") KUKA機(jī)器人電伺服焊鉗力的建立過程
KUKA機(jī)器人電伺服焊鉗力的建立過程
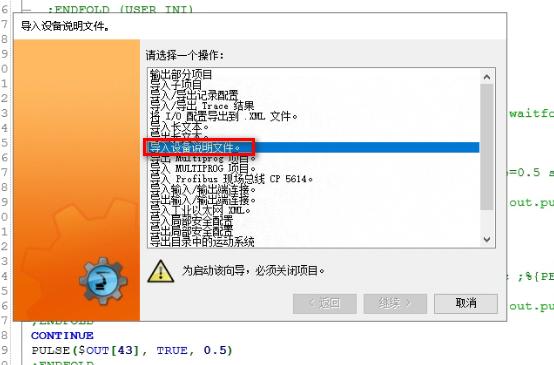
KUKA機(jī)器人組態(tài)電伺服焊鉗,使用軟件插件 "SERVOGUN.BASIC"
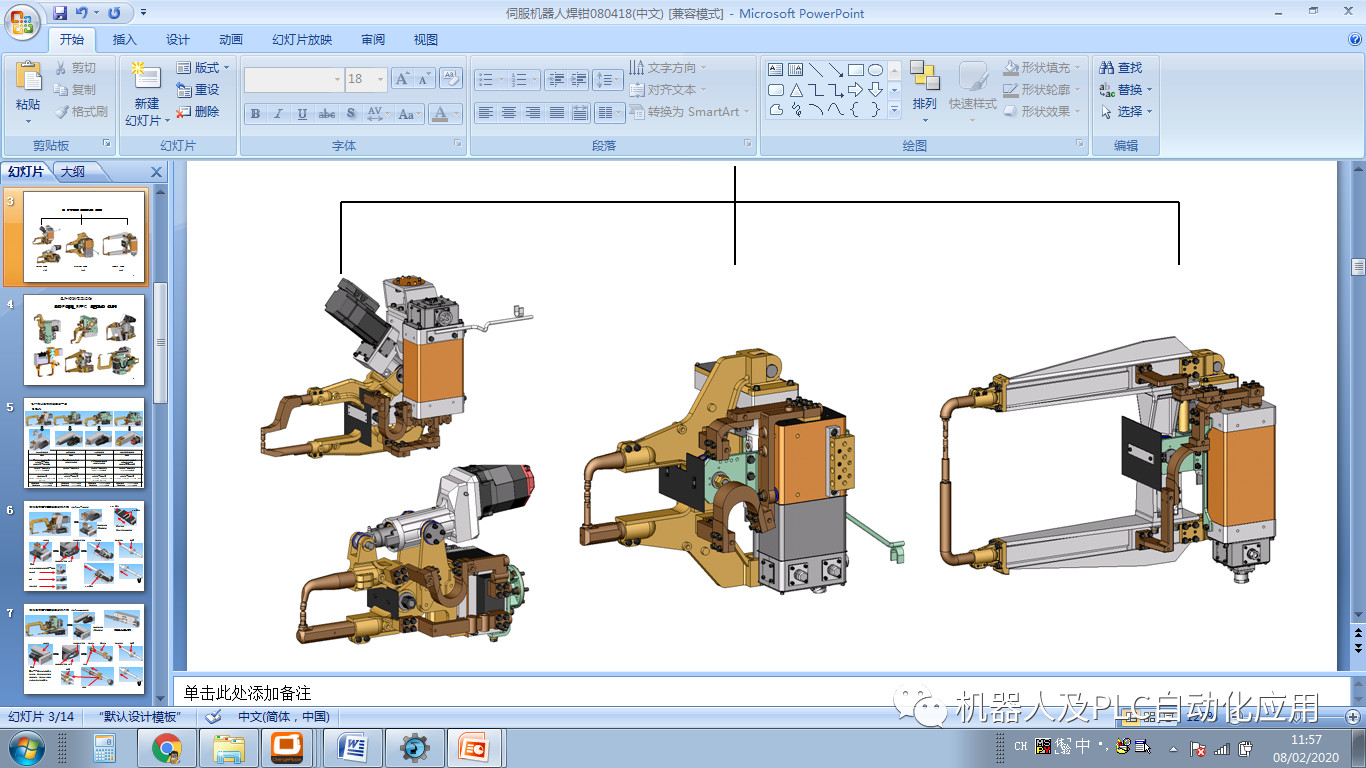
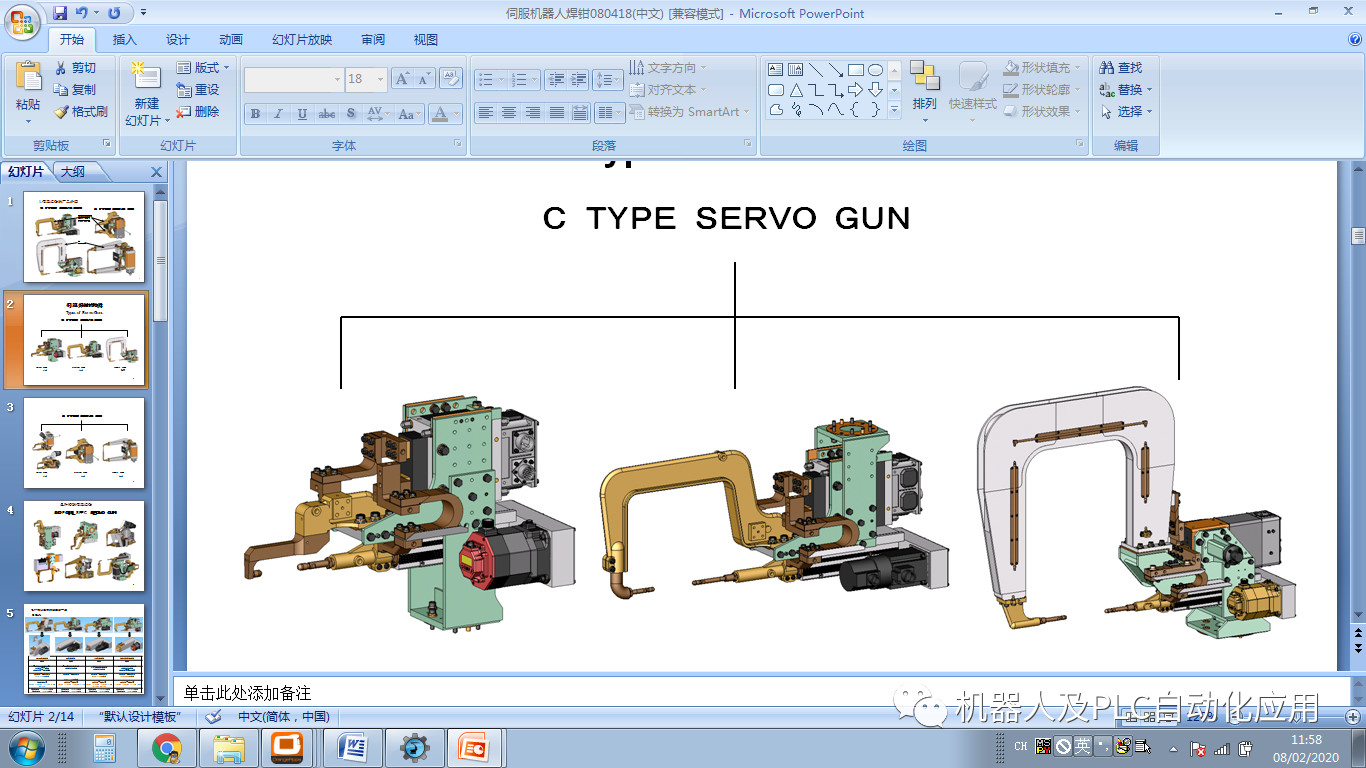
