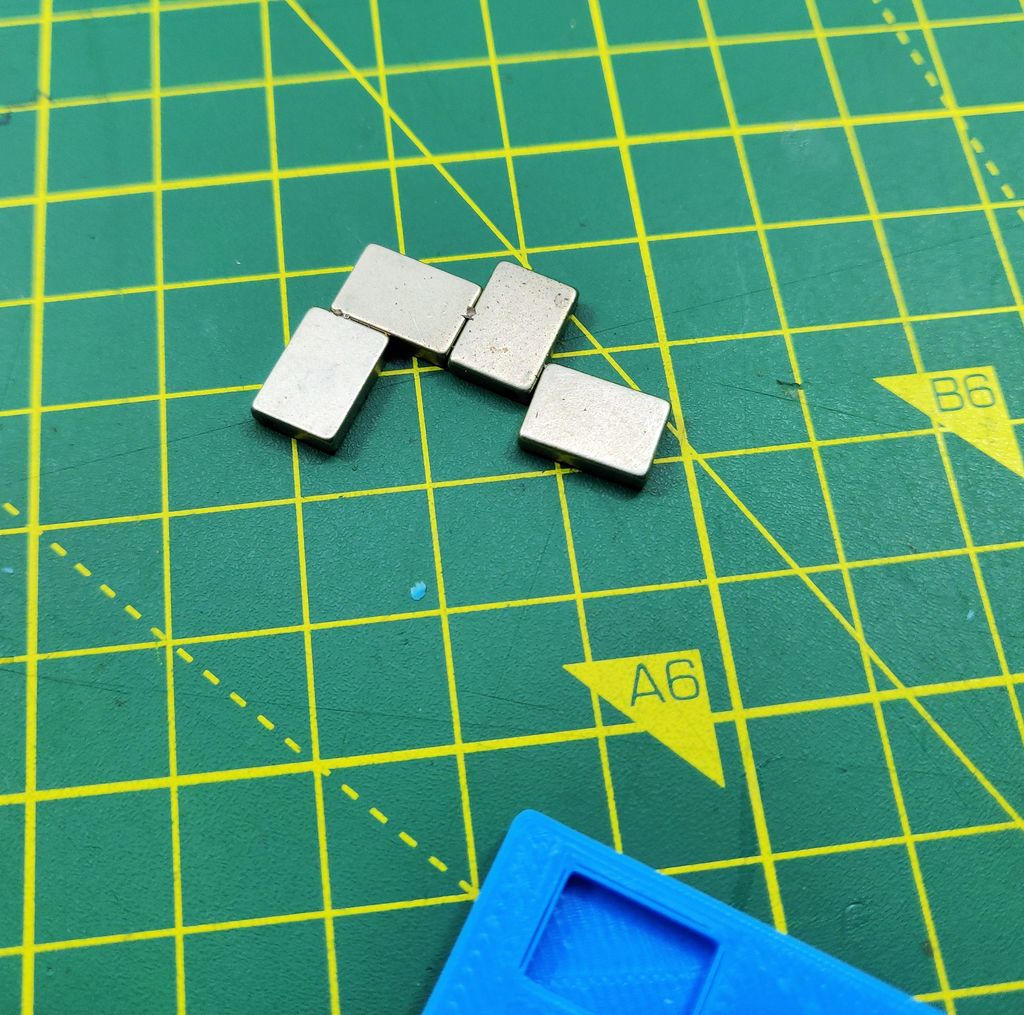
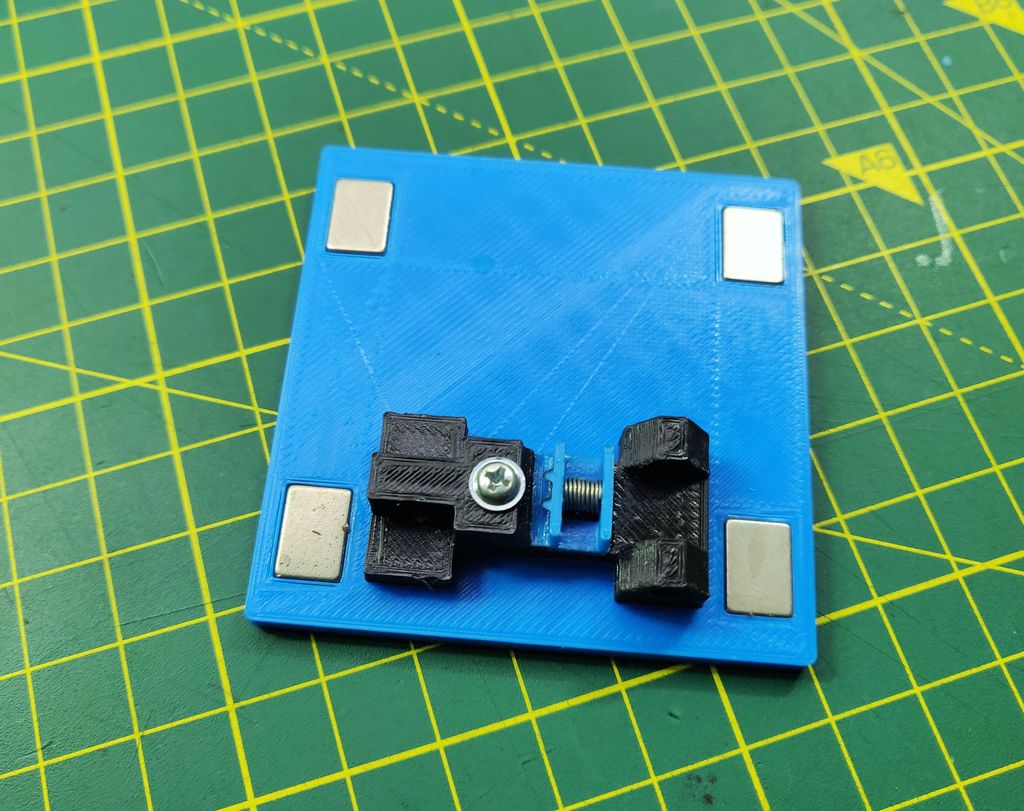

在將滑塊組裝到底座之前我已經粘合了4x小釹磁鐵(我從DVD鏡頭機構打撈出來)進入X板。這種磁鐵有助于將工件固定在工作區(qū)域。
光滑的桿將滑動機構保持完整的底座。
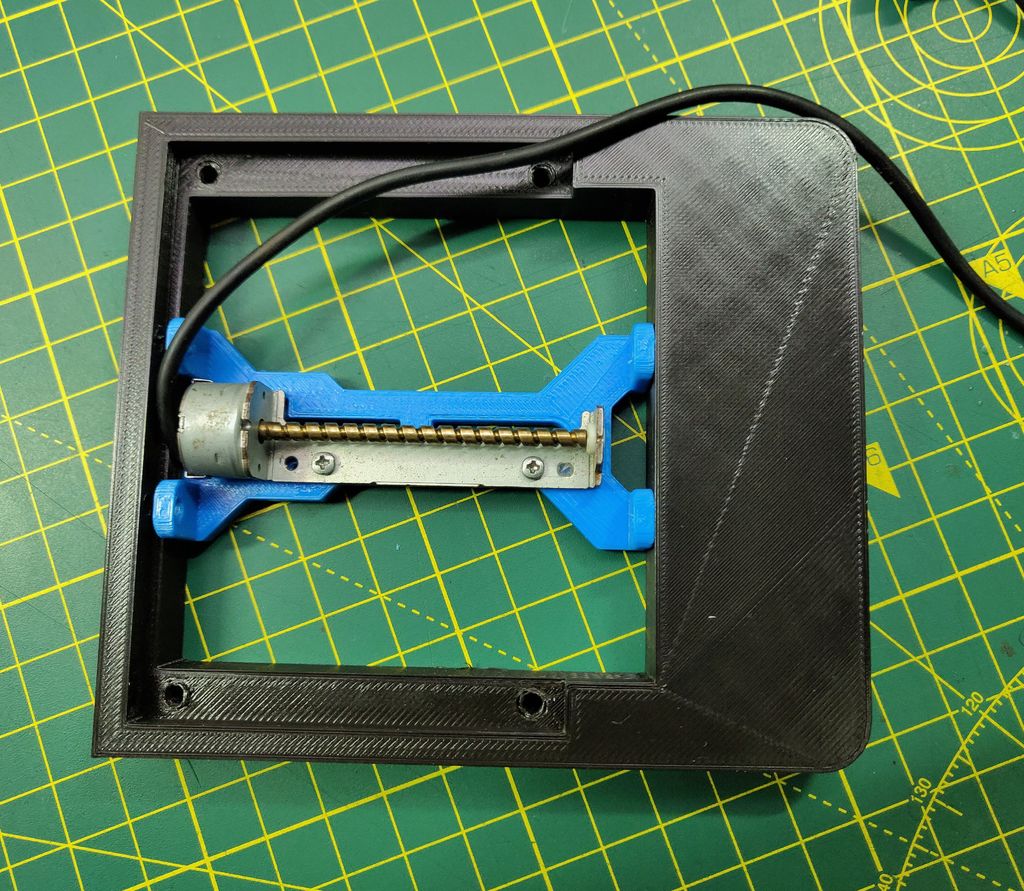
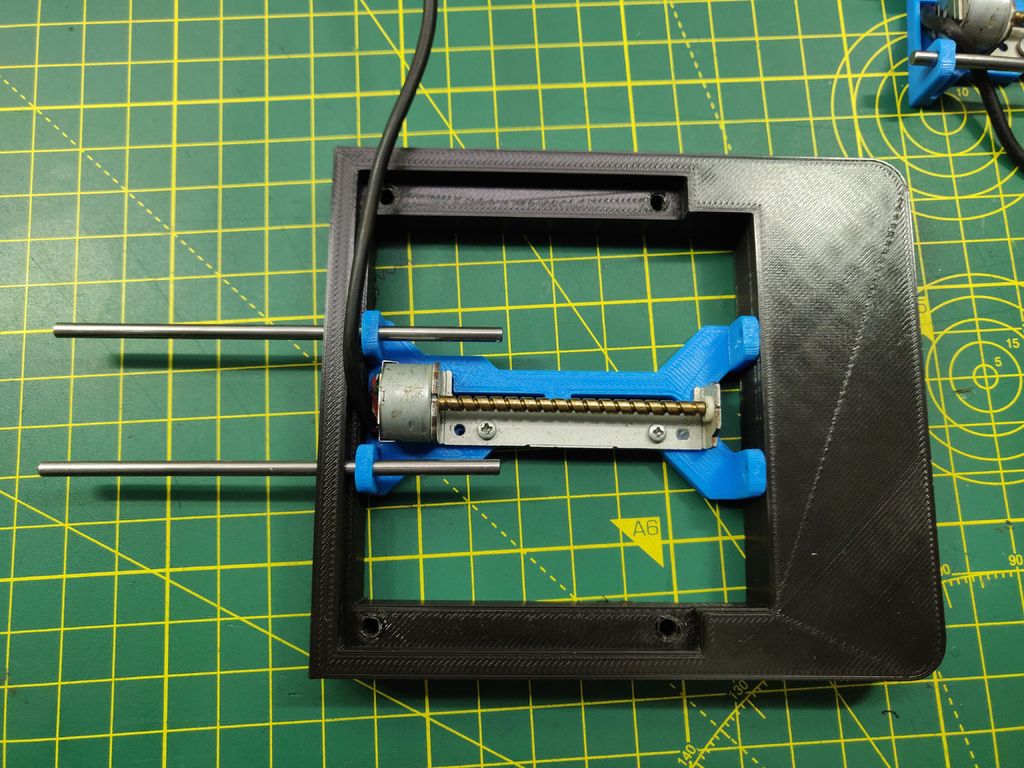
步驟6:為X軸組裝滑塊軌道

