 順絡的微型模壓電感緣檢及其制造方法專利
順絡的微型模壓電感緣檢及其制造方法專利
【嘉德點評】順絡電子很早就參與5G項目的預研,其產品布局在通訊網絡設備端、智能化終端應用上,可以提供5G產業所需要的射頻電感、功率電感、濾波器等產品。
集微網消息,隨著移動類消費電子產品技術的發展,對功率型電感器提出了小型化、薄型化、高頻率、低DCR、大電流、低EMI、高效率和低成本的要求。傳統工藝類型功率電感包括開氣隙組裝式電感及涂覆類功率電感,隨著近年來人工成本的增加,越來越不能滿足智能手機、平板電腦等移動類消費電子產品的發展要求。
開氣隙組裝式電感產品,雖然產品的飽和電流可以做到較高水平,但隨著器件使用頻率的越來越高,產品EMI問題也凸顯出來,且由于該類產品自動化程度較低,近年來人工成本的上漲使其成本越來越高。
涂覆類功率電感產品,采用在工字鐵芯上繞線的工藝,隨著產品小型化,薄型化發展,要求工字磁芯葉片變薄、磁芯中柱變小,而磁芯的機械強度也相應地變低,生產過程中極易使磁芯裂缺,使得在磁芯上繞線的工藝路線難以滿足要求。
針對于這些問題,順絡電子在14年12月30日申請了一項名為“一種微型模壓電感緣檢及其制造方法”的發明專利(申請號:201410851081.6),申請人為深圳順絡電子股份有限公司。
根據目前公開的專利資料,讓我們一起來看看這項微型模壓電感元件及其制造方法吧。
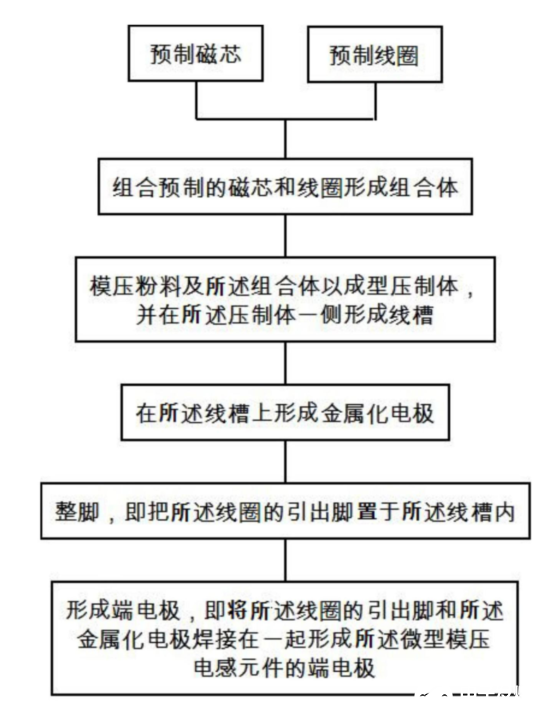
如上圖所示為微型模壓電感元件的制造方法的工藝流程圖。首先要預制磁芯和線圈:預制磁芯步驟采用模壓、擠出或切削成型方式,可采用鐵氧體或金屬軟磁材料作為成型粉料。預制線圈步驟采用自粘扁平漆包線或自粘圓形漆包線。自粘扁平漆包線的繞制方式為雙層對繞且扁平漆包線引出腳扭轉預定的角度,以實現扁平漆包線的平面與金屬化電極的電極面平行引出。
其次再組合預制的磁芯和線圈形成組合體,模壓粉料及組合體以成型壓制體,并在壓制體一側形成線槽,線槽形狀根據預制的線圈所使用的線材設計。
接著要在線槽上形成金屬化電極:金屬化電極通過移印金屬化層、電鍍金屬化層或濺射金屬化層的工藝形成。其后還有整腳和形成端電極兩個步驟,整腳,即把線圈的引出腳置于線槽內。最后形成端電極,即將線圈的引出腳和金屬化電極焊接在一起形成微型。模壓電感元件的端電極,該步驟一般采用浸錫焊接方式。
