 金剛石刀具材料應該具備的基本性能有哪些
金剛石刀具材料應該具備的基本性能有哪些
(文章來源:維修共工)
刀具材料的選擇對刀具壽命、加工效率、加工質量和加工成本等的影響很大。刀具切削時要承受高壓、高溫、摩擦、沖擊和振動等作用。因此,刀具材料應具備如下一些基本性能:硬度和耐磨性。刀具材料的硬度必須高于工件材料的硬度,一般要求在60HRC以上。刀具材料的硬度越高,耐磨性就越好。
強度和韌性。刀具材料應具備較高的強度和韌性,以便承受切削力、沖擊和振動,防止刀具脆性斷裂和崩刃。耐熱性。刀具材料的耐熱性要好,能承受高的切削溫度,具備良好的抗氧化能力。工藝性能和經濟性。刀具材料應具備好的鍛造性能、熱處理性能、焊接性能;磨削加工性能等,而且要追求高的性能價格比。
金剛石刀具材料金剛石是碳的同素異構體,它是自然界已經發現的最硬的一種材料。
金剛石刀具具有高硬度、高耐磨性和高導熱性能,在有色金屬和非金屬材料加工中得到廣泛的應用。尤其在鋁和硅鋁合金高速切削加工中,金剛石刀具是難以替代的主要切削刀具品種。可實現高效率、高穩定性、長壽命加工的金剛石刀具是現代數控加工中不可缺少的重要工具。
天然金剛石刀具:天然金剛石作為切削刀具已有上百年的歷史了,天然單晶金剛石刀具經過精細研磨,刃口能磨得極其鋒利,刃口半徑可達0.002μm,能實現超薄切削,可以加工出極高的工件精度和極低的表面粗糙度,是公認的、理想的和不能代替的超精密加工刀具。
PCD金剛石刀具:天然金剛石價格昂貴,金剛石廣泛應用于切削加工的還是聚晶金剛石(PCD),自20世紀70年代初,采用高溫高壓合成技術制備的聚晶金剛石(Polycrystauine diamond,簡稱PCD刀片研制成功以后,在很多場合下天然金剛石刀具已經被人造聚晶金剛石所代替。
PCD原料來源豐富,其價格只有天然金剛石的幾十分之一至十幾分之一。PCD刀具無法磨出極其鋒利的刃口,加工的工件表面質量也不如天然金剛石,現在工業中還不能方便地制造帶有斷屑槽的PCD刀片。因此,PCD只能用于有色金屬和非金屬的精切,很難達到超精密鏡面切削。
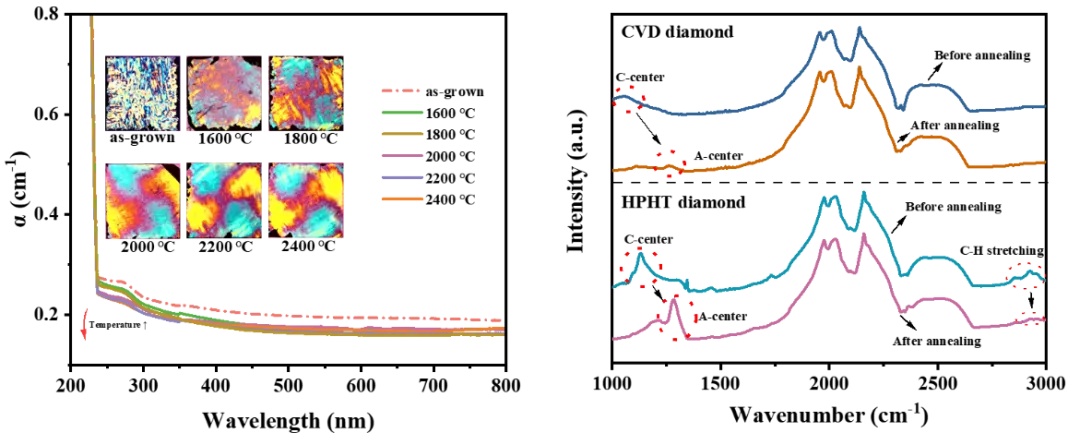
CVD金剛石刀具:自從20世紀70年代末至80年代初,CVD金剛石技術在日本出現。CVD金剛石是指用化學氣相沉積法(CVD)在異質基體(如硬質合金、陶瓷等)上合成金剛石膜,CVD金剛石具有與天然金剛石完全相同的結構和特性。CVD金剛石的性能與天然金剛石相比十分接近,兼有天然單晶金剛石和聚晶金剛石(PCD)的優點,在一定程度上又克服了它們的不足。
金剛石刀具的性能特點:極高的硬度和耐磨性:天然金剛石是自然界已經發現的最硬的物質。金剛石具有極高的耐磨性,加工高硬度材料時,金剛石刀具的壽命為硬質合金刀具的10~100倍,甚至高達幾百倍。具有很低的摩擦系數:金剛石與一些有色金屬之間的摩擦系數比其他刀具都低,摩擦系數低,加工時變形小,可減小切削力。
切削刃非常鋒利:金剛石刀具的切削刃可以磨得非常鋒利,天然單晶金剛石刀具可高達0.002~0.008μm,能進行超薄切削和超精密加工。具有很高的導熱性能:金剛石的導熱系數及熱擴散率高,切削熱容易散出,刀具切削部分溫度低。具有較低的熱膨脹系數:金剛石的熱膨脹系數比硬質合金小幾倍,由切削熱引起的刀具尺寸的變化很小,這對尺寸精度要求很高的精密和超精密加工來說尤為重要。
金剛石刀具的應用:金剛石刀具多用于在高速下對有色金屬及非金屬材料進行精細切削及鏜孔。適合加工各種耐磨非金屬,如玻璃鋼粉末冶金毛坯,陶瓷材料等;各種耐磨有色金屬,如各種硅鋁合金;各種有色金屬光整加工。
金剛石刀具的不足之處是熱穩定性較差,切削溫度超過700℃~800℃時,就會完全失去其硬度;此外,它不適于切削黑色金屬,因為金剛石(碳)在高溫下容易與鐵原子作用,使碳原子轉化為石墨結構,刀具極易損壞。
(責任編輯:fqj)
-
金剛石
+關注
關注
1文章
100瀏覽量
9446 -
數控加工
+關注
關注
0文章
58瀏覽量
9911
發布評論請先 登錄
相關推薦
金剛石多晶材料:高功率器件散熱解決方案
顛覆傳統認知!金剛石:科技界的超級材料,引領未來潮流

金剛石/GaN 異質外延與鍵合技術研究進展
上海光機所在提升金剛石晶體的光學性能研究方面獲新進展
金剛石的熔沸點高于晶體硅的原因
金剛石碳化硅晶體硅的熔沸點怎么比較
賀利氏集團投資金剛石半導體材料,與化合積電建立戰略合作
德國科研團隊利用超薄金剛石膜降低電子元件熱負荷
新型散熱材料金剛石納米膜有望將電動汽車的充電速度提升五倍
全新潛力:金剛石作為下一代半導體的角逐者
CVD金剛石在機械密封領域中的應用
金剛石晶體的不同類型及應用梳理
增強GaN/3C-SiC/金剛石結構的散熱性能以適應實際器件應用

金剛石表面改性技術研究概況
電子封裝高散熱銅/金剛石熱沉材料電鍍技術研究






 工商網監
工商網監
評論