") CNC數(shù)控加工中心的選刀與換刀指令分享
CNC數(shù)控加工中心的選刀與換刀指令分享
一、斗笠式刀庫的換刀
多采用固定地址換刀方式,刀具號(hào)與刀座號(hào)是固定對(duì)應(yīng)的,其換刀動(dòng)作是依靠刀庫的橫向移動(dòng)與主軸的上下移動(dòng)實(shí)現(xiàn)換刀,簡(jiǎn)稱為主軸換刀方式。由于其無換刀機(jī)械手,因此選刀動(dòng)作不能在換刀動(dòng)作之前預(yù)選。其換刀指令與選刀指令一般編寫在同一個(gè)程序段,其指令格式如下:
M06 T××;
指令執(zhí)行時(shí),刀庫首先將主軸上刀號(hào)對(duì)應(yīng)的刀座轉(zhuǎn)到換刀位置,并將主軸上的刀具換回刀座中,然后刀庫又將指令中指定的刀具轉(zhuǎn)到換刀位置,并換上主軸。
這種刀庫,即使在執(zhí)行M06的前面先執(zhí)行Tx x,也不能夠預(yù)選刀,*終選刀的動(dòng)作還是在執(zhí)行M06時(shí)執(zhí)行,如果M06前面沒有Tx x,則系統(tǒng)會(huì)報(bào)警。
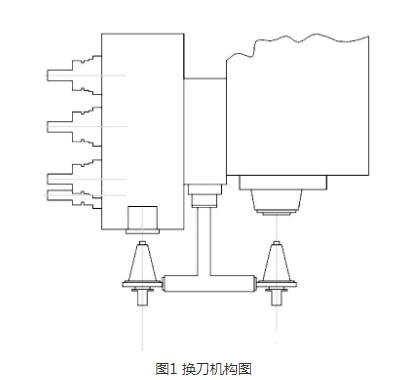
二、圓盤式和鏈?zhǔn)降稁斓膿Q刀
其多采用隨機(jī)地址換刀方式,刀具號(hào)與刀座號(hào)的對(duì)應(yīng)關(guān)系是隨機(jī)的,但其對(duì)應(yīng)關(guān)系能夠被數(shù)控系統(tǒng)記憶住。這種刀庫的換刀是依靠機(jī)械手換刀。其指令與換刀的動(dòng)作為:刀具指令Tx x控制刀庫的旋轉(zhuǎn),并將選中的刀具轉(zhuǎn)至換刀工作位置,而換刀指令M06控制換刀機(jī)械手的動(dòng)作,實(shí)現(xiàn)主軸刀具與刀庫換刀位置處刀具的交換。其選刀指令與換刀指令可以在同一個(gè)程序段,也可以分開編寫,選刀與換刀指令對(duì)應(yīng)的動(dòng)作也可以同時(shí)或分開動(dòng)作。其指令格式如下:
Tx x M06;
指令執(zhí)行時(shí),刀庫首先將Tx x刀轉(zhuǎn)到換刀位置,然后機(jī)械手將刀庫刀具與主軸刀具交換,實(shí)現(xiàn)Tx x刀具換至主軸的目的。
閱讀以上兩種方法可以看出方法二將選刀動(dòng)作與加工動(dòng)作重疊,這樣換刀時(shí)就不必選刀而直接換刀,提高了工作效率。
前文談到,刀庫的換刀指令與機(jī)床廠家有關(guān),如有的刀庫不僅要求Z軸必須返回?fù)Q刀點(diǎn),而且Y軸也必須返回?fù)Q刀點(diǎn),其程序格式如下:
在同一個(gè)程序段編寫選刀與換刀指令時(shí),不同廠家刀其的執(zhí)行規(guī)則也可能有差異,如有的不管書寫的先后順序,均按先選刀、再換刀的規(guī)則執(zhí)行。而有的規(guī)則規(guī)定選刀指令必須在換刀指令執(zhí)行之前編寫,否則,其動(dòng)作是先換刀、再選刀,如上面的程序所示。這種情況,若在M06指令執(zhí)行前未編寫選刀指令,則系統(tǒng)會(huì)報(bào)警。
-
CNC
+關(guān)注
關(guān)注
7文章
295瀏覽量
35072 -
數(shù)控加工
+關(guān)注
關(guān)注
0文章
58瀏覽量
9909
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
深圳恒興隆|自動(dòng)換刀電主軸:實(shí)現(xiàn)加工自動(dòng)化與高效化的關(guān)鍵.
cnc的加工原理是什么
數(shù)控加工中心刀具換刀系統(tǒng)
數(shù)控機(jī)床的刀庫及換刀機(jī)構(gòu)
數(shù)控加工中心刀庫形式與換刀方式的介紹及其特點(diǎn)分析
車床自動(dòng)上下料裝置的換刀維護(hù)
CNC加工中心換刀故障分析及處理
PLC在加工中心自動(dòng)換刀過程中的編程技巧
影響高速電主軸自動(dòng)換刀速度的因素詳解
數(shù)控加工七種對(duì)刀方式詳解!
SycoTec 4033 AC氣動(dòng)自動(dòng)換刀與電動(dòng)自動(dòng)換刀技術(shù)詳解
自動(dòng)換刀主軸應(yīng)用領(lǐng)域有哪些?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論