 CNC加工中心換刀故障分析及處理
CNC加工中心換刀故障分析及處理
1故障現象
換刀時機械手卡住不能換刀,換刀機械手位置偏移,換刀掉刀。
2故障分析及處理
2.1換刀原理
該加工中心是回轉式刀庫,換刀機構是凸輪式的,其換刀過程為:
(1)編寫M06T01啟動換刀選刀循環。
(2)主軸將在定向的主軸停止點上停住,冷卻液停止,同時Z軸移動到換刀位置(第二參考點)。
(3)選刀,根據T指令NC將其編譯至PLC后,開始選刀,刀庫電機旋轉,將目標刀號旋轉至刀庫換刀點,注意此時T指令為刀庫刀套位置。
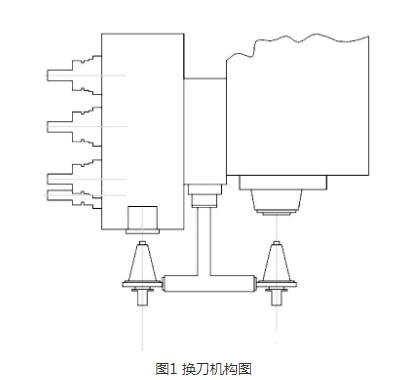
(4)換刀電機帶動凸輪機構機械手機構從停放位置旋轉90°,以抓住有效刀套中的刀具和主軸中的刀具。與此同時,檢測凸輪機構的接近開關狀態變化,PMC輸出發出松刀指令,刀庫刀套松刀和主軸松刀電磁閥得電,凸輪繼續旋轉,帶動機械手向下,將刀柄推下,準備交換。如圖1所示。
(5)機械手旋轉180°交換刀具,凸輪繼續向上,將刀具安裝到主軸中,將原主軸上刀具安裝到刀庫換刀位置刀套中。同時,檢測開關給PMC發出緊刀指令,電磁閥失電,軸刀柄夾緊蝶形彈簧回縮主軸刀具夾緊。
(6)換到機械手繼續旋轉90°,停止完成一套換刀動作。
2.2故障分析
換刀至2.1第四步驟,換刀機械手卡住,主軸一直松刀吹氣,但刀具不能被拔下,斷電手動盤動換刀電機,完成一次換刀動作后,手動裝卸刀,動作正常,初步排除主軸松緊刀方面問題。再次執行換刀過程,機械手卡住,刀庫處機械手爪掉刀,發現換刀后,機械手裝刀至主軸上,位置偏移,如圖2所示。
將刀具取下后空換刀,發現動作正常,導致這種情況的原因,可能是機械手與主軸位置發生偏移,或者機械手軸線相對于主軸軸線精度發生偏差,主軸定位不準也會導致換刀位置偏移。單步執行換刀動作,檢查主軸定位準確,排除了定位不準引起該故障。經打表檢查,機械
手、刀套、主軸的軸向位置及回轉中心距離一致,因此機械手機械卡阻的故障也被排除。
此機床近期主要加工不銹鋼等材料工件,切削量大,負載重,長時間運行在重切下,檢查機械手發現機械手沒有松動,檢查機械手爪伸縮動作靈活,但是發現機械手上一個調整塊磨損,拆卸下來觀察此調整塊主要用來夾持刀柄,重新修補加工后,再次嘗試,主軸位置處偏移消失。引起該故障的主要原因是機械手沖擊大,頻繁換刀,導致夾持卡爪松動磨損,如圖3所示。
-
機械手
+關注
關注
7文章
333瀏覽量
29618 -
CNC
+關注
關注
7文章
296瀏覽量
35078
發布評論請先 登錄
相關推薦
深圳恒興隆|自動換刀電主軸:實現加工自動化與高效化的關鍵.
加工中心機器簡易故障分析
西門子/發格/三菱等數控加工中心故障排除及實例解析
cnc的加工原理是什么
計算機數值控制CNC刀補處理的主要工作
電主軸自動換刀裝置出現故障時如何解決?|深圳恒興隆機電a
數控加工中心刀具換刀系統
PLC在加工中心自動換刀過程中的編程技巧
SycoTec 4033 AC氣動自動換刀與電動自動換刀技術詳解





 工商網監
工商網監
評論