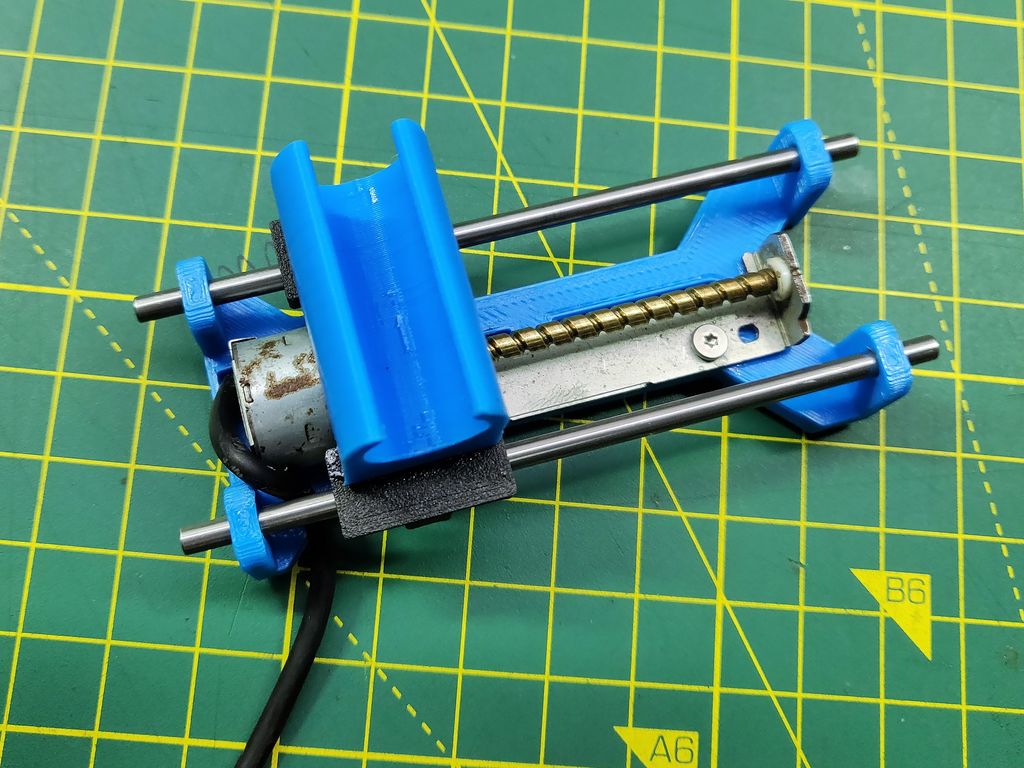


在這里,使用超級膠水和螺絲我將引導機構連接到激光器外殼。
使用螺絲將步進電機安裝到位置上,然后將光滑桿和導向部件插入孔中,同時牢記滑塊可以自由移動而不是太硬。并將側架支柱連接到它上面。
步驟7:步進電機的接線


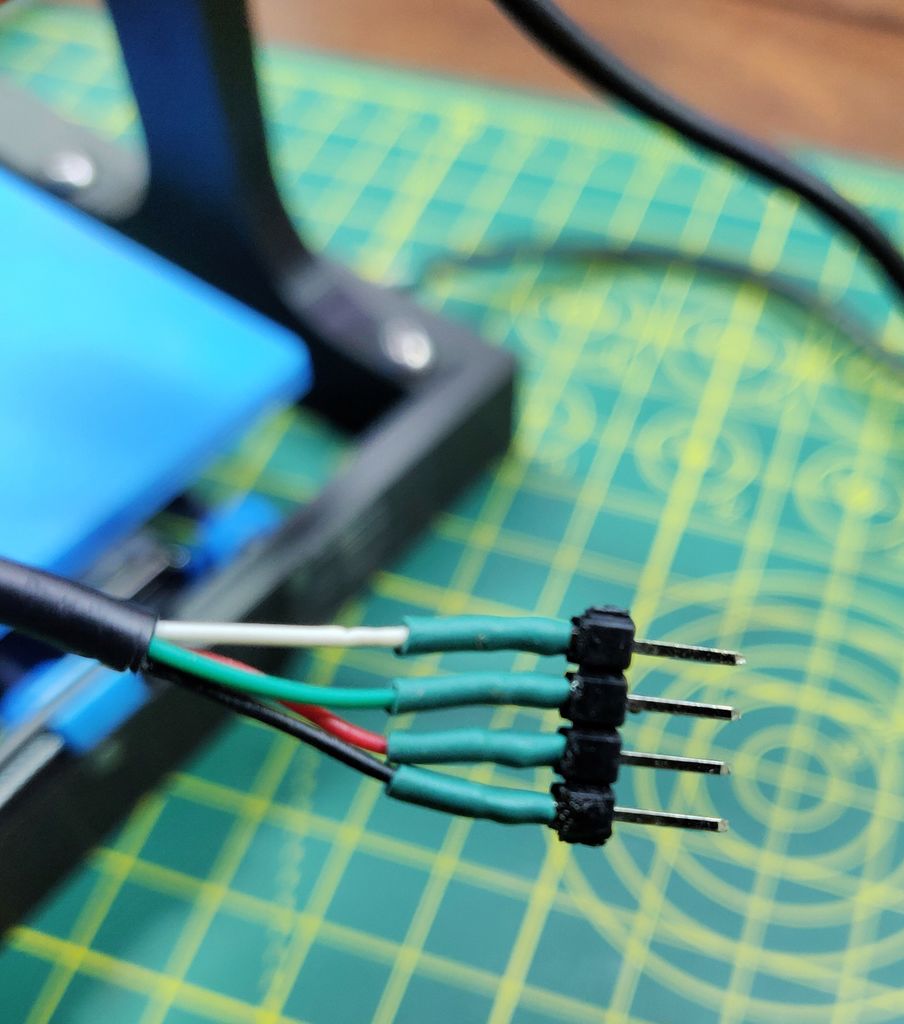
對于步進電機,我使用舊的usb電纜,因為它內部有4根電線,并且有一個蓋子,它更靈活,更易于使用。
在萬用表中使用連續(xù)性模式確定2線圈,線圈A和線圈B。
我通過選擇顏色制作2對電線,一對用于線圈A,第二對用于線圈B.
焊接它們并使用熱縮管。
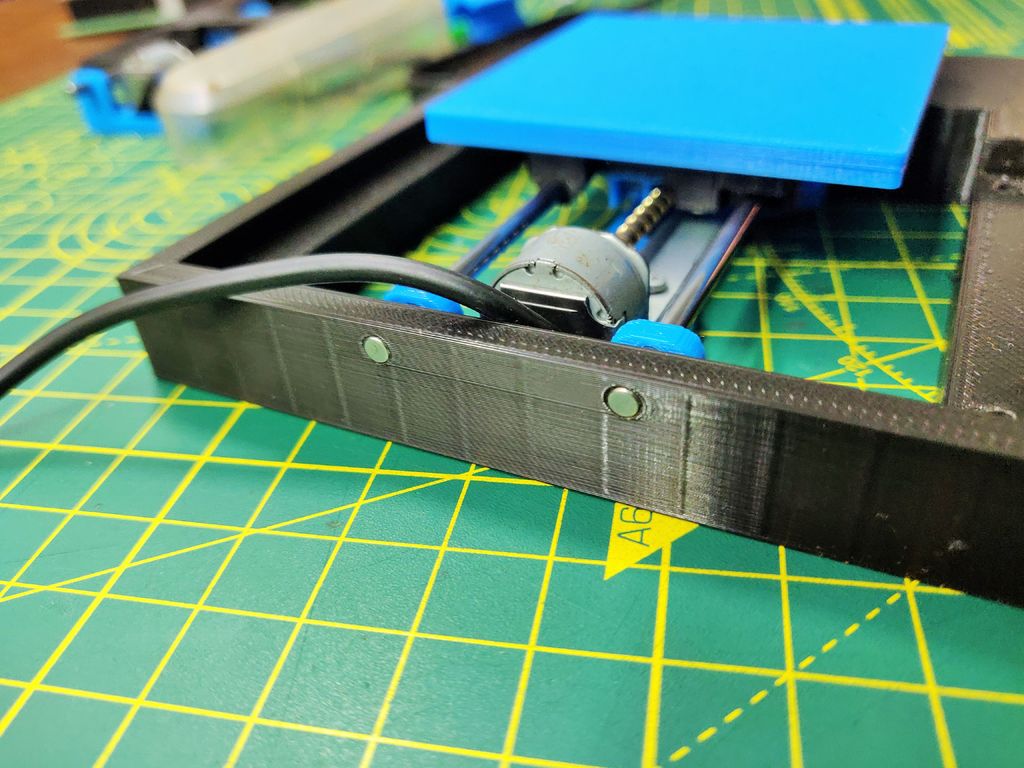
步驟8:梳理X軸和Y軸
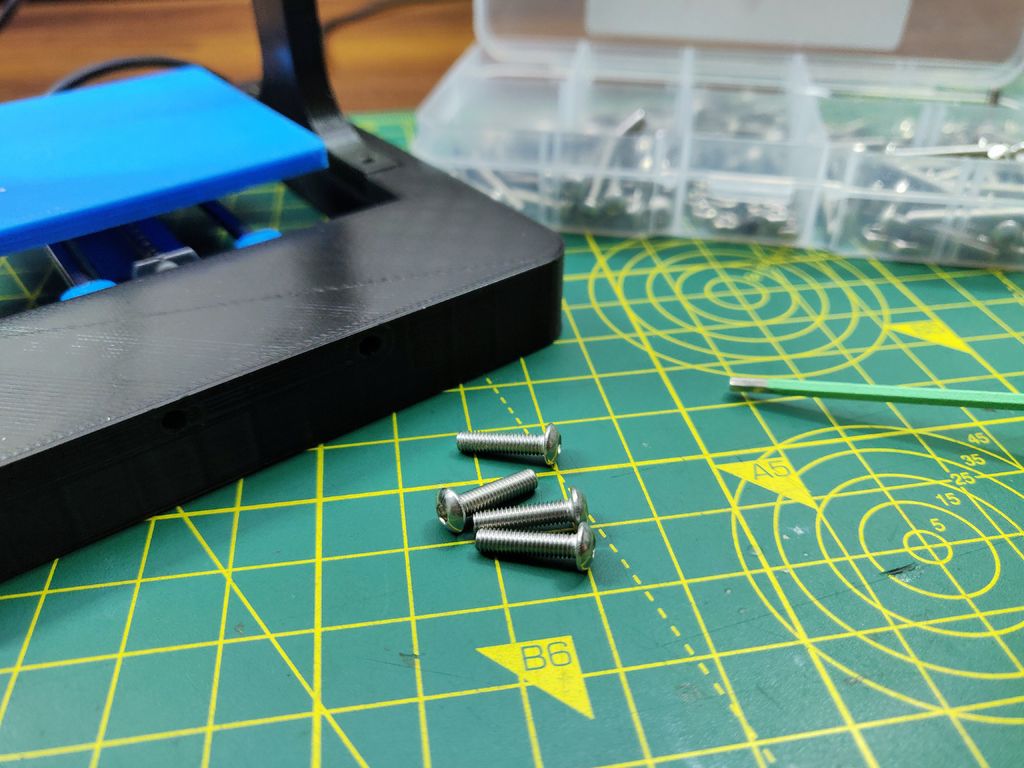
使用4x M3x12螺釘,將底座和兩個側架組合成一個組件。
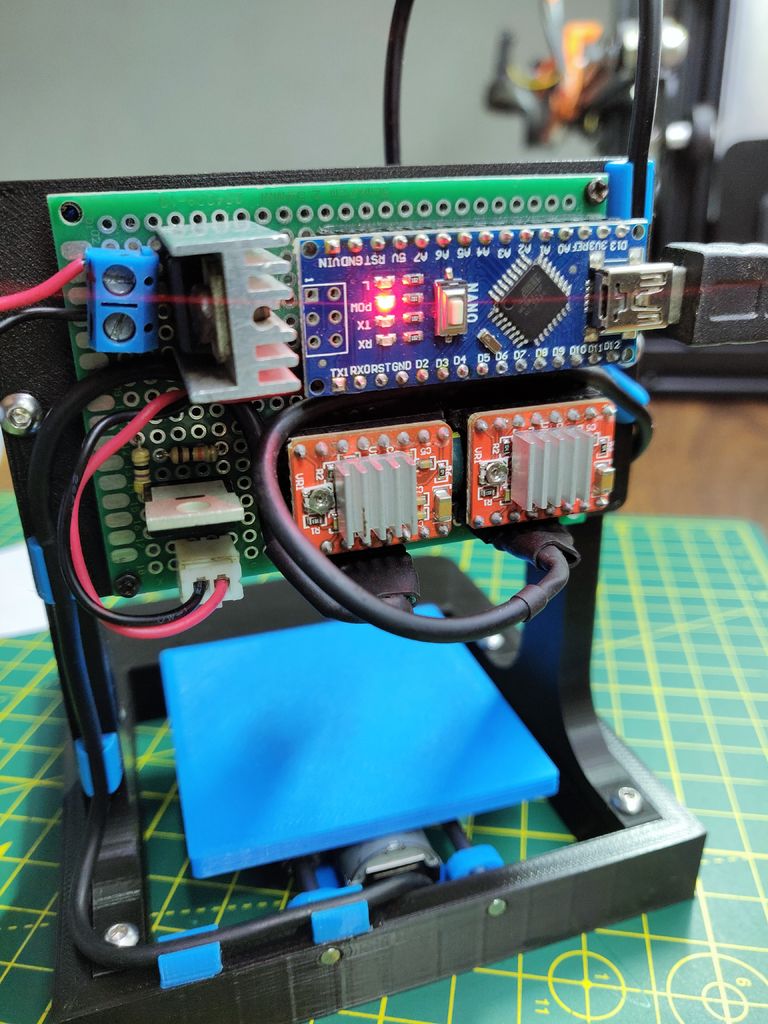
步驟9:電子設備
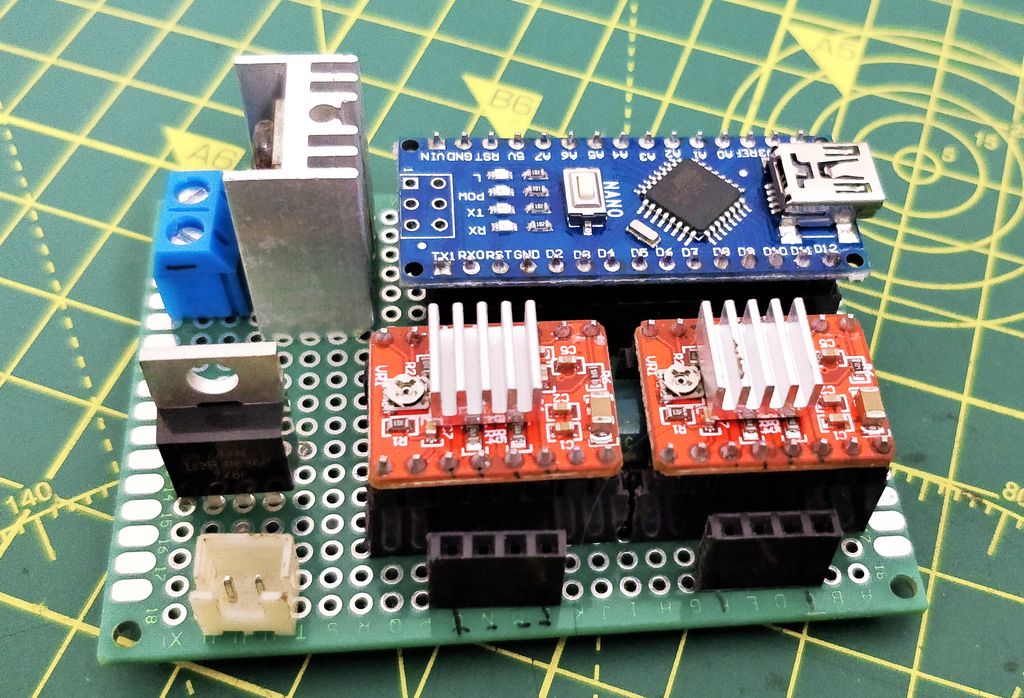