電機(jī)驅(qū)動(dòng)簡(jiǎn)圖:
X型焊鉗
C型焊鉗
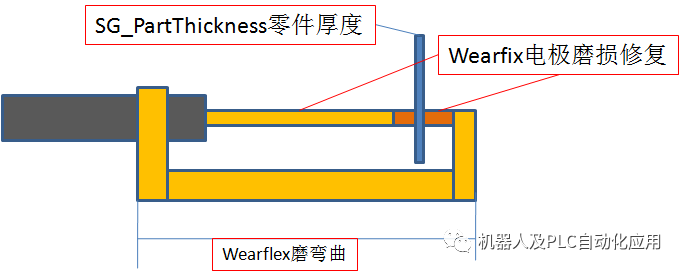
KUKA機(jī)器人常用控制變量:
KUKA機(jī)器人控制力函數(shù):
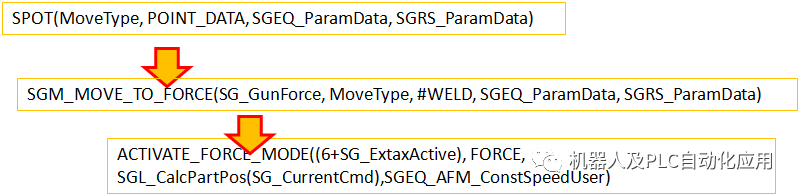
ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),SGEQ_AFM_ConstSpeedUser)

