") 電伺服焊鉗銑削分析:用戶銑削
電伺服焊鉗銑削分析:用戶銑削
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s]P 銑削軌跡點
SERVOZANGE 1 Fraesen Punktnummer= 31 FahrzeugTyp= 0Doppelhub= AUS Bedingung=F277
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(5) PRIO=-1 執(zhí)行SPS程序
VW_SGB_DRESS_ADV($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0) 預執(zhí)行
LIN P5 軌跡點
$ADVANCE=3 提前3步執(zhí)行
VW_SGB_DRESS_MAIN($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0)執(zhí)行銑削
SPS_FERTIG=FALSE
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(6) PRIO=-1 執(zhí)行伺服焊鉗user程序后的SPS程序
LIN P5 軌跡點
銑削厚度由示教指定。
銑削過程是通過SGVW_USERDRESS方法實現(xiàn)的。
單次夾緊銑削:

雙次夾緊銑削:

Doppelhub 雙行程
?OFF:以焊接計時器指定的力將焊槍關閉一次。
?ON:以焊接計時器指定的力將焊槍關閉兩次。
2.Punktnummer
僅當兩次行程=開啟時該字段才可用.
--------------------------------------------------------------
GLOBALDEF SGVW_USERDRESS() 用戶銑削
SGB_VW_Prep_Dressparams(DressIOs) 銑削參數(shù)
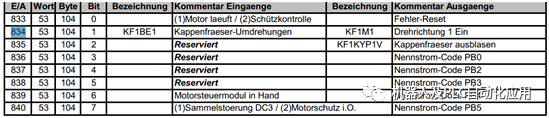
DECL GLOBAL SGVW_DressIOs_TSGVW_Dresser={O_StartDress 834,O_DressDirection 850,I_DressEdge 834}
把SGVW_Dresser發(fā)給DressIOs賦值
REPEAT 循環(huán)
-
焊接
+關注
關注
38文章
3063瀏覽量
59598 -
SPS
+關注
關注
1文章
69瀏覽量
10363
原文標題:電伺服焊鉗銑削分析:用戶銑削
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
伺服驅(qū)動器的控制方式分析
交流伺服電機與直流伺服電機的對比分析
伺服驅(qū)動器一上電就報過載解決方法及具體案例
伺服壓力機的優(yōu)缺點分析
伺服壓裝機原理及結構分析
伺服驅(qū)動器不上電是什么原因
數(shù)控銑削加工在加工前數(shù)控程序需要編程嗎
上位機控制伺服驅(qū)動器故障怎么解決
伺服放大器和伺服驅(qū)動器的區(qū)別
SycoTec高精度主軸鋁合金高速銑削工藝方案及實際應用
伺服電缸和伺服壓機區(qū)別 伺服電缸能取代液壓油缸嗎

伺服電缸和伺服壓機區(qū)別 伺服電缸能取代液壓油缸嗎
伺服位置誤差大的原因 怎么解決伺服電機定位誤差過大的問題?
VASSPLC提示機器人銑削故障






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論