 PCB板微孔加工方法之機械鉆孔
PCB板微孔加工方法之機械鉆孔
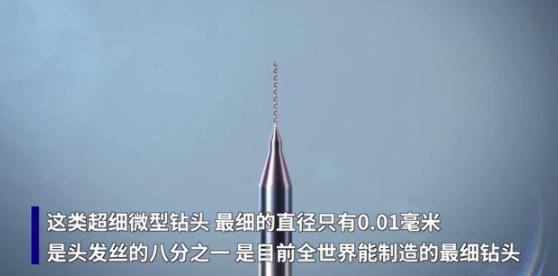
隨著電子產品的迅速更新,印刷電路板的印刷已從以前的單層板擴展到雙層板和更復雜的高精度多層板。因此,對電路板孔的加工要求越來越高,如孔徑越來越小,孔與孔之間的距離越來越小。據了解,環氧樹脂基復合材料是紙板廠最常用的材料,孔徑的定義是直徑0.6mm在小孔以下,0.3mm在微孔以下。今天我將介紹微孔的加工方法:機械鉆孔。
為了保證更高的加工效率和孔質量,我們減少了不良產品的比較。在機械鉆削過程中,應考慮軸向力和切削扭矩兩個因素,這兩個因素可能直接或間接地影響孔的質量。軸向力和扭矩隨進給量和切削層厚度的增加而增大,切削速度增加,單位時間內切削纖維數量增加,刀具磨損迅速增加。因此,不同尺寸的鉆孔,鉆具壽命也不同,操作人員應熟悉設備的性能,及時更換鉆具。這就是為什么微孔的加工成本更高的原因。
在軸向力中,靜構件力FS影響橫刃光德切削,動構件力FD主要影響主切削刃的切削,動構件FD對表面粗糙度的影響大于靜壓構件FS對表面粗糙度的影響。一般來說,當預制孔徑小于0.4mm時,靜構件FS隨著孔尺寸的增大而急劇減小,而動態分量FD則趨于平緩。
PCB鉆頭的磨損與切削速度、進給量和槽徑有關,鉆頭半徑與玻璃纖維寬度之比對刀具壽命有很大影響,刀具切割纖維束的寬度越大,刀具磨損也越大。在實際應用中,0.3mm的鉆具壽命可鉆3000孔。鉆頭越大,鉆孔越少。
為了防止鉆削時脫層、孔壁損壞、污點和毛刺等問題,在分層時,我們可以先在襯墊下面放一個2.5mm厚的墊片,然后把銅板放在墊片上,然后把鋁板放在銅板上。"鋁板的功能是1.1,保護板不會擦花。二.該鉆頭散熱良好,鉆削時會產生熱量。3.緩沖器/鉆具導軌,以防止孔的偏差。減少毛刺的方法是采用振動鉆削技術,硬質合金鉆頭鉆削,硬度好,刀具尺寸和結構也需要調整。
-
pcb
+關注
關注
4317文章
23006瀏覽量
396265 -
印刷電路板
+關注
關注
4文章
774瀏覽量
35106
發布評論請先 登錄
相關推薦
PCB機械鉆孔工藝常見問題及解決方法
PCB板微小孔的加工方法
機械鉆孔、激光鉆孔的流程



氫能源部件鋁合金通孔微孔鉆孔加工

PCB盲孔加工控制成本的方法





 工商網監
工商網監
評論