") 采用波峰焊工藝進(jìn)行PCB設(shè)計(jì)時(shí)有哪些要求
采用波峰焊工藝進(jìn)行PCB設(shè)計(jì)時(shí)有哪些要求
波峰焊是將熔化的焊料,經(jīng)電動(dòng)泵或電磁泵噴流成設(shè)計(jì)要求的焊料波,使預(yù)先裝有電子元器件的印制板通過(guò)焊料波,實(shí)現(xiàn)元器件焊端或引腳與印制板焊盤(pán)間機(jī)械與電氣連接的軟釬焊。波峰焊用于印制板裝聯(lián)已有20多年的歷史,現(xiàn)在已成為種非常成熟的電子裝聯(lián)工藝技術(shù),目前主要用于通孔插裝組件和采用混合組裝方式的表面組件的焊接。采用波峰焊工藝時(shí),PCB設(shè)計(jì)的幾個(gè)要點(diǎn)如下。
①高密度布線(xiàn)時(shí)應(yīng)采用橢圓焊盤(pán)圖形,以減少連焊。
②為了減小陰影效應(yīng)、提高焊接質(zhì)量,進(jìn)行波峰焊的焊盤(pán)圖形設(shè)計(jì)時(shí),要對(duì)矩形元器件、SOT、SOP元器件的焊盤(pán)長(zhǎng)度作如下處理。
●延伸元件體外的焊盤(pán),作延長(zhǎng)處理;
●對(duì)SOP最外側(cè)的兩對(duì)焊盤(pán)加寬,以吸附多余的焊錫(俗稱(chēng)竊錫焊盤(pán));
●小于3.2mmx1.6mm的矩形元件,在焊盤(pán)兩側(cè)可作45。倒角處理。
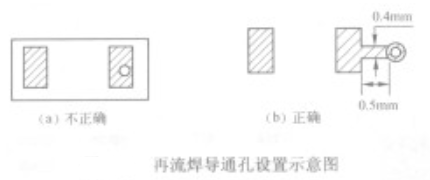
③波峰焊時(shí),應(yīng)將導(dǎo)通孔設(shè)置在焊盤(pán)的尾部或靠近焊盤(pán)。導(dǎo)通孔的位置應(yīng)不被元件覆蓋,便于氣體排出。當(dāng)導(dǎo)通孔設(shè)置在焊盤(pán)上時(shí),一般孔與元件端頭相距0.254mm。
④元器件的布排方向與順序遵循以下原則。
●元器件布局和排布方向應(yīng)遵循較小的元件在前和盡量避免互相遮擋的原則。
●波峰焊接面上的大小元器件應(yīng)交錯(cuò)放置,不應(yīng)排成一條直線(xiàn)。
●波峰焊接面上不能安放QFP、PLCC等四邊有引腳的器件。
●單面板等特殊情況,必須將QFP布放在波峰面。
為了減小陰影效應(yīng)采取的措施如下:
(1) QFP -般不建議波峰焊(只有單面板采用)
(2) 45。布局;
(3)設(shè)計(jì)橢圓形焊盤(pán);
(4)Z值增加0.4-0.6rnm(焊盤(pán)延長(zhǎng));
推薦閱讀:http://m.elecfans.com/article/812414.html
責(zé)任編輯:gt
-
pcb
+關(guān)注
關(guān)注
4318文章
23022瀏覽量
396425 -
元器件
+關(guān)注
關(guān)注
112文章
4694瀏覽量
92043 -
焊接
+關(guān)注
關(guān)注
38文章
3069瀏覽量
59609
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
電子組件的波峰焊接工藝
波峰焊工藝常見(jiàn)問(wèn)題
PCB設(shè)計(jì)時(shí)需考慮哪些可制造性問(wèn)題?
分享一下波峰焊與通孔回流焊的區(qū)別
波峰焊工藝控制虛焊
一文知道波峰焊焊接工藝調(diào)試技巧

波峰焊工藝對(duì)PCB設(shè)計(jì)與元器件有什么特殊要求
采用再流焊和波峰焊工藝時(shí)導(dǎo)通孔該如何設(shè)置
波峰焊工藝有哪些參數(shù)可進(jìn)行調(diào)試 有什么經(jīng)驗(yàn)技巧
使用氮?dú)庋b置提高波峰焊工藝的潤(rùn)濕性能
在波峰焊工藝中造成PCB水泡的原因有哪些,該如何解決
日東波峰焊技術(shù)發(fā)展與設(shè)備特點(diǎn)全解析

波峰焊工藝流程以及優(yōu)點(diǎn)
關(guān)于焊錫條波峰焊工藝技術(shù)操作規(guī)范與注意事項(xiàng)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論