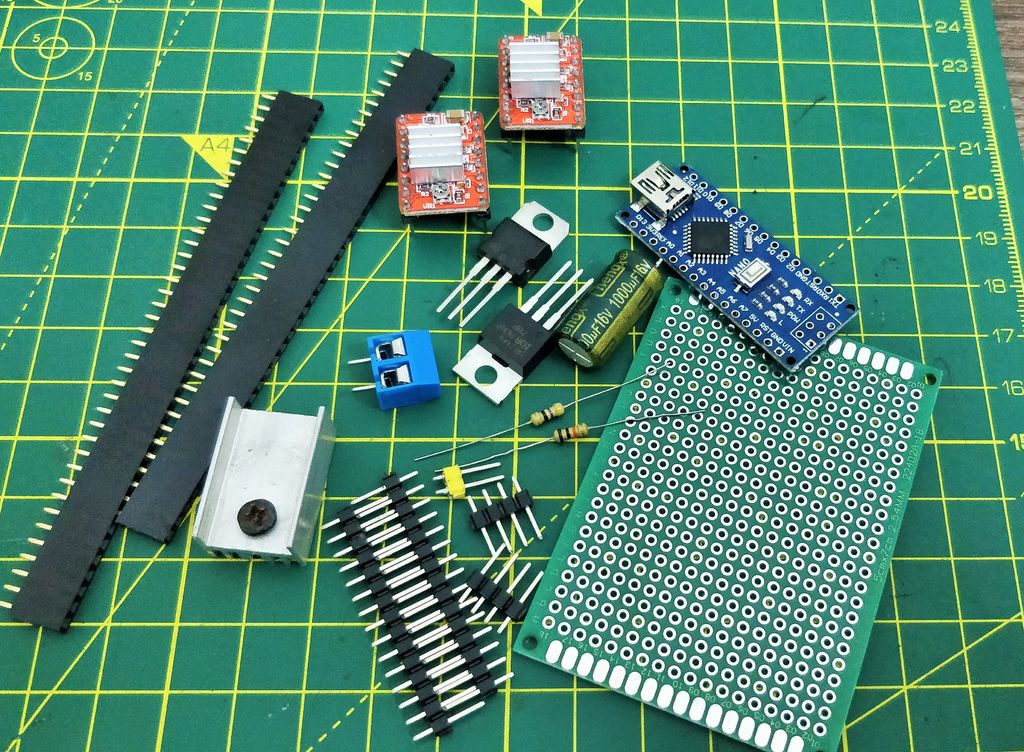

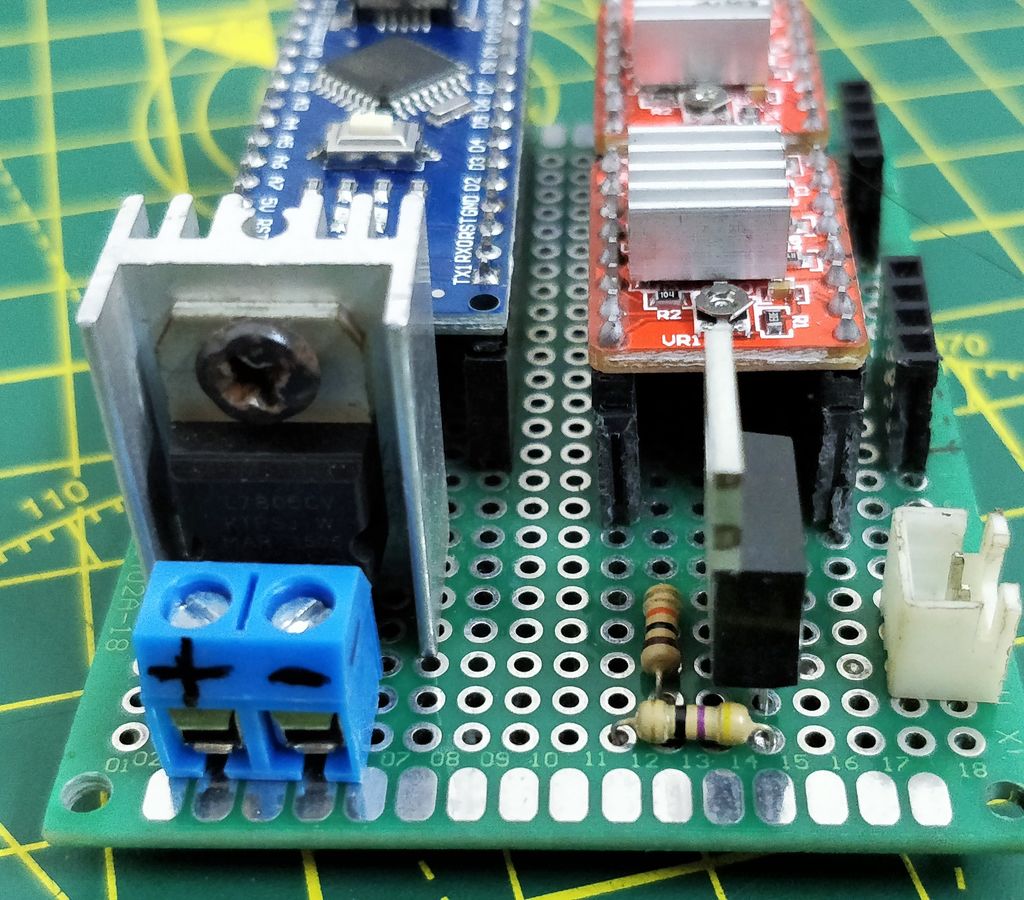

使用的部件對于驅動程序:
Arduino Nano。
2x A4988步進電機驅動器。
1x IRFZ44N N-CHANNEL MOSFET。
1x LM7805帶散熱器的穩(wěn)壓器。
1x 47ohm和1x 10k電阻。
1x 1000uf 16V電容。
1x 2.5mm JST XH型2pin公連接器。
男性和女性頭部針腳。
1x(20mm x 80mm空白PCB)。
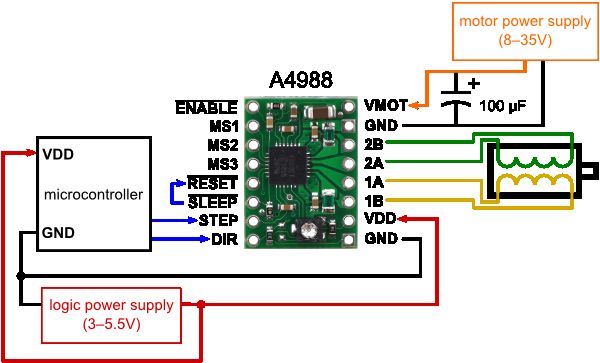
在GRBL中,保留了Arduino的數字和模擬引腳。 X和Y軸的‘’Step‘引腳分別連接到數字引腳2和3。 X軸和Y軸的“Dir”引腳分別連接到數字引腳5和6。 D11用于激光啟用。 Arduino通過USB線獲得電力。 A4988驅動器通過外部電源供電。所有地面共享共同連接。 A4988的VDD連接到5V的Arduino。我使用的激光器運行在5V上并內置恒流電路。對于來自外部電源的恒定5V電源,使用LM7805穩(wěn)壓器。散熱器是強制性的。當從Arduino引腳D11接收數字高信號時,IRFZ44N N-CHANNEL MOSFET用作電子開關。注意:Arduino nano的5V不能使用,因為激光器吸收的電流超過250mA,Arduino Nano不能提供足夠的電流。
為每個軸配置微步進。
MS0 MS1 MS2微步分辨率。
低低低全步。
高低低半步。
低高低四分之一步。
高高低八步。
高高十六步。
3個引腳(MS1,MS2和MS3)用于根據上述真值表選擇五個步驟
中的一個。這些引腳具有內部下拉電阻,因此如果我們將它們斷開,則電路板將以全步模式工作。我使用了第16步配置,平滑無噪音。大多數(但肯定不是全部)步進電機每轉完成200步。通過適當地管理線圈中的電流,可以使電動機以較小的步長移動。 Pololu A4988可以使電機以1/16步進行 - 或每轉3,200步。微步進的主要優(yōu)點是減少運動的粗糙度。唯一完全準確的位置是全步位置。電機不能在一個中間位置保持靜止位置,具有相同的位置精度或與全步位置相同的保持轉矩。一般來說,當需要高速時,應使用全步驟。
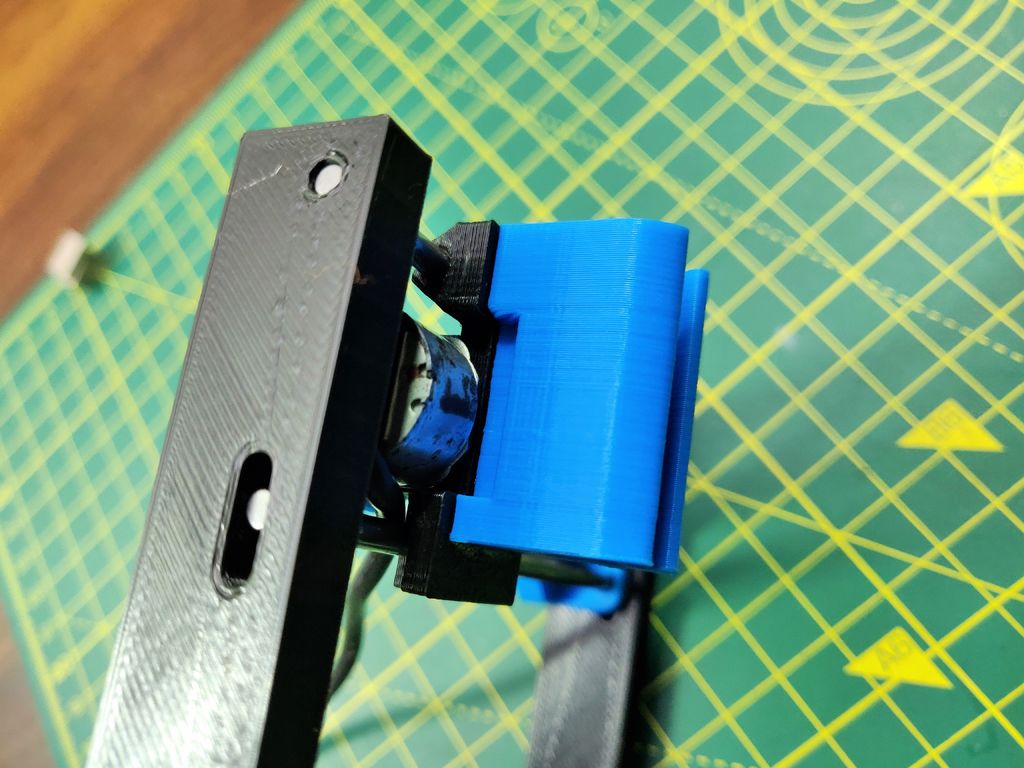
