 標準回流焊機和無鉛回流焊機的技術參數指標
標準回流焊機和無鉛回流焊機的技術參數指標
回流焊技術是SMT工藝中的關鍵環節,smt產品的好壞很大部分是由回流焊工藝技術來進行決定的,所以回流焊技術指標是決定回流焊產品質量的關鍵環節。下面給大家分享一下標準回流焊機主要技術指標要求。
一、標準回流焊機主要技術指標
1、回流焊機溫度控制精度:應達到±0.1-0.2℃。
2、溫度均勻度:±1°C~2°C,爐膛內不同點的溫差應該盡可能小。
2、回流焊機傳輸帶橫向溫差:傳統要求±5℃以下,無鉛焊接要求《±2℃。
3、回流焊機溫度曲線測試功能:如果回流焊機無此配置,應外購溫度曲線采集器。
4、回流焊機最高加熱溫度:一般為210-235℃,如果考慮無鉛焊料或金屬基板,應選擇250℃以上。
5、回流焊機加熱區數量和長度:加熱區長度越長、加熱區數量越多,越容易調整和控制溫度曲線,一般中小批量生產,選擇4~5個溫區,加熱長度18m左右的回流焊設備,即能滿足要求。無鉛回流焊焊接應選擇7溫區以上的。
6、回流焊機傳送帶寬度:應根據大和小的PCB尺寸確定。
7、回流焊機冷卻效率:應根據產品和復雜復雜程度和可靠性要求來確定,復雜和高可靠要求的產品,應選擇高冷卻效率。
二、無鉛回流焊機溫區技術指標
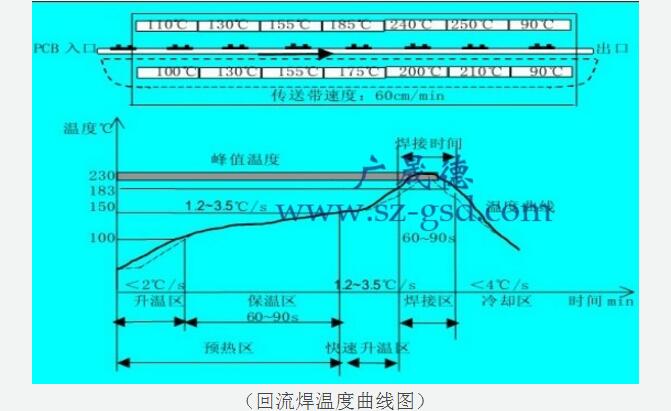
1、預熱區:預熱區升溫到175度,時間為100S左右,由此可得預熱區的升溫率(由于本測試儀是采用在線測試,所以從0—46S這段時間還沒有進入預熱區,時間146-46=100S,由于室溫為26度 175-26=149度 升溫率為;149度/100S=1.49度/S);
2、恒溫區:恒溫區的高溫度是200度左右,時間為80S,高溫度和低溫度差25度;
3、回流區:回流區的高溫度是245度,低溫度為200度,達到峰值的時間大概是35/S左右;回流區的升溫率為:45度/35S=1.3度/S 按照(如何正確的設定溫度曲線)可知:此溫度曲線達到峰值的時間太長。整個回流的時間大概是60S;
4、泠卻區:泠卻區的時間為100S左右,溫度由245度降到45度左右,泠卻的速度為:245度—45度=200度/100S=2度/S。
推薦閱讀:http://m.elecfans.com/article/719904.html
責任編輯:gt
-
pcb
+關注
關注
4318文章
23022瀏覽量
396424 -
smt
+關注
關注
40文章
2885瀏覽量
69068 -
回流焊
+關注
關注
14文章
461瀏覽量
16724
發布評論請先 登錄
相關推薦
為什么IGBT、大功率、LED生產企業,汽車電子要采用真空回流焊機?
如何正確設置回流焊機的溫度,有什么方法





 工商網監
工商網監
評論