 電火花加工有哪些類型
電火花加工有哪些類型
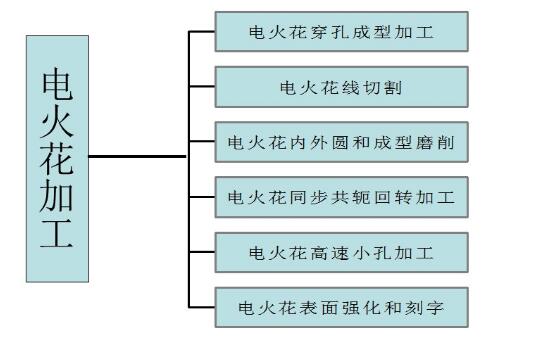
電火花加工的分類
電火花加工在電加工行業中應用最為廣泛的一種加工方法,約占該行業的90%。按工具電極和工件相對運動的方式不同,大致可分為電火花成型加工、線切割加工、電火花磨削加工、電火花同步共軛回轉加工、電火花高速小孔加工、電火花表面強化與刻字加工等六大類。其中線切割加工占了電火花加工的60%,電火花成型加工占了30%。隨著電加工工藝的蓬勃發展,線切割加工就成了先進工藝制作的標志。
電火花加工工藝分類
一、電火花穿孔成形加工
1、工具和工件間主要只有一個相對的伺服進給運動;
2、工具為成形電極、與被加工表面有相同的截面和相應的形狀;
3、穿孔加工:加工各種沖模、擠壓模、粉末冶金模、各種異形孔及微孔等;
4、型腔加工:加工各類型腔模及各種復雜的型腔零件;
5、約占電火花機床總數的30%,典型機床有D7125,D7140等電火花穿孔成形機床。
二、電火花線切割加工
1、工具電極為順電極絲軸線垂直移動著的線狀電極;
2、工具與工件在兩個水平方向同時有相對伺服進給運動;
3、切割各種沖模和具有直紋面的零件;
4、下料、截割和窄縫加工;
5、約占電火花機床總數的60%,典型機床有DK7725,DK7740數控電火花線切割機床。
三、電火花內孔、外圓和成形磨削
1、工具與工件有相對的旋轉運動;
2、工具與工件間有徑向和軸向的進給運動;
3、加工高精度、表面粗糙度值小的小孔,如拉絲模、擠壓模、微型軸承內環、鉆套等;
4、加工外圓、小模數滾刀等;
5、約占電火花機床總數的3%,典型機床有D6310電火花小孔內圓磨床等。
四、電火花同步共軛回轉加工
1、成形工具與工件均作旋轉運動,但二者角速度相等或成整數倍,相對應接近的放電點可有切向相對運動速度;
2、工具相對工件可作縱、橫向進給運動;
3、以同步回轉、展成回轉、倍角速度回轉等不同方式,加工各種復雜型面的零件,如高精度的異形齒輪,精密螺紋環規,高精度、高對稱度、表面粗糙度值小的內、外回轉體表面等;
4、約占電火花機床總數不足1%,典型機床有JN-2,JN-8內外螺紋加工機床。
五、電火花高速小孔加工
1、采用細管(》Φ0.3mm)電極,管內沖入高壓水基工作液;
2、細管電極旋轉;
3、穿孔速度很高(30~60mm/min);
4、線切割穿絲預孔;
5、深徑比很大的小孔,如噴嘴等;
6、約占電火花機床總數的2%,典型機床有D703G電火花高速小孔加工機床。
六、電火花表面強化、刻字
1、工具在工件表面上振動,在空氣中放火花;
2、工具相對工件移動;
3、模具刃口,刀、量具刃口表面強化和鍍覆;
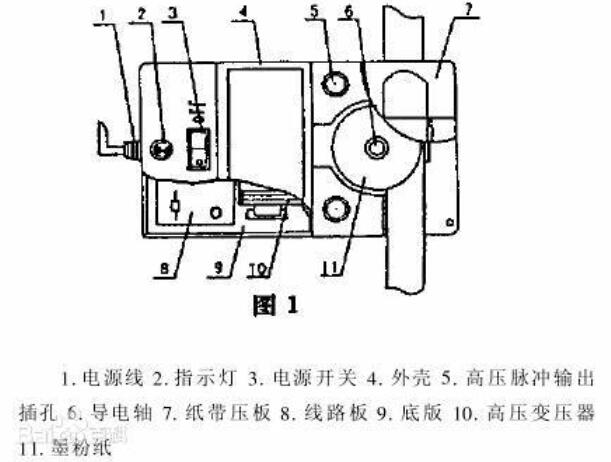
4、電火花刻字、打印記;
5、約占電火花機床總數的2%-1%,典型設備有D9105電火花強化機等。
-
脈沖
+關注
關注
20文章
886瀏覽量
95563 -
電火花
+關注
關注
0文章
29瀏覽量
12436
發布評論請先 登錄
相關推薦
ATA-61520功率放大器在電火花加工中的應用
金剛石磨輪的電火花成形磨削加工
基于單片機控制的電火花加工電源
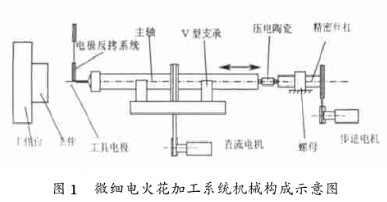
微細電火花加工的組成特點與系統設計
電火花加工的三個條件_電火花加工的四個過程
電火花加工的加工特性_電火花加工的工藝參數
電火花加工實驗
功率放大器在電火花加工中的作用有哪些





 工商網監
工商網監
評論