") PCB焊盤(pán)過(guò)波峰焊出現(xiàn)缺陷問(wèn)題的原因與解決方法
PCB焊盤(pán)過(guò)波峰焊出現(xiàn)缺陷問(wèn)題的原因與解決方法
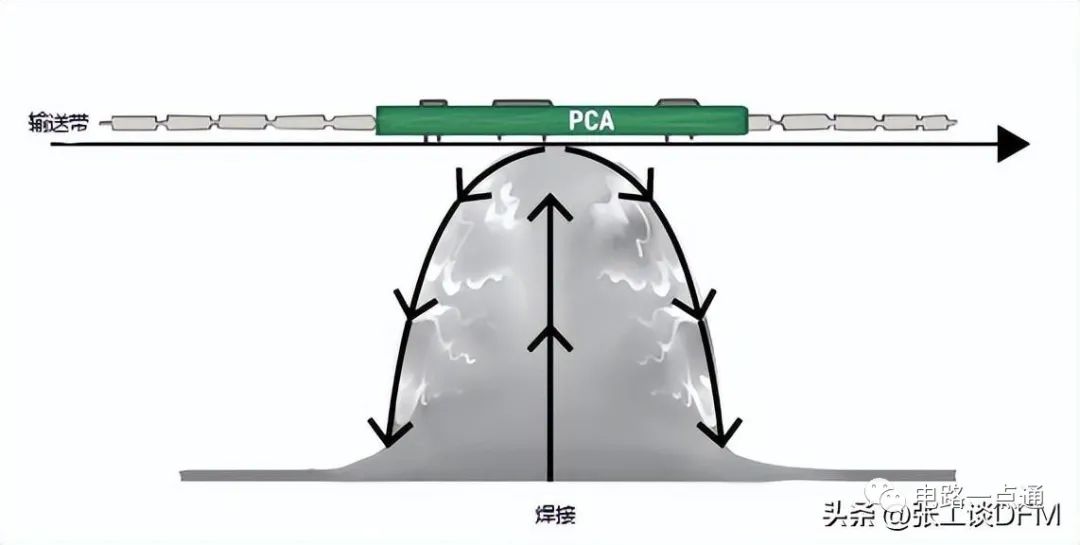
波峰焊是讓插件板的焊接面直接與高溫液態(tài)錫接觸達(dá)到焊接目的,其高溫液態(tài)錫保持一個(gè)斜面,并由特殊裝置使液態(tài)錫形成一道道類似波浪的現(xiàn)象,所以叫“波峰焊”,其主要材料是焊錫條。
波峰焊流程:將元件插入相應(yīng)的元件孔中 →預(yù)涂助焊劑→ 預(yù)熱(溫度90-100℃,長(zhǎng)度1-1.2m) → 波峰焊(220-240℃)冷卻 → 切除多余插件腳 → 檢查。
為什么PCB焊盤(pán)過(guò)波峰焊出現(xiàn)缺陷問(wèn)題?
①PCB設(shè)計(jì)不合理,焊盤(pán)間距過(guò)窄。
②插裝元器件引腳不規(guī)則或插裝歪斜,焊接前引腳之間已經(jīng)接近或已經(jīng)碰上。
③PCB預(yù)熱溫度過(guò)低,焊接時(shí)元器件與PCB吸熱,使實(shí)際焊接溫度降低。
④焊接溫度過(guò)低或傳送帶速度過(guò)快,使熔融焊料的黏度降低。
⑤助焊劑活性差。

解決辦法有:
第一按照PCB設(shè)計(jì)規(guī)范進(jìn)行設(shè)計(jì)。
第二插裝元器件引腳應(yīng)根據(jù)PCB的孔距及裝配要求成型。
第三根據(jù)PCB尺寸、板層、元器件多少、有無(wú)貼裝元器件等設(shè)置預(yù)熱溫度,PCB底面溫度在90~130℃。
第四錫波溫度為(250±5)℃,焊接時(shí)間為3~5s。溫度略低時(shí),傳送帶速度應(yīng)調(diào)慢些。
第五更換助焊劑。
常見(jiàn)PCB焊盤(pán)過(guò)波峰焊時(shí)出現(xiàn)缺陷問(wèn)題有以下幾點(diǎn):
(1)板面臟污。這主要是由于助焊劑固體含量高、涂敷量過(guò)多、預(yù)熱溫度過(guò)高或過(guò)低,或由于傳送機(jī)械爪太臟、焊料鍋中氧化物及錫渣過(guò)多等原因造成的。
(2)PCB變形。一般發(fā)生在大尺寸PCB上,由于大尺寸PCB質(zhì)量大或由于元器件布置不均勻造成質(zhì)量不平衡。這需要PCB設(shè)計(jì)時(shí)盡量使元器件分布均勻,在大尺寸PCB中間設(shè)計(jì)工藝邊。
(3)掉片(丟片)。貼片膠質(zhì)量差,或貼片膠固化溫度不正確,固化溫度過(guò)高或過(guò)低都會(huì)降低黏結(jié)強(qiáng)度,波峰焊時(shí)經(jīng)不起高溫沖擊和波峰剪切力的作用,使貼裝元器件掉在料鍋中。
(4)其他隱性缺陷。焊點(diǎn)晶粒大小、焊點(diǎn)內(nèi)部應(yīng)力、焊點(diǎn)內(nèi)部裂紋、焊點(diǎn)發(fā)脆、焊點(diǎn)強(qiáng)度差等,需要X光、焊點(diǎn)疲勞試驗(yàn)等檢測(cè)。這些缺陷主要與焊接材料、PCB焊盤(pán)的附著力、元器件焊端或引腳的可焊性及溫度曲線等因素有關(guān)。
-
pcb
+關(guān)注
關(guān)注
4318文章
23022瀏覽量
396428 -
元器件
+關(guān)注
關(guān)注
112文章
4694瀏覽量
92043 -
焊接
+關(guān)注
關(guān)注
38文章
3069瀏覽量
59609
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
關(guān)于PCB焊接問(wèn)題、波峰焊缺陷及預(yù)防措施






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論