 KUKA機器人的涂膠控制
KUKA機器人的涂膠控制
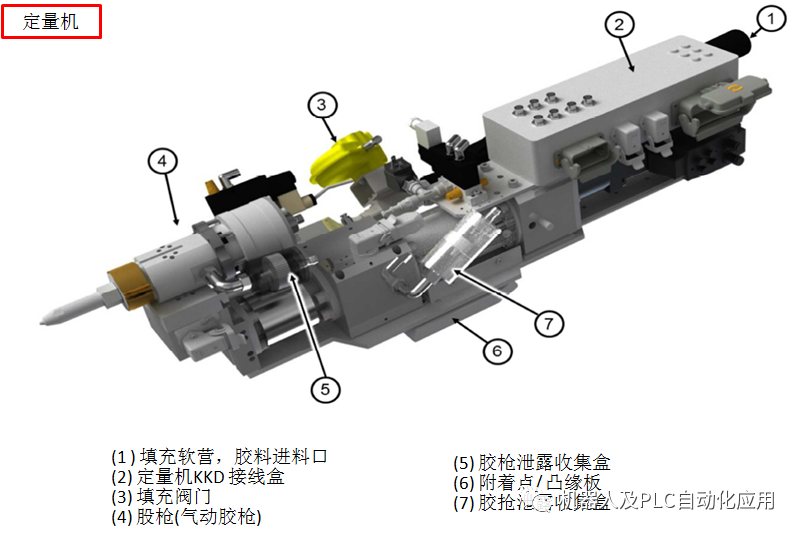
氣動膠槍:

定量機以一定的速度運行形成噴膠壓力。
1.涂膠設備定量機電機采用增量式電機,每次斷電后都要自動進行零點校正,也就是找到它上行程開光。
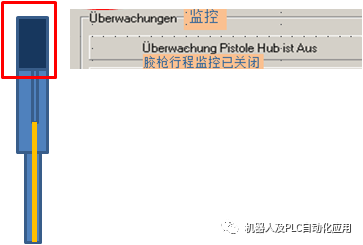
2.定量機在校正前要確認膠槍處于關閉狀態,比如DURR會檢測膠槍的開口行程。
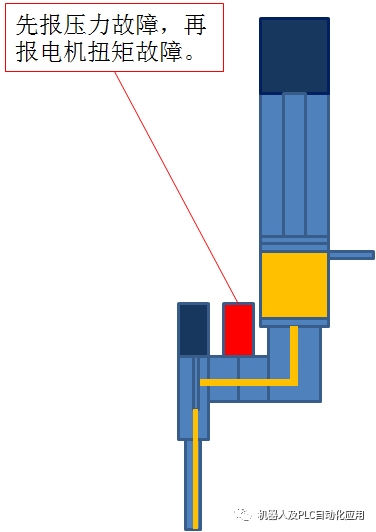
3.定量機的壓力傳感器壓力的檢測范圍會小于定量機電機扭矩檢測值。
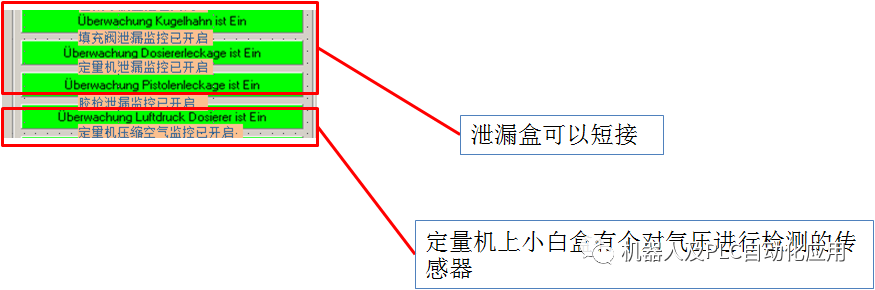
膠槍的行程監控:
噴射螺紋涂膠設備


