") 采用波峰焊進行焊接有哪些技術要求
采用波峰焊進行焊接有哪些技術要求
由于波峰焊設備安置在印制電路板組裝自動線內,為保證印制電路板在焊按時能連續(xù)移動和局部受熱,生成高質量的波峰焊點,對焊料和焊劑的化學成分、焊接溫度、速度、時間等,都有嚴格的要求。
一、波峰焊接焊料
波峰焊是由焊錫波即部與按焊工件接觸完成的,因此,在應絲毫氧化物和污染物。一般3個月需化驗一次,防止銅離子雜質超標。
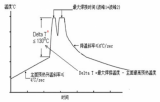
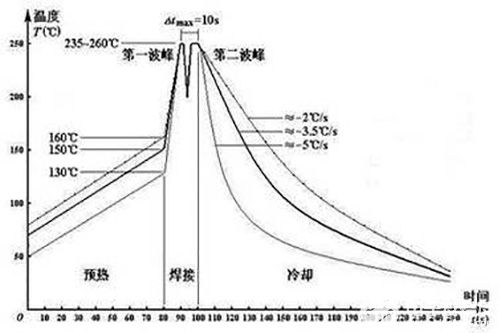
二、波峰焊接溫度
波峰焊接溫度是指波噴嘴出口處焊料的溫度。采用共晶焊料時,焊接溫度控制在230-260℃。對于HISnPb39焊料,對酚醛基板焊接,溫度可低些,一般為230-240℃;對環(huán)氧基板焊接,溫度可高些,一般為240-260℃。廣晟德
三、波峰焊接速度
波峰焊接速度可用印制電路板上每個焊點停留在焊料波中的時間表示。速度的選擇與焊接溫度、印制電路板的大小、安裝密度有關,一般可在0.5—2.5m/min的范圍內調節(jié),每個焊點的焊接時間約3s。焊接速度過快,易形成假焊、虛焊、搭焊、氣泡等;焊接速度過慢,易損壞印制電路板和元器件。
四、波峰焊接深度
波峰焊接深度是指印制電路板壓人波的深度。廣晟德認為它對焊接質量影響較大,波過高,焊接面上產(chǎn)生焊料瘤、拉、搭焊,甚會使焊料在操作過程中溢到印制電路板的上表面,損傷元器件;波過低,易形成假焊、掛錫。通常壓錫深度取印制電路板厚的l/2—3/4為宜。
五、波峰焊接角度
波峰焊接角度是指波峰焊接機傾斜的角度。合適的焊接角度,對消除拉、橋接等缺陷為重要。但角度過大,會造成焊點上的焊料過分流失,使焊點干癟。一般可在5度8度間調整。
責任編輯:http://m.elecfans.com/article/935779.html
責任編輯:gt
-
印制電路板
+關注
關注
14文章
952瀏覽量
40710 -
焊接
+關注
關注
38文章
3069瀏覽量
59609 -
溫度
+關注
關注
2文章
136瀏覽量
10396
發(fā)布評論請先 登錄
相關推薦
什么是波峰焊,如何使PCBA組裝自動焊接
[推薦]波峰焊接技術 波峰焊接故障分析 波峰焊接工藝參數(shù)
微談波峰焊料對焊接質量的影響
波峰焊接后產(chǎn)品虛焊的解決
分享一下波峰焊與通孔回流焊的區(qū)別
波峰焊操作流程及焊接的基本工藝
一文知道波峰焊焊接工藝調試技巧

波峰焊焊接溫度曲線設置要求
日東波峰焊技術發(fā)展與設備特點全解析








 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論