力的建立確定過程:
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s] P ;焊接點(diǎn)
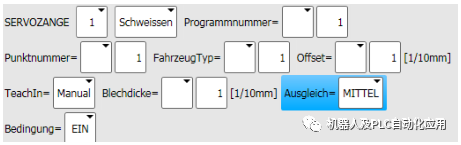
SERVOZANGE 1 Schweissen Programmnummer= 99 Punktnummer= 5154 FahrzeugTyp= 60 Offset= 1[1/10mm] TeachIn= Auto Ausgleich= MITTEL Bedingung=EINUSER焊接程序
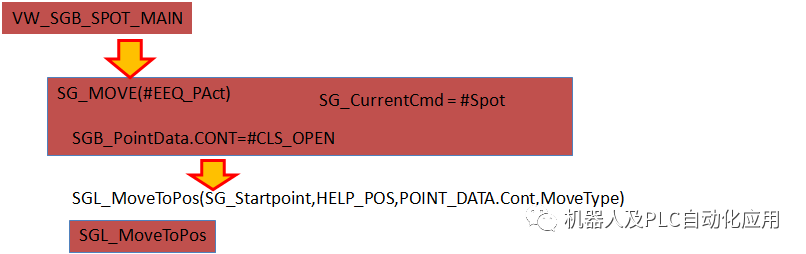
VW_SGB_SPOT_MAIN(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)執(zhí)行后臺(tái)焊接程序
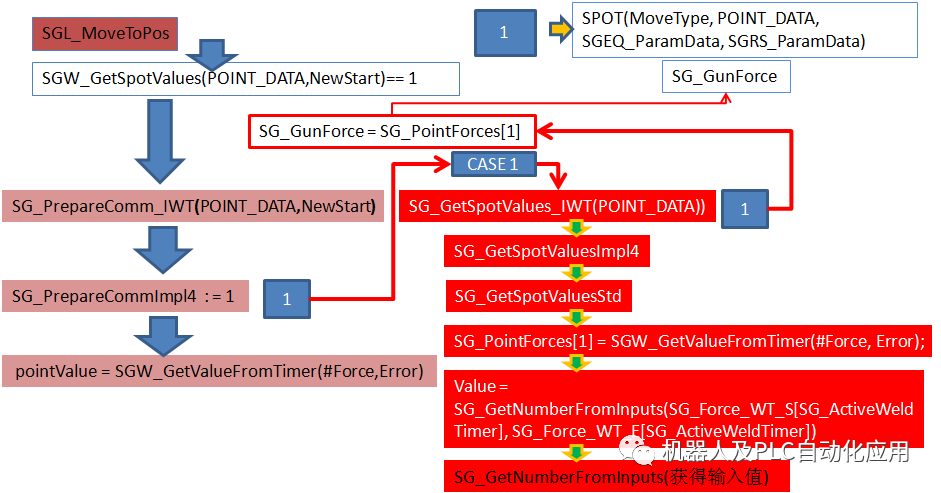
機(jī)器人的焊接控制器的通訊連接力的輸入點(diǎn)
SG_Force_WT_S[1]=793起始字節(jié)
SG_Force_WT_E[1]=800結(jié)束字節(jié)
SG_GunForce= SG_PointForces[1]傳遞力值
將工作力值給入系統(tǒng)函數(shù)'ACTIVATE_FORCE_MODE'中實(shí)現(xiàn)力的控制
-
機(jī)器人
+關(guān)注
關(guān)注
210文章
28205瀏覽量
206520 -
焊接
+關(guān)注
關(guān)注
38文章
3060瀏覽量
59592 -
伺服
+關(guān)注
關(guān)注
16文章
645瀏覽量
40897
原文標(biāo)題:KUKA 機(jī)器人電伺服焊鉗力的建立過程
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
Atlas轉(zhuǎn)型電驅(qū),純電+AI正在加速通用人形機(jī)器人落地

伺服電機(jī)在機(jī)器人中的應(yīng)用有哪些
智能升級(jí):機(jī)器人焊鉗修磨機(jī)VS傳統(tǒng)修磨機(jī),效率與質(zhì)量的雙重飛躍
國(guó)產(chǎn)可編程硅振在機(jī)器人伺服系統(tǒng)中的應(yīng)用,替換SiTime

伺服控制機(jī)器人的控制方式有哪些
開源項(xiàng)目!用ESP32做一個(gè)可愛的無用機(jī)器人
開源項(xiàng)目!用ESP32做一個(gè)可愛的無用機(jī)器人
Al大模型機(jī)器人
六維力傳感器——人形機(jī)器人的力覺

工業(yè)機(jī)器人仿真軟件有哪些
Kuka機(jī)器人配置Profinet通訊網(wǎng)關(guān)HT3S-PNS-ECS





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論