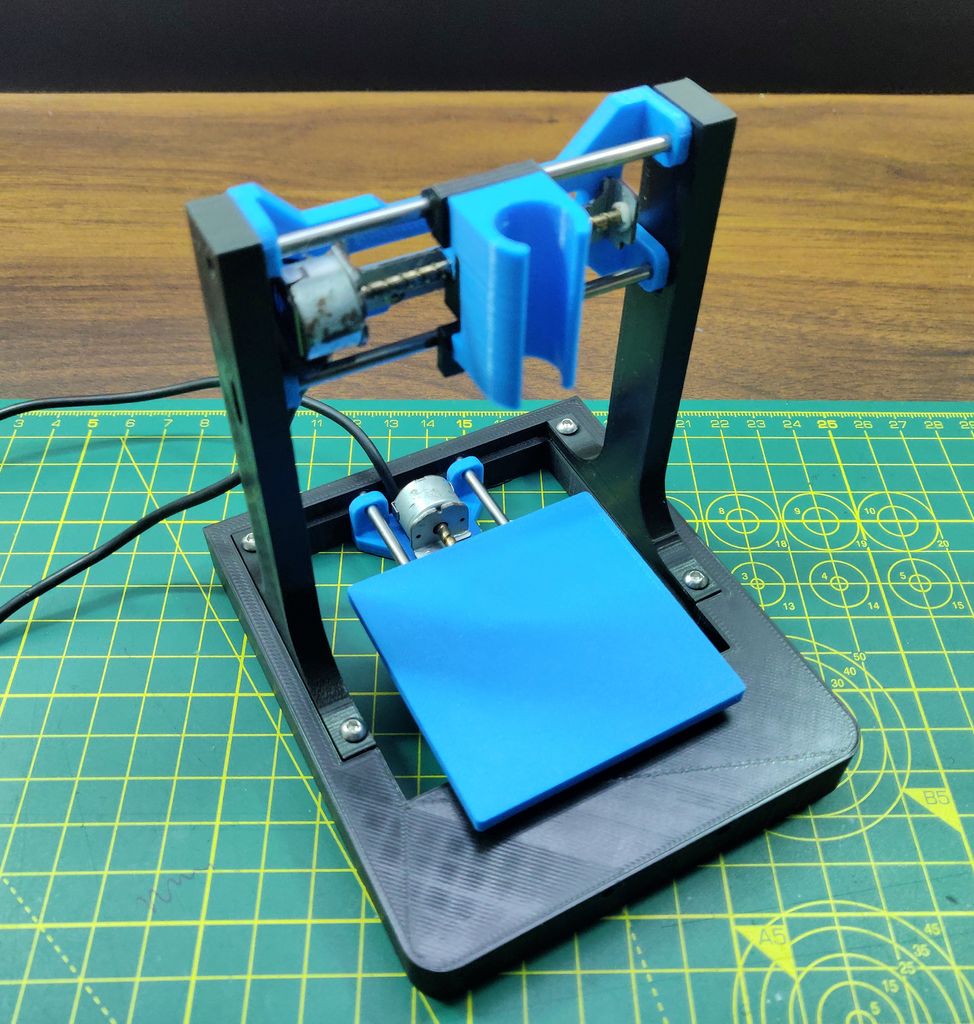
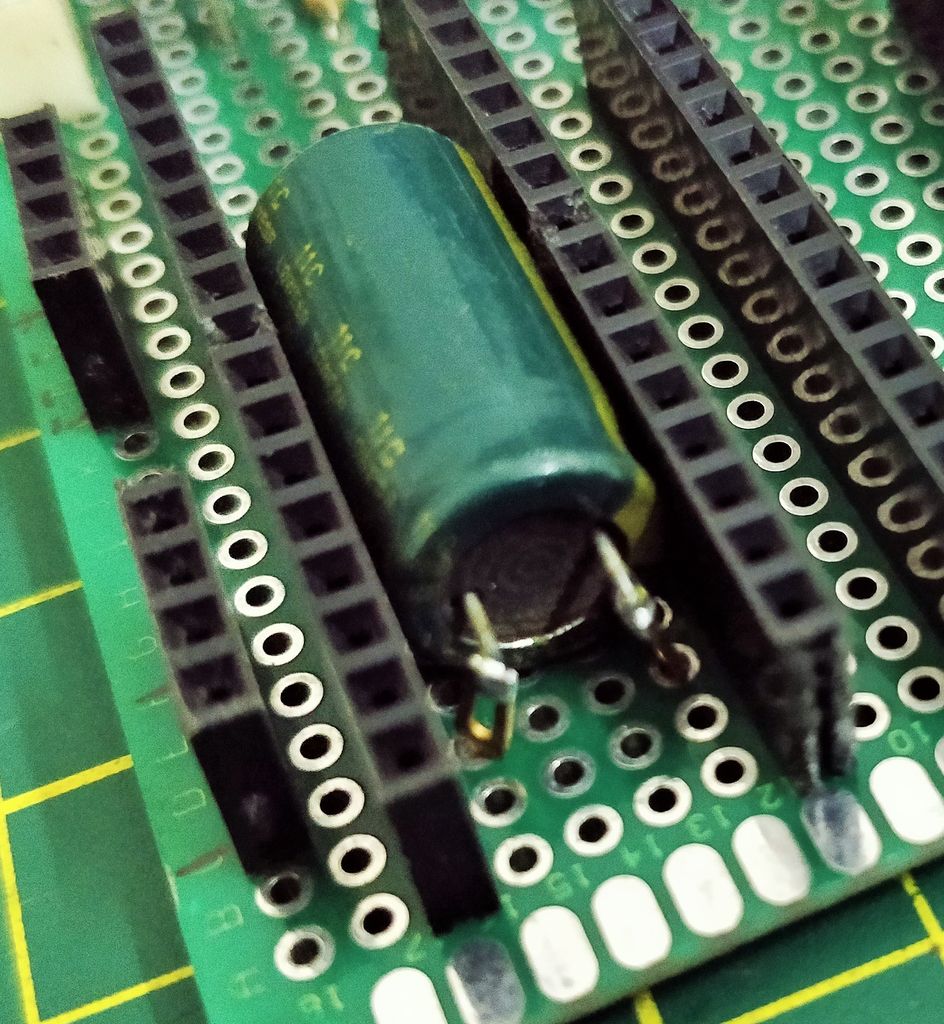
步驟10:將電子設備組裝到框架上。
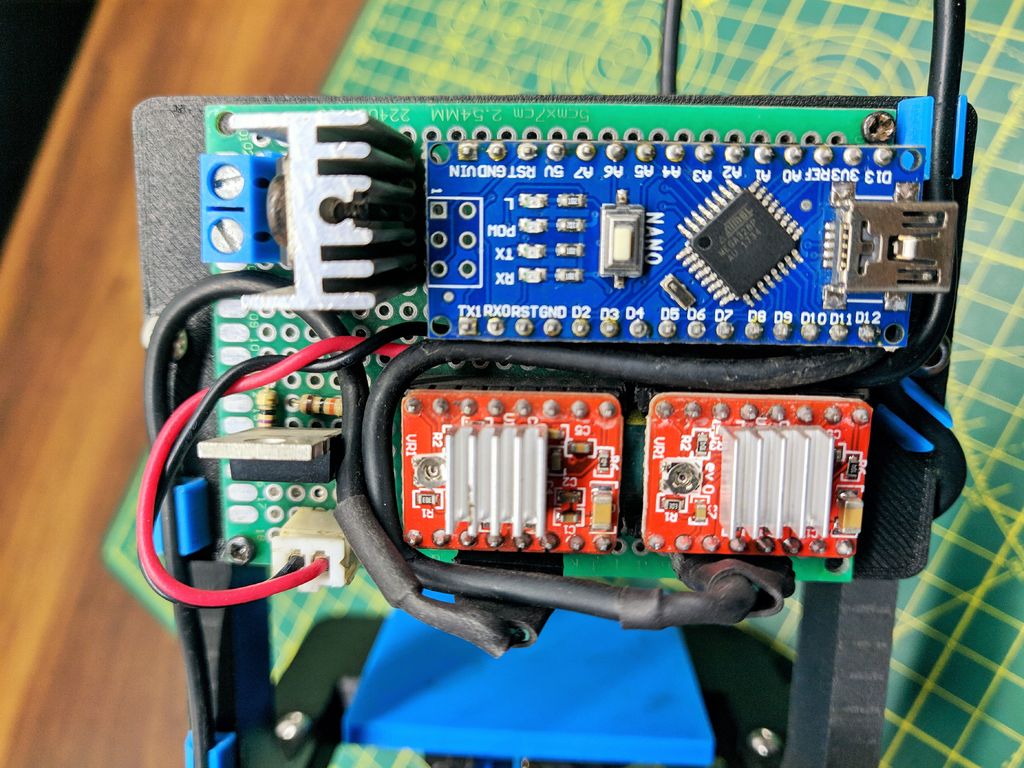
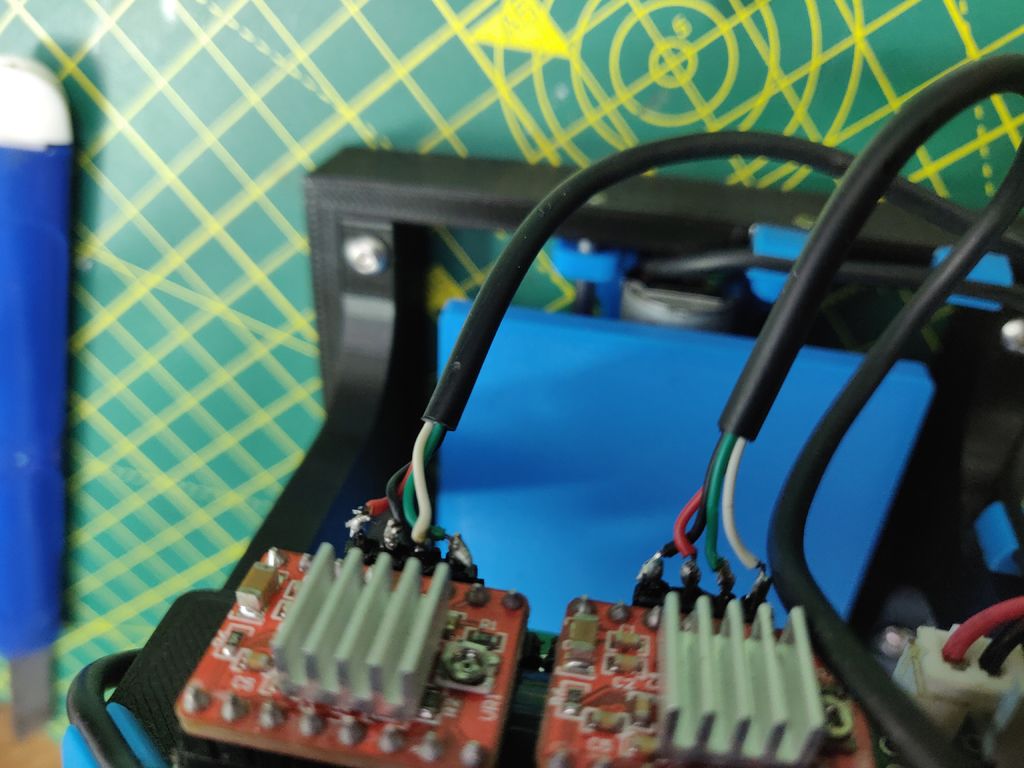
使用2x組裝背板上的驅動板M2螺釘和使用2x M3x12螺釘的機器框架。插入步進電機X,Y和激光器的連接。
步驟11:調整步進驅動器電流
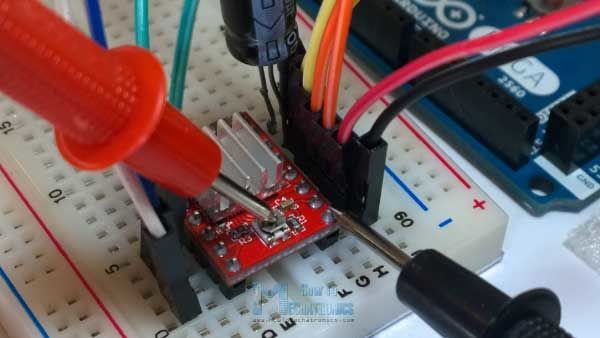
為實現高步進率,電機供電通常比沒有有源電流限制時允許的高得多。例如,典型的步進電機可能具有最大額定電流1A和5Ω線圈電阻,這表示最大電機電源為5 V.使用12 V電機可以實現更高的步進速率,但電流必須主動限制在1A以下,以防止損壞電機。 A4988支持這種有源電流限制,電路板上的微調電位器可用于設置電流限制。設置電流限制的一種方法是將驅動器置于全步模式,并測量通過單個電機線圈運行的電流,而無需為STEP輸入提供時鐘。測得的電流將是電流限值的0.7倍(因為兩個線圈始終處于開啟狀態(tài),并且在全步模式下限制為電流限制設置的70%)。請注意,將邏輯電壓Vdd更改為不同的值將改變電流限制設置,因為“ref”引腳上的電壓是Vdd的函數。設置電流限制的另一種方法是直接測量電位器頂部的電壓并計算得到的電流限值(電流檢測電阻為0.1Ω)。電流限制與參考電壓有關,如下所示:電流限制= VREF×1.25 因此,例如,如果參考電壓為0.6 V,則電流限制為0.75A。如上所述,在全步進模式下,通過線圈的電流限制在電流限制的70%,因此要獲得1A的全步線圈電流,電流限制應為1A/0.7 = 1.4A,相當于VREF為1.4A/1.25 = 1.12 V.有關更多信息,請參見A4988數據手冊。注意:線圈電流可能與電源電流有很大差異,因此不應使用電源測量的電流來設置電流限制。放置電流表的適當位置與其中一個步進電機線圈串聯。
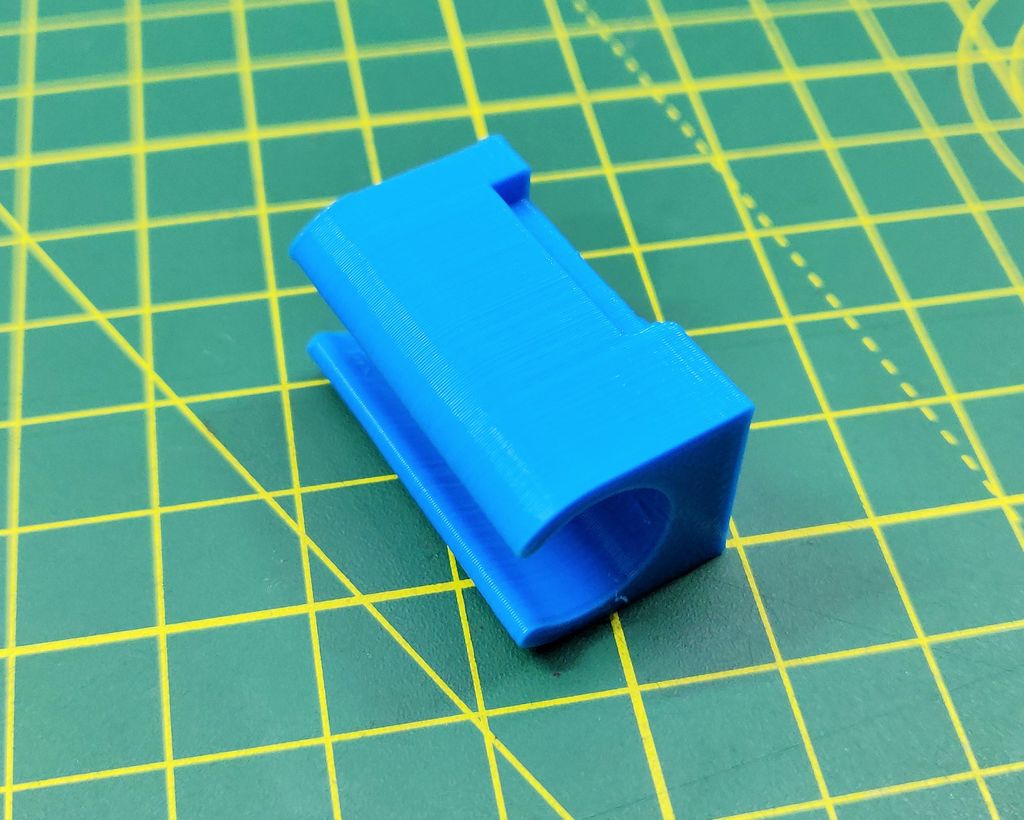
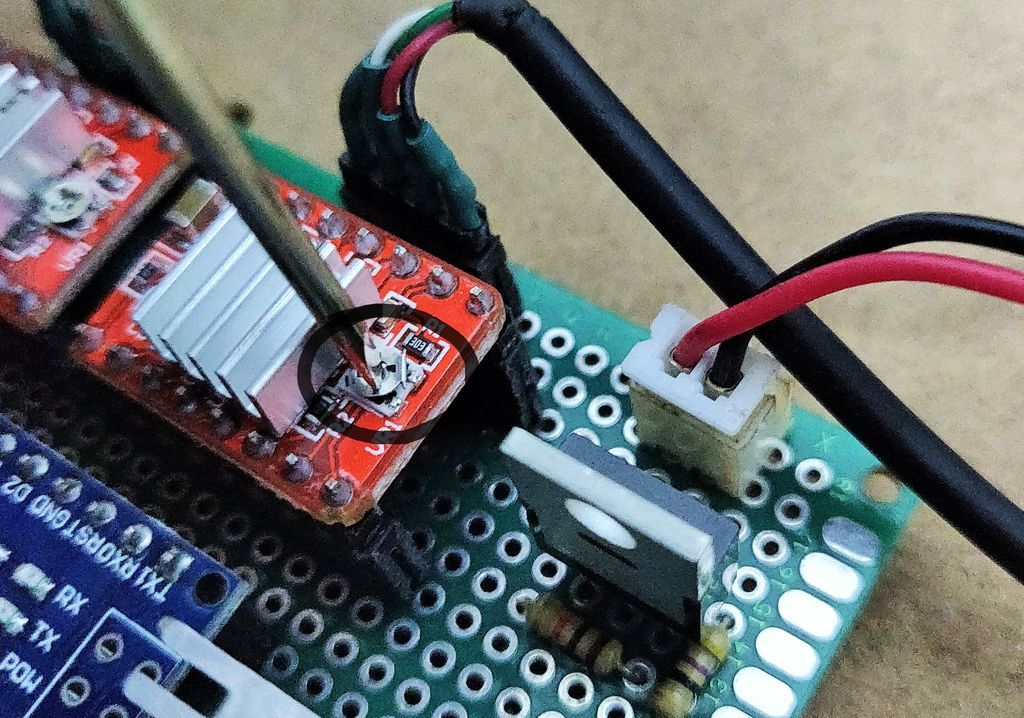
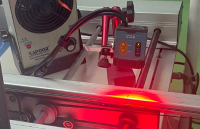
步驟12:激光裝配