接下來我們再來看看其中的一些原件及其組成示意圖。
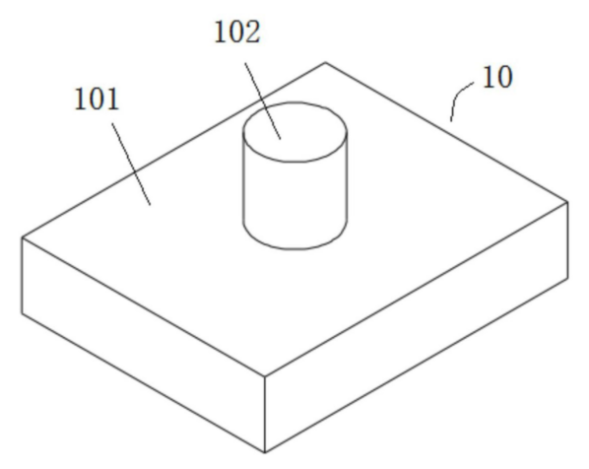
如上圖為微型模壓電感元件的預制 T 型磁芯的示意圖,該預制 T 型磁芯 10 包括磁芯本體 101 和芯柱 102。通過繞線機及相應繞線模具或其它方式制成對繞扁平線圈 ,線圈包括兩個引出腳 ,引出腳經其扭轉部位扭轉 90°后引出,以實現引出腳的平面與金屬化電極的電極面平行引出。
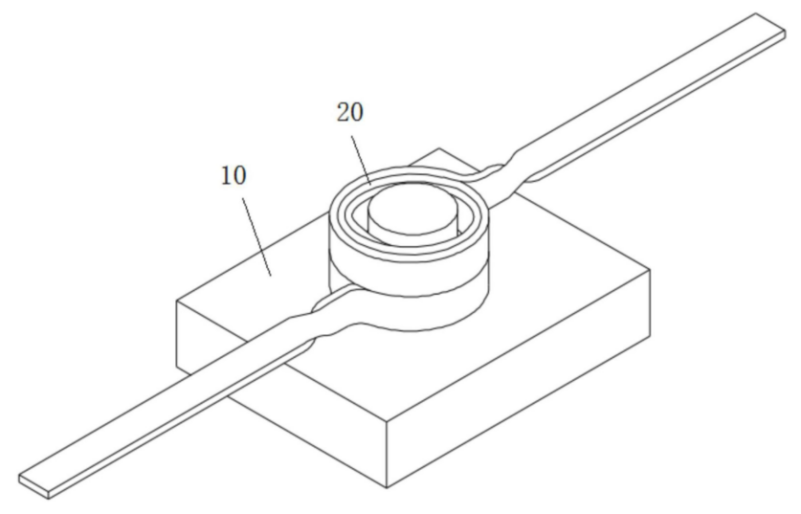
然后,將預制T型磁芯10(或T型磁芯陣列)擺放入模穴中,再將預制線圈20安置在預制T型磁芯10上,預制線圈20中心通孔裝在芯柱102上,此時的結構如上圖所示。接著,在模穴上填充粉料 30,填充粉料 30 后去除模具。
填粉完成后,預制磁芯10與填入的粉料30經加熱、加壓固化制得一定成型密度的壓制體,該壓制體密度比預制T型磁芯密度大,并在壓制體一側形成線槽。在一些工藝實施中,還對壓制體進行切腳處理,切腳后兩引出腳長度相等。
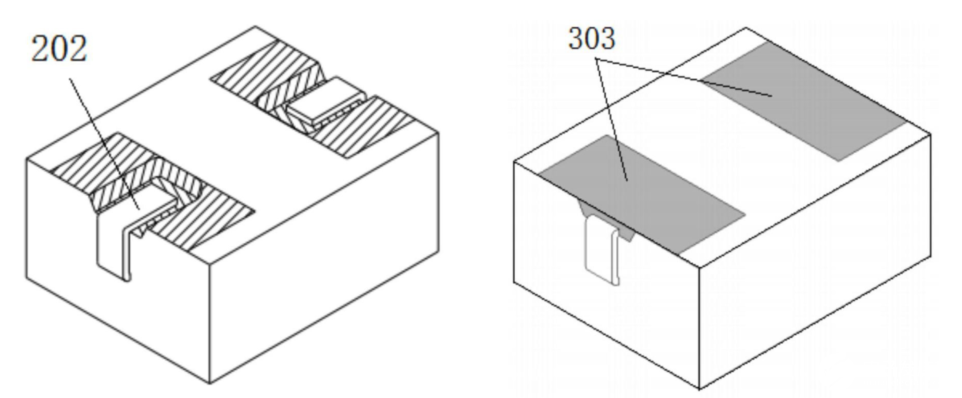
之后通過磁控濺射工藝在線槽上形成金屬化電極。再通過整腳,把引出腳202置入T型磁芯10的線槽內,完成后上圖左側所示。最后,通過浸錫焊接方式將引出腳202與金屬化電極焊接在一起形成電極端303,完成后如上圖右側所示。
以上就是順絡的微型模壓電感元件及其制造方法,順絡電子很早就參與5G項目的預研,其產品布局在通訊網絡設備端、智能化終端應用上,可以提供5G產業所需要的射頻電感、功率電感、濾波器等產品。受益于國內元器件國產化的推動進度加速,順絡電子也正加大研發投入力度,正積極布局!
-
電感
+關注
關注
52文章
6006瀏覽量
101727 -
順絡電子
+關注
關注
0文章
47瀏覽量
10126
發布評論請先 登錄
相關推薦
【自營到貨】順絡功率電感各種封裝常規感值現貨供應!
TT全新高性能高成本效益低損耗模壓電感器件
順絡車載繞線貼片功率電感—AMWPB系列

順絡MWTC系列功率電感成功導入高通5G旗艦手機平臺驍龍8系
順絡電子超小尺寸功率電感獲美國高通認證

順絡推出高Q特性、超小封裝射頻電感HQ0201Q系列








 工商網監
工商網監
評論