 如何對波峰焊溫度曲線測量參數進行有效控制
如何對波峰焊溫度曲線測量參數進行有效控制
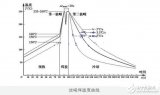
如果要得到標準的波峰焊溫度曲線值,就要對波峰焊溫度曲線測量的各個參數進行有效的控制,下面給大家分享一下。
一、如果在測量波峰焊溫度曲線時使用的PCB板為產品的原型板,則所有的溫度應在助焊劑廠推薦的范圍內(助焊劑參數 資料),如果在測量波峰焊溫度曲線時使用的 PCB板為溫度曲線測量專用樣板,則所測的溫度應比相應的助焊劑廠推薦的范圍高10-15℃。所謂樣板,即因原型板尺寸太小或板太薄而法容下或承受測試儀另選用的PCB板。
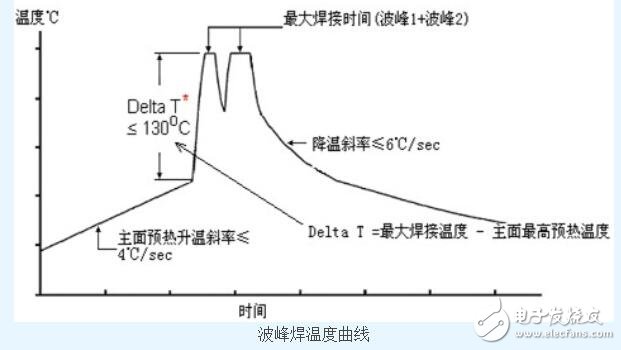
二、對于線路板焊點面有SMT元件(印膠或點膠),不需要用波峰焊模具的產品,焊點面浸錫前實測預熱溫度與波1高 溫度的落差控制小于150℃。
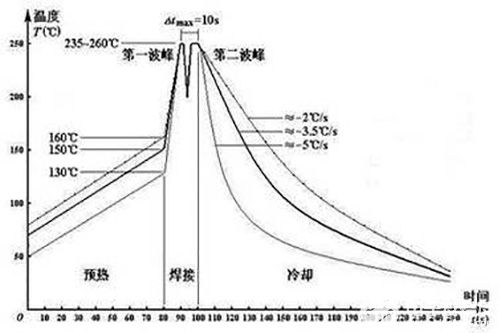
三、對于使用二個波的產品,波1與波2間的下降后溫度值:有鉛控制在170℃以上,鉛控制在200℃以上,防止二次焊接。
四、對于有鉛產品波峰焊接后采用自然風冷卻,對于鉛產品波峰焊接后采用制冷壓縮機強制制冷,焊接后冷卻要求:
a.每日實測溫度曲線高溫度下降到200℃間的下降速率控制在8℃/S以上;
b.PCB板過完波30秒(約在波出口出處位置),焊點溫度控制在140℃以下;
c.制冷出風口風速必須控制在2.0-4.0M/S;
d.對制冷壓縮機制冷溫度設備探頭顯示溫度控制在15℃以下。
五、波峰焊溫度測試技術員所測試溫度曲線中應標識出以下數據:
a.焊點面標準預熱溫度的時間和浸錫前預熱高溫度;
b.焊點面高過波溫度;
c.焊點面焊接時間;
d.焊點面浸錫時間;
e.焊接后冷卻溫度的下降斜率。
推薦閱讀:http://www.nxhydt.com/bandaoti/gongyi/20161027442539.html
責任編輯:gt
-
pcb
+關注
關注
4318文章
23022瀏覽量
396433 -
測量
+關注
關注
10文章
4781瀏覽量
111146 -
波峰焊
+關注
關注
12文章
306瀏覽量
18595
發布評論請先 登錄
相關推薦
波峰焊接后產品虛焊的解決
深圳smt貼片加工中波峰焊的溫度控制


波峰焊溫度如何設定_波峰焊焊接溫度標準

可采用哪些方法對波峰焊的溫度預熱進行提高或延遲
波峰焊的安裝與連接方法及注意事項
波峰焊焊接溫度曲線設置要求





 工商網監
工商網監
評論