我使用的激光是可聚焦激光模塊200-250mW 650nm。外部金屬外殼用作激光二極管的散熱器。它具有可聚焦鏡頭,用于調整激光點。將激光線端子連接到驅動板上的激光插座。
你可以在這里找到一個。
步驟13:準備好了!
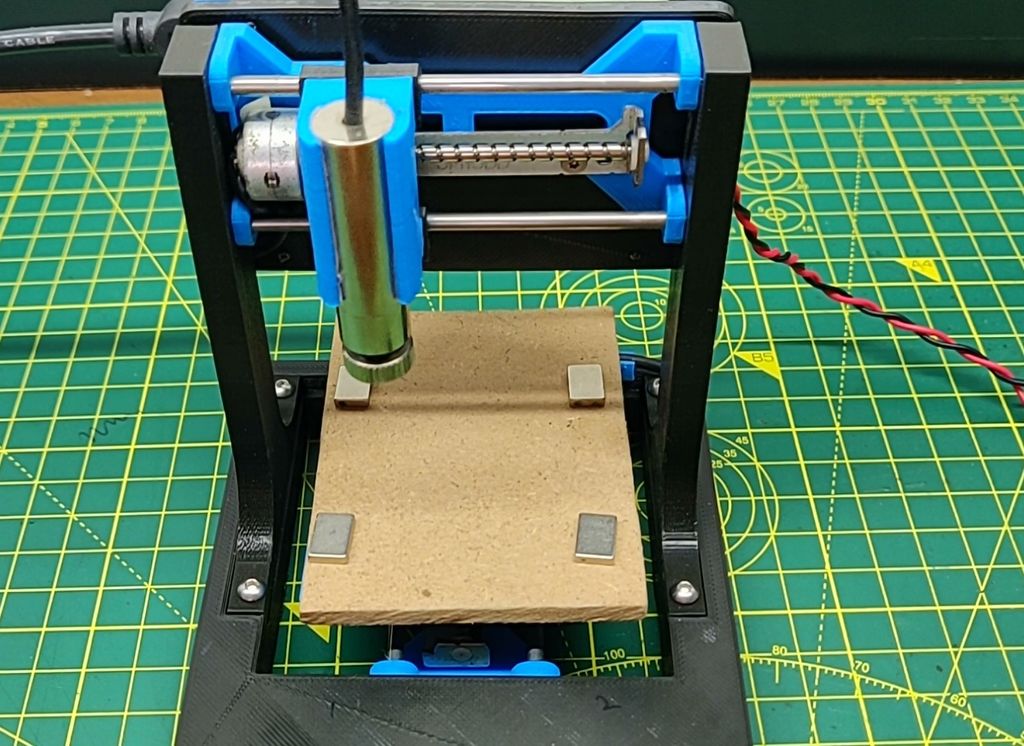
使用四個小釹磁鐵將工件鎖定在工作臺上并設置X軸和Y軸到初始位置(原點)。通過外部電源為驅動器板供電,通過USB A到USB Mini B電纜將Arduino Nano連接到計算機。
還通過外部電源為電路板供電。
安全第一。
必須使用激光安全眼鏡
步驟14 :GRBL固件
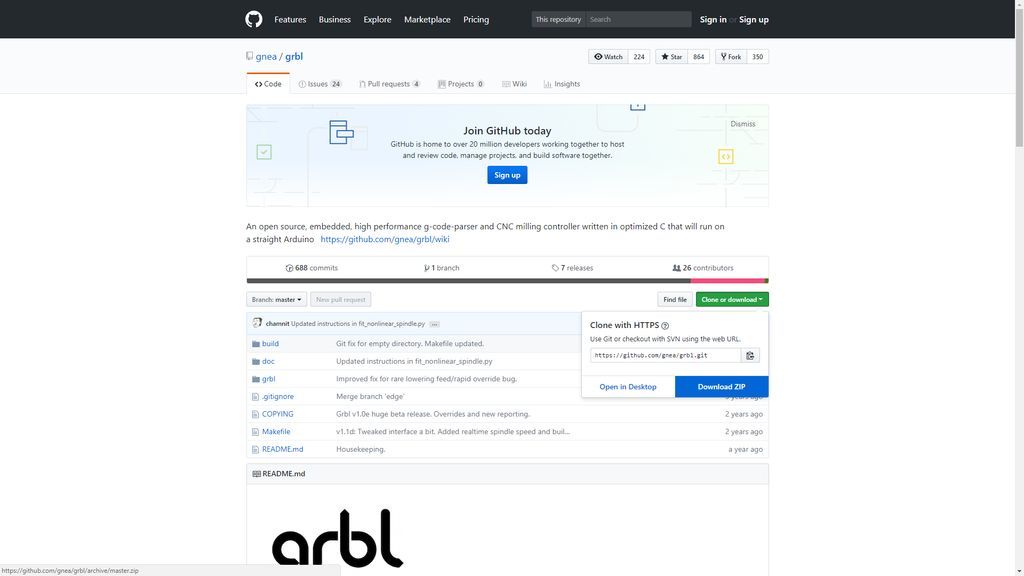
下載GRBL,在這里
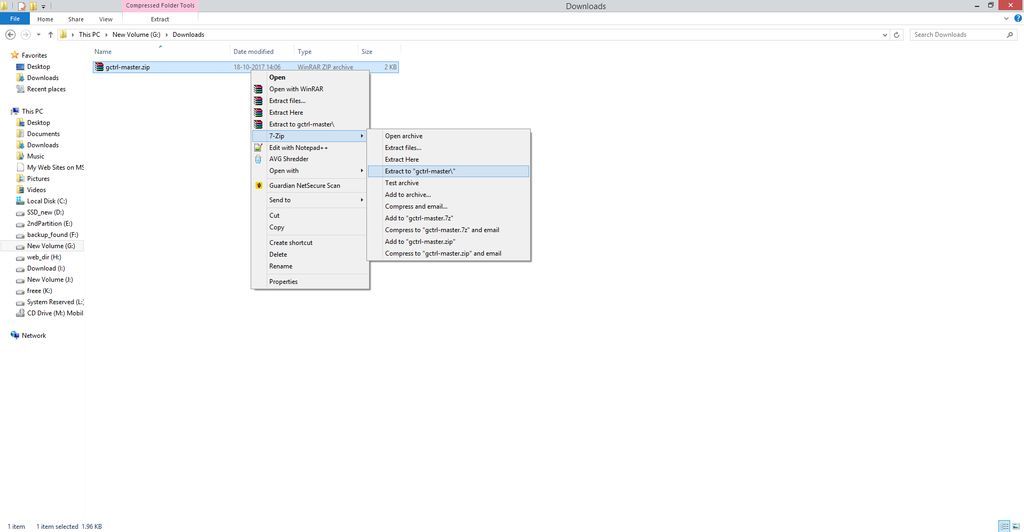
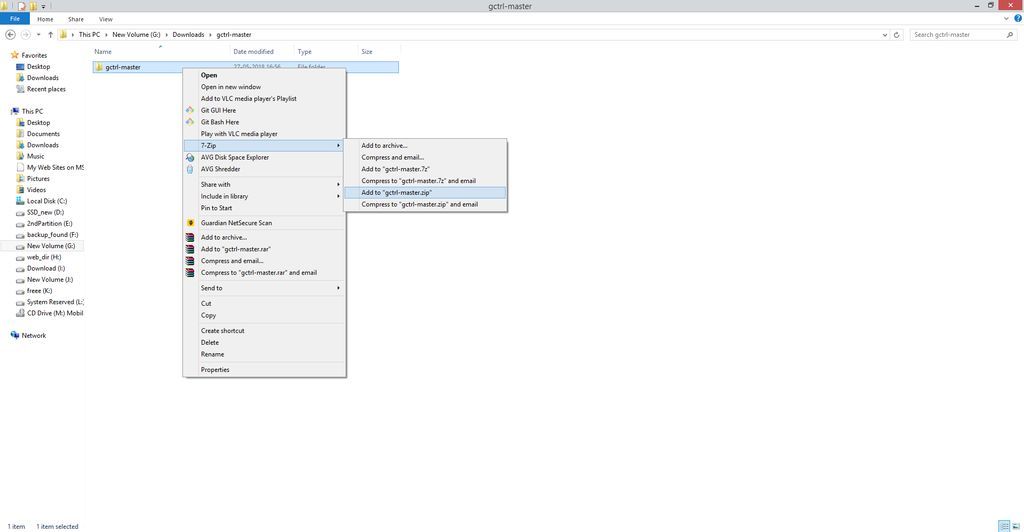
在桌面上提取grbl-master文件夾,你可以在文件master.zip中找到它。
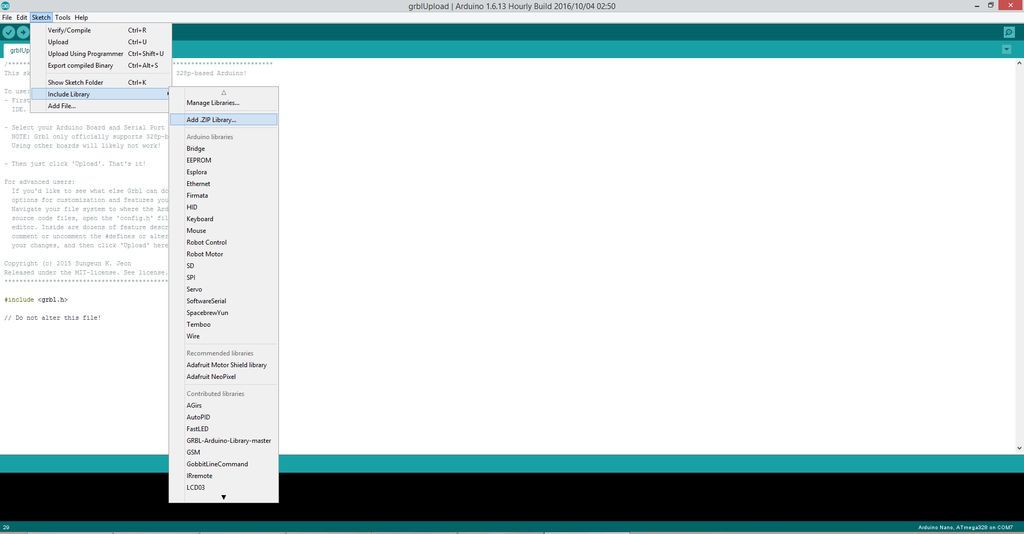
運行Arduino IDE
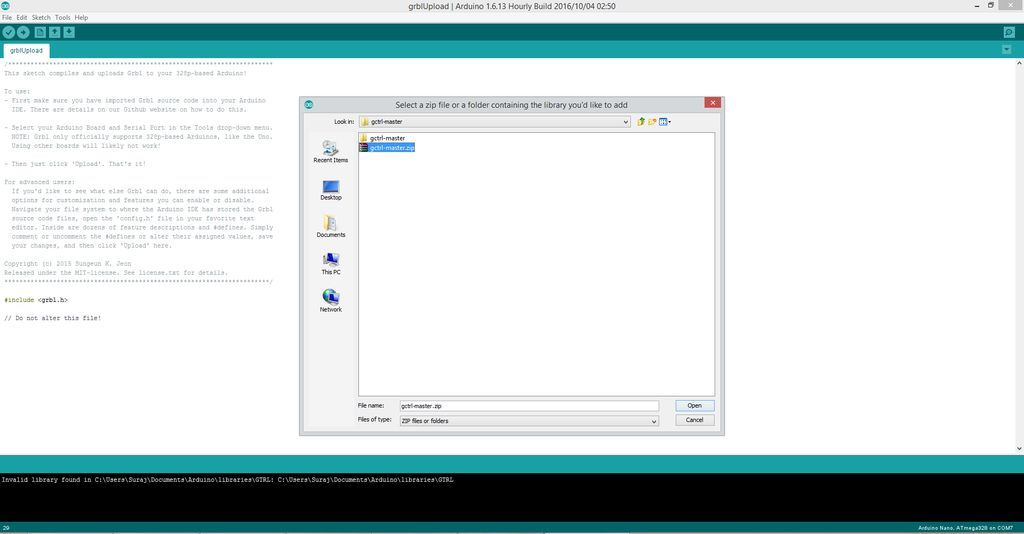
從應用程序欄菜單中,選擇:草圖 - 》 #include庫 - 》從文件添加庫.ZIP
選擇您可以在grlb-master文件夾中找到的文件夾grbl,然后單擊打開
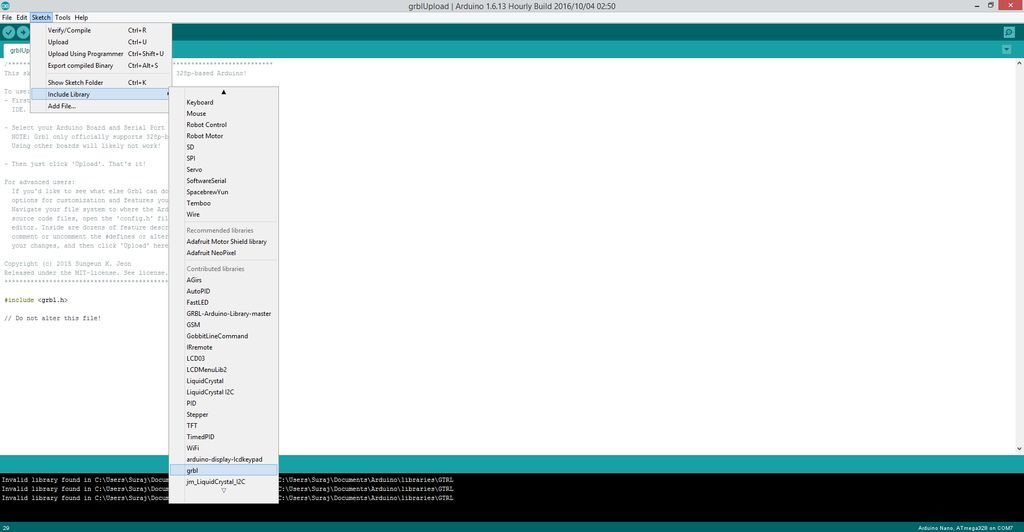
現在安裝了庫,IDE軟件將顯示以下消息:庫已添加到庫中。檢查“庫包含”菜單。
然后打開一個名為“grbl upload”的示例并將其上傳到您的arduino板。
步驟15:發(fā)送G-CODE的軟件





