 歸納電動機控制的一般原則
歸納電動機控制的一般原則
對電動機控制的一般原則,歸納起來有:行程控制原則、時間控制原則、速度控制原則和電流控制原則。
一、行程控制原則
根據生產機械運動部件的行程或位置,利用位置開關來控制電動機的工作狀態稱為行程控制原則。行程控制原則是生產機械電氣自動化中應用最多和作用原理最簡單的一種方式。
二、時間控制原則
利用時間繼電器按一定時間間隔來控制電動機的工作狀態稱為時間控制原則。如:在電動機的降壓啟動、制動及變速過程中,利用時間繼電器按一定的時間間隔改變線路的接線方式,以自動完成電動機的各種控制要求。在這里,換接時間的控制信號由時間繼電器發出,換接時間的長短則根據生產工藝要求或者電動機的啟動、制動和變速過程的持續時間來整定時間繼電器的動作時間。
三、速度控制原則
根據電動機的速度變化,利用速度繼電器等電器來控制電動機的工作狀態稱為速度控制原則。反映速度變化的電器有多種,直接測量速度的電器有:速度繼電器、小型測速發電機;間接測量電動機速度的,對于直流電動機用其感應電動勢來反映,通過電壓繼電器來控制;對于交流繞線式異步電動機可用轉子頻率來反映,通過頻率繼電器來控制。如圖4.3 1所示的電動機低速脈動控制線路屬于速度控制。
其工作原理如下:

圖4.31 電動機低速脈動控制線路
先合上電源開關QS,當按下啟動控制按鈕SB1時,中間繼電器KA1、接觸器KM得電動作,電動機啟動運轉。當電動機轉速上升到速度繼電器SR的動作轉速時,SR常閉觸頭分斷,使KM失電,電動機斷電。而當電動機轉速自然下降到速度繼電器SR的復位轉速時,SR常閉觸頭又恢復閉合,使KM又得電,電動機又再次啟動。這樣不斷重復,實現了電動機低速下的脈動旋轉。
四、電流控制原則
根據電動機主回路電流的大小,利用電流繼電器來控制電動機的工作狀態稱為電流控制原則。如圖4.3 2所示機床橫梁夾緊機構的自動控制線路就是按電流原則來控制的。它是按行程控制原則和電流控制原則組成的。其中位置開關SQ用于夾緊與放松的檢查,而電流繼電器KA用于根據電動機電流大小來檢查夾緊力的大小。
其工作原理如下:先合上電源開關QS,橫梁在放松狀態下,夾緊機構的螺母滑塊3移到左端的極限位置,此時位置開關SQ處于被壓狀態,觸頭SQ1—1閉合,SQ1—2分斷。這時按下夾緊按鈕SB1,接觸器KM1線圈得電,其觸頭動作,夾緊電動機M啟動正轉,通過減速機構驅動滑塊右移,在電動機啟動瞬間,大的啟動電流會使電流繼電器KA動作,其常閉觸頭斷開,但因SQ1—1常開觸頭因受壓閉合,所以KA觸頭的斷開并不影響KM1得電動作。當滑塊右移一段距離后,位置開關SQ復位,但這時電動機已啟動完畢,KA的常閉觸頭已恢復閉合,KM1線圈經KA常閉觸頭、KM1常開觸頭仍保持得電,滑塊繼續右移,致使杠桿1、2轉動,開始夾緊過程。隨著夾緊力的增大,電動機定子繞組的電流也相應增加,當增加到電流繼電器KA的整定電流時,KA動作,其常閉觸頭斷開,KM1線圈失電觸頭復位,電動機停轉,夾緊即自動停止。
需要放松時,按下放松按鈕SB2,接觸器線圈KM2得電其觸頭動作,電動機M反轉,滑塊3左移,同時杠桿1、2回轉,夾緊機構自動放松。直到滑塊3左移壓動位置開關SQ后,SQ1—2分斷,KM2線圈失電,觸頭復位,電動機自動停轉,放松結束。
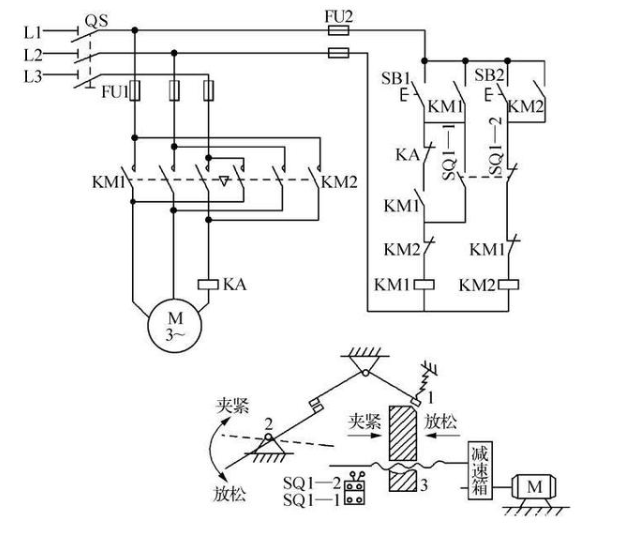
圖4.32 機床橫梁夾緊機構的自動控制線
如圖4.3 2所示夾緊控制線路中,與KA常閉觸頭串接的KM1常開輔助觸頭有兩個作用:一是避免夾緊動作完成以后,再按下SB1時,KM1再次得電動作;二是當位置開關SQ的位置調整不當時,可避免電動機的反復啟動造成KM1主觸頭燒毛或熔焊的現象。假設未串接KM1常開觸頭,當按下SB1時,KM1得電動作,電動機正轉,驅動滑塊右移。若SQ位置調整不當,滑塊3雖已移出SQ,SQ觸頭復位,SQ1—1斷開,但電動機主電路啟動電流尚未降到KA的釋放值,則KA的常閉觸頭仍斷開,導致KM1失電,而這時夾緊機構并未夾緊,為使夾緊機構繼續工作,必須再按下SB1,使KM1線圈又得電動作,而啟動電動機又會使KA動作,電動機又停止,需再次按下SB1,直至夾緊機構夾緊。如此反復啟動,電動機啟動電流過大就會引起KM1主觸頭燒毛或熔焊現象。而有了KM1常開觸頭,若出現SQ位置調整不當,當滑塊移出SQ停止后,再次按下SB1時,由于KM1常開觸頭分斷,KM1無法得電動作,只有調整好SQ位置后,方可重新啟動電動機。
-
繼電器
+關注
關注
132文章
5320瀏覽量
148584 -
電動機
+關注
關注
74文章
4090瀏覽量
96014 -
控制信號
+關注
關注
0文章
162瀏覽量
11948
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論