我們還需要一個軟件來將G-Code發(fā)送到CNC我已經使用了LASER GRBL
LaserGRBL是DIY Laser
Engraver最好的Windows GCode流光之一。 LaserGRBL能夠將GCode路徑加載并傳輸到arduino,并使用內部轉換工具雕刻圖像,圖片和徽標。
LASER GRBL下載。
LaserGRBL會不斷檢查機器上可用的COM端口。端口列表允許您選擇控制板所連接的COM端口。
請根據您的機器固件配置選擇正確的連接波特率(默認值為115200)。
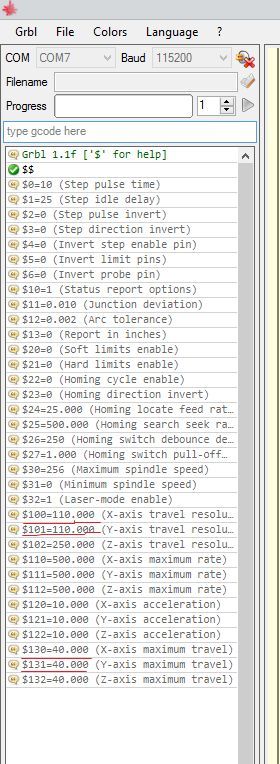
Grbl設置:
$$ - 查看Grbl設置
要查看設置,請鍵入$$并在連接到Grbl后按Enter鍵。 Grbl應該響應當前系統(tǒng)設置的列表,如下面的示例所示。所有這些設置都是持久性的,并保存在EEPROM中,因此如果斷電,這些將在下次啟動Arduino時加載回來。
$ 0 = 10(步進脈沖,usec)
$ 1 = 25(步進空閑延遲,毫秒)
$ 2 = 0(步進端口反轉掩碼:00000000)
$ 3 = 6(目錄端口反轉掩碼:00000110)
$ 4 = 0(步驟啟用反轉,布爾)
$ 5 = 0(限制引腳反轉,布爾)
$ 6 = 0(探針反轉,布爾)
$ 10 = 3(狀態(tài)報告掩碼:00000011)
$ 11 = 0.020(結合偏差,mm)
$ 12 = 0.002(圓弧公差,mm)
$ 13 = 0(報告英寸,布爾)
$ 20 = 0(軟限制,布爾)
$ 21 = 0(硬限制,布爾)
$ 22 = 0(歸位周期,布爾)
$ 23 = 1(歸位dir反轉掩碼:00000001)
24美元= 50.000(歸位進給,毫米/分鐘)
25美元= 635.000(尋找尋找,毫米/分鐘)
26美元= 250(歸位辯護,毫秒)
$ 27 = 1.000(歸位拉斷,mm)
$ 100 = 314.961(x,步長/mm)
$ 101 = 314.961(年,步/mm)
$ 102 = 314.961(z,步長/mm)
$ 110 = 635.000(x最大速率,mm/min)
$111=635.000(y最大速率,mm/min)
$ 112 = 635.000(z最大速率,mm/min)
$ 120 = 50.000(x accel,mm/sec ^ 2)
121 = 50.000(y accel,mm/sec ^ 2)
$ 122 = 50.000(z accel, mm/sec ^ 2)
$ 130 = 225.000(x最大行程,mm)
$ 131 = 125.000(y最大行程,mm)
$ 132 = 170.000(z max travel,mm)
步驟16:調整系統(tǒng)
這是項目中最困難的部分。
- 調整激光束進入工件上可能的最小點。這是最棘手的部分,需要時間和耐心使用跟蹤和錯誤方法。
- 使用$ 100,$ 101,$ 130和$ 131的GRBL設置?
我對GRBL的設置是,$ 100 = 110.000
$ 101 = 110.000
$ 130 = 40.000
$ 131 = 40.000
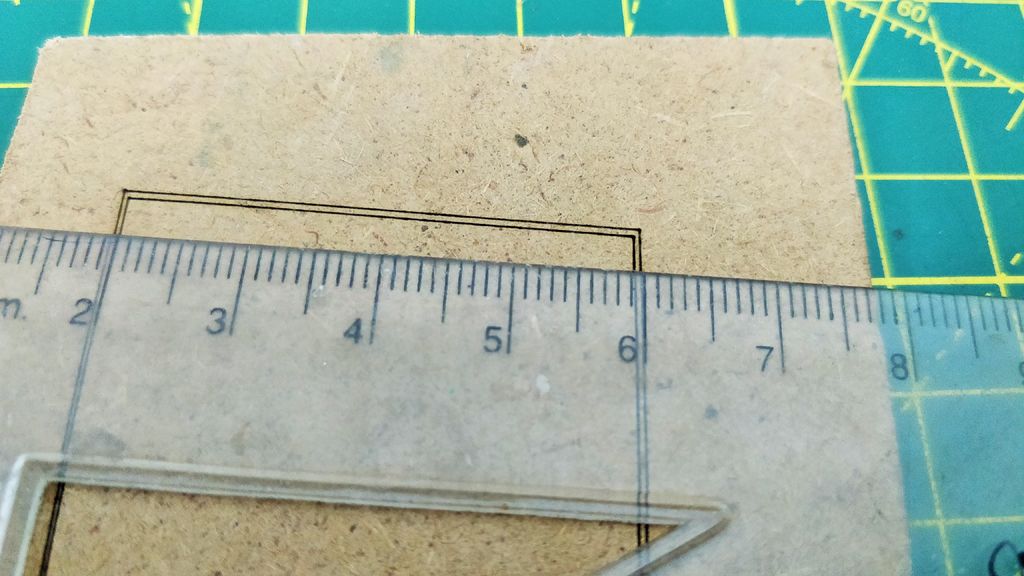
我嘗試雕刻一個40mm邊的正方形,經過這么多錯誤并調整設置對于grbl,我從X軸和Y軸刻出了合適的40mm線。如果X軸和Y軸的分辨率不同,圖像將向任一方向縮放。
請記住,并非所有步進電機都與DVD驅動器相同。
這是一個漫長而耗時的過程,但調整結果非常令人滿意。
LaserGRBL用戶界面。
連接控制:根據grbl固件配置,您可以在此處選擇串行端口和正確的連接速率。
文件控制:顯示加載的文件名和雕刻過程進度。綠色的“播放”按鈕將啟動程序執(zhí)行。
手動命令:您可以在此處鍵入任何G代碼行,然后按“輸入”。命令將排入命令隊列。
命令日志和命令返回碼:顯示入隊命令及其執(zhí)行狀態(tài)和錯誤。
點動控制:允許手動定位激光。左側垂直滑塊控制移動速度,右側滑塊控制步長。
雕刻預覽:此區(qū)域顯示最終作品預覽。在雕刻期間,小的藍色十字將在運行時顯示當前的激光位置。
Grbl重置/歸位/解鎖:此按鈕向grbl板提交軟重置,歸位和解鎖命令。在解鎖按鈕右側,您可以添加一些用戶定義的按鈕。
Feed hold and resume:此按鈕可以暫停和恢復程序執(zhí)行,將Feed Hold或Resume命令發(fā)送到grbl board。
行數和時間投影:LaserGRBL可以根據實際速度和工作進度估算程序執(zhí)行時間。
覆蓋狀態(tài)控件:顯示和更改實際速度和功率覆蓋。覆蓋是grbl v1.1的新功能,舊版本不支持。
步驟17:木刻
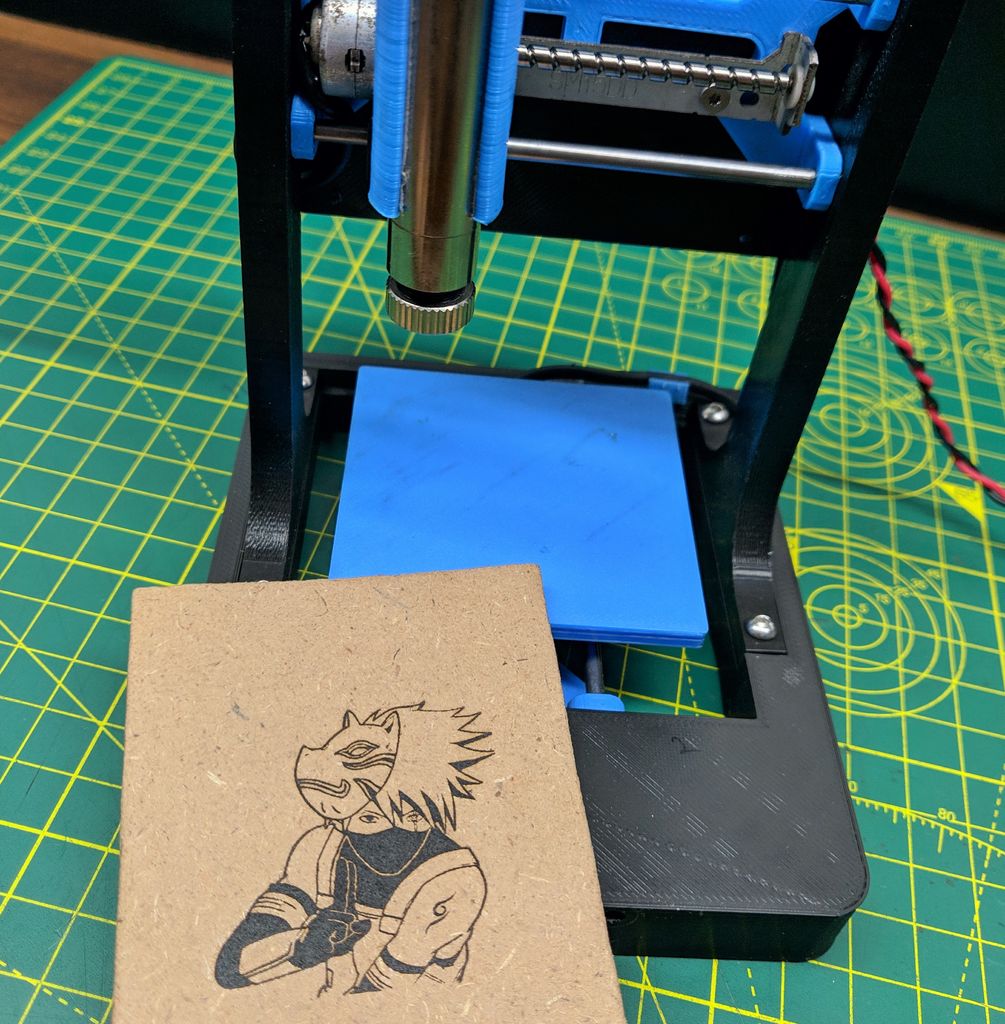

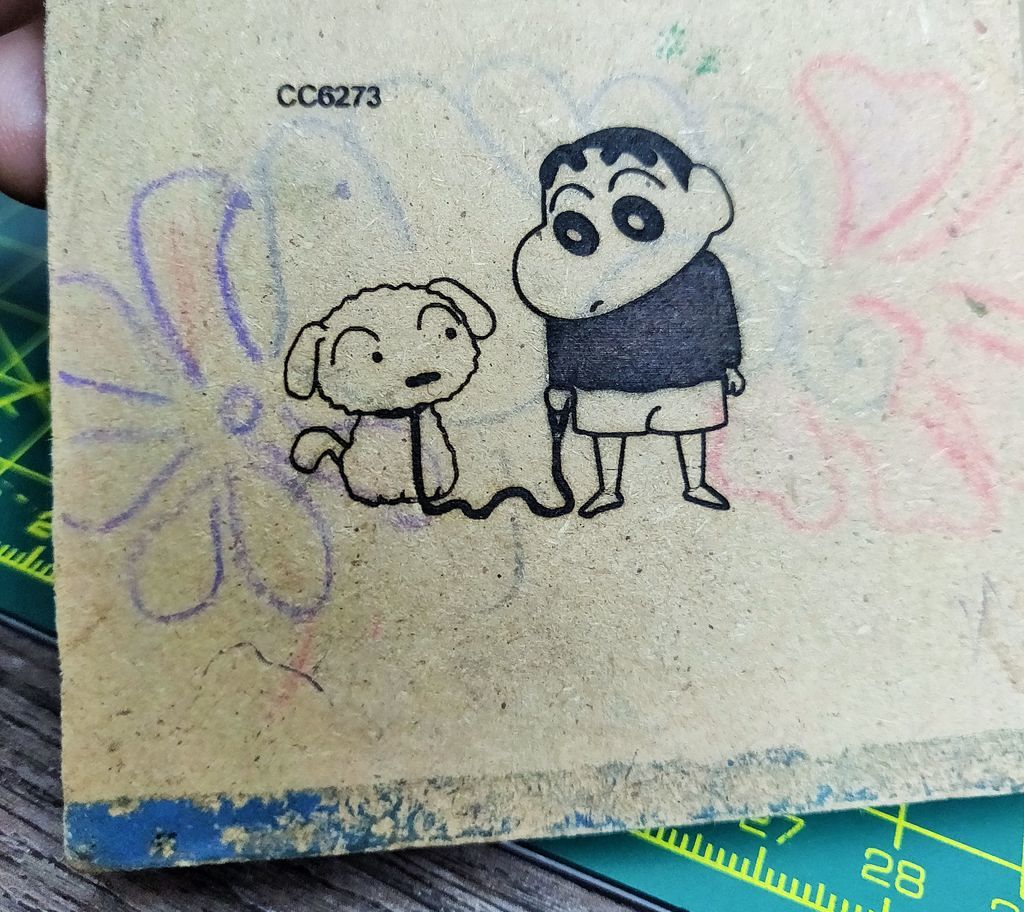
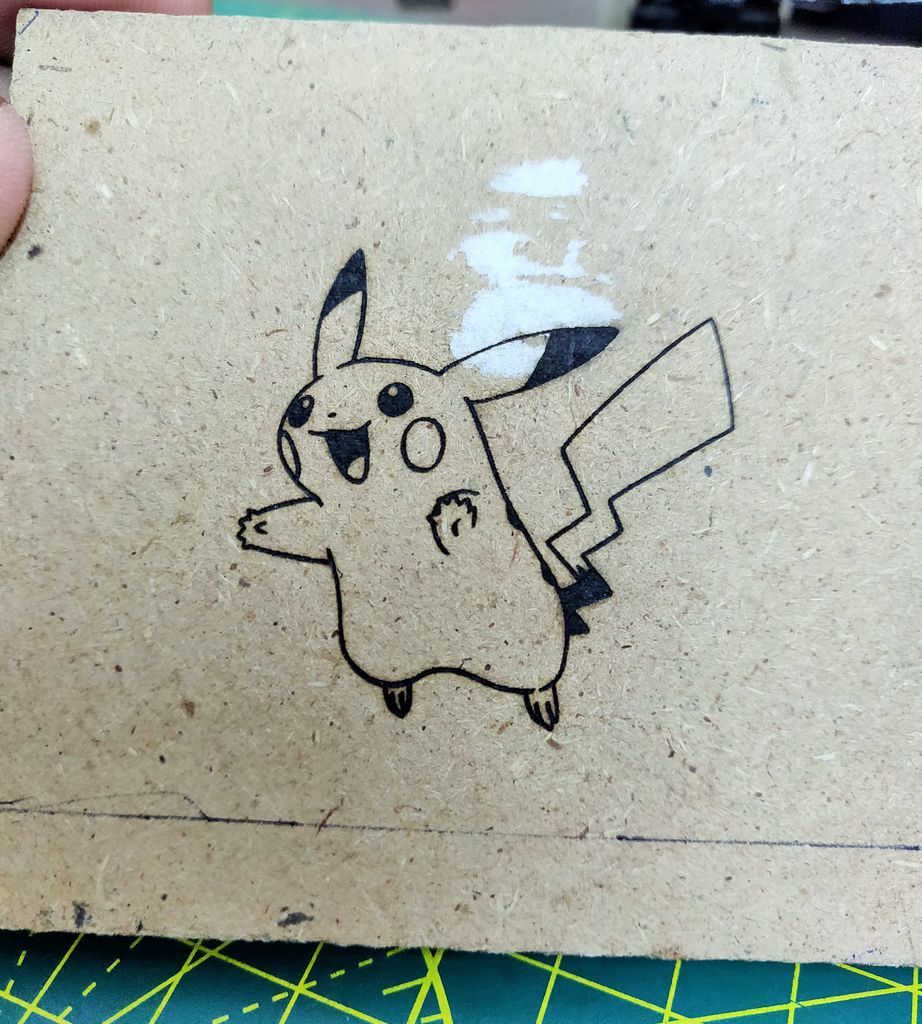
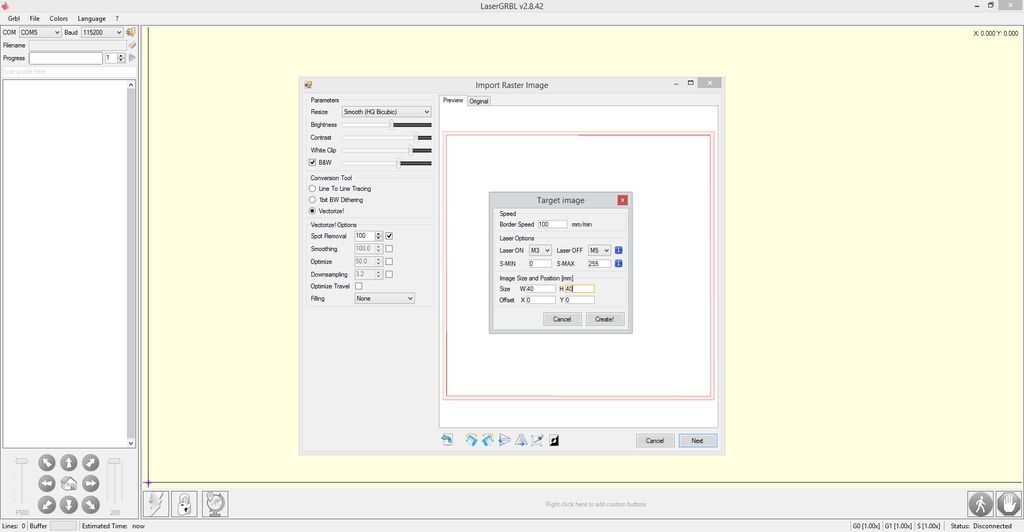
光柵導入允許您在LaserGRBL中加載任何類型的圖像,并在不需要其他軟件的情況下將其轉換為GCode指令。 LaserGRBL支持照片,剪貼畫,鉛筆畫,徽標,圖標,并嘗試使用任何類型的圖像。
可以通過選擇jpg,png或bmp類型的圖像從“文件,打開文件”菜單中調用
所有材料的雕刻設置都不同。
定義每mm的雕刻速度和每mm的質量線視頻附加是整個過程的延時。
步驟18:薄紙切割

這款250mW激光器還可以切割薄紙,但速度應該非常低,即不超過15mm/min,應該適當調整激光束。
步驟19:乙烯切割和制作自定義貼紙

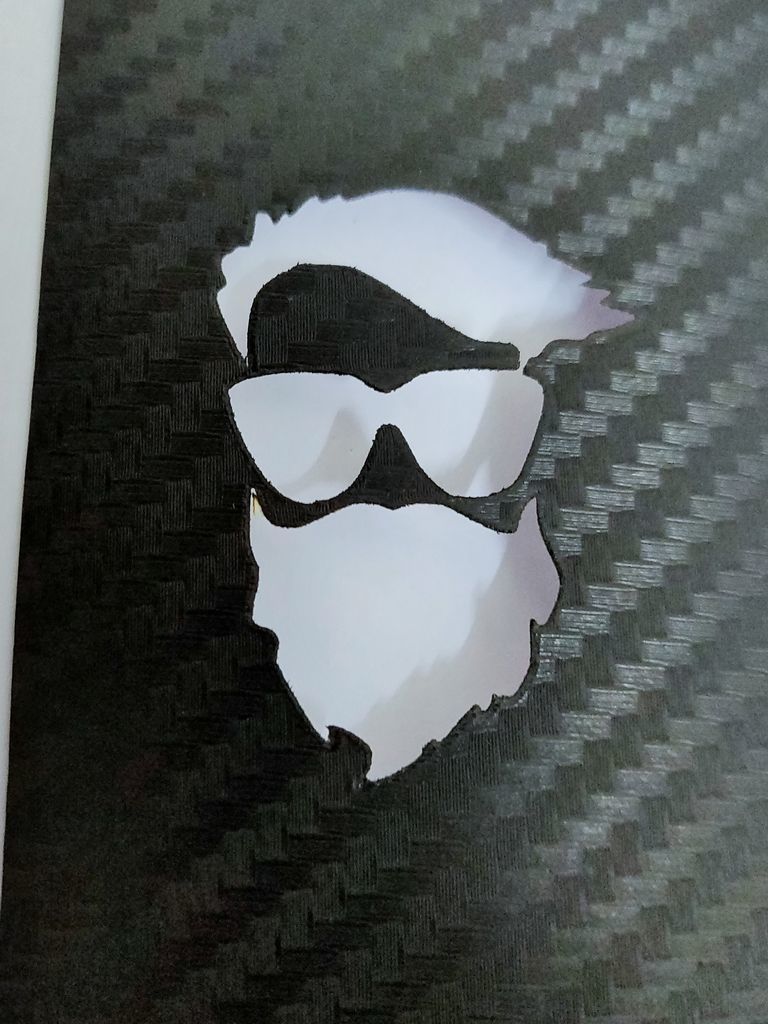
我制作了一些自定義乙烯基貼紙。相對于所用乙烯基的顏色,邊界速度會發(fā)生變化。
深色可以輕松使用,而較淺的顏色則有些棘手。
以上圖片展示了如何使用CNC制作的乙烯基貼紙。
但請記住,燃燒的乙烯基會釋放致癌煙霧。他們的味道非常糟糕。
-
激光雕刻機
+關注
關注
8文章
32瀏覽量
15105
發(fā)布評論請先 登錄
相關推薦
ARMxy嵌入式計算機:雕刻機自動化的新標準

全自動雕刻機:馬達驅動芯片MS3142S的應用案例
SycoTec牙齒雕刻機電主軸:精雕細琢,成就完美義齒

得利捷固定式讀碼器讀取金屬表面激光雕刻DPM碼的優(yōu)勢
工業(yè)平板電腦雕刻機設備上的應用

桌面型激光雕刻機的發(fā)展前景及TMC應用優(yōu)勢
選擇PCB電路板雕刻機?這些技術參數你必須了解

深圳恒興隆機電|雕刻機電主軸導致容易損壞的原因.
雕刻主軸相關知識的總結分享!|深圳恒興隆機電a
扒一扒雕銑機、雕刻機和加工中心之間的區(qū)別


火花機配件滾珠螺桿

開源四軸協作機械臂ultraArm激光雕刻技術案例!






 工商網監(jiān)
工商網監(jiān)
評論