定量機的壓力開關與電機的力矩監控的順序.
短珠電膠槍

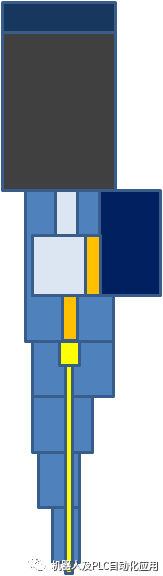

電機膠槍之所以需要校正工具是因為,電機轉子的轉頭需要有一個和膠槍嘴的正確安裝位置,所以需要校正工具來清零,清零時電機不能得電旋轉,清零后再校正電機。
常見故障1: 預壓無法建立
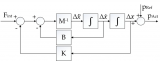
預壓的建立:
1.建立預壓用于在開始涂膠前的準備,只有建立預壓后才能開始涂膠.
2.建立預壓時膠槍嘴要處于關閉狀態.
產生故障的原因:
1.膠槍嘴關閉不嚴,有漏膠現象.(膠槍故障)
2.定量機有漏膠,在建立預壓時,膠從漏膠點漏出.
3.定量機電機損壞,無法建立壓力,只能填膠,不能清膠和 涂膠.
?Fehler max. ZeitbisVordruck OK erreicht實現預壓的最大時間錯誤
2.檢查程序窗口平均壓力是否為0,如果為0,可隨意賦一個不為20到100的值。
3.檢查膠槍是否損壞,或更換備件測試
4.檢查定量機電機是否損壞,或更換備件測試
-----------------------------------
?FehlerDosiererFüllzeit定量機填充時間過長錯誤---------- 進膠緩慢
1.檢查膠泵氣壓是否足夠,可以適當提高,但不可以超過4.5bar。(膠泵壓力)
2.也可嘗試將膠水加熱溫度適當提高。如均無效果,查看膠管或者閥是否堵塞。溫度低進膠緩慢, 膠管堵,過濾網堵,填充閥堵
3.也可臨時將填充時間監控值(參數窗口--定量機窗口里面)改大,消除報錯后等待停產再詳查。

定量機缺少 6bar 壓縮空氣
1.檢查定量機一側供氣是否低于5bar,如低于5bar,則需加大氣壓。
2.如無法立馬加大氣壓,可在參數窗口--配置窗口,關閉定量機壓縮氣監控。
超過峰值壓力:
該錯誤將在膠槍嘴離工件太近時出現,可在程序窗口將峰值壓力監控值改到150,或者更大。
機器人控制部分:
| Kleben 1 | Makro 180 - 189 | 涂膠宏程序180-189 |
| 180 | KL1 Start | 涂膠指令 開始 |
| 181 | KL1 Ende / Auswertung | 涂膠指令 結束 |
| 182 | KL1 Spuelen Start | 涂膠清洗開始 |
| 183 | KL1 Spuelen Ende | 涂膠清洗結束 |
| 184 | BT Zeigen / Fehlerauswertung | 涂膠工件展示 |
| 185 | KL1 Spueleimer in Ruhestellung schwenken | 在擺臂原位位置清洗 |
| 186 | KL1 Spueleimer in Arbeitsstellung schwenken | 在擺臂工作位置清洗 |
| 187 | KL1 Spueleimer Position erreicht | 清洗位置到達 |
| 188 | KL1 2K Start | 2K 開始 |
| 189 | KL1 Prozesskontrolle | 過程控制 |
常用IO信號:
E1527 準備就緒
A1529機器人開始控制涂膠設備-啟動程序
A1530 機器人模擬運行(不帶工具)
E1532 定量機1已加注 A1532更換定量機
E1533 定量機2已加注 A1533觸發預壓
E1534 清膠請求 A 1534 清膠許可
E1535 清膠正在運行 A1535 沖洗
E1536 清膠已經結束
A1544 膠槍打開
E1545系統為開啟狀態 A1545系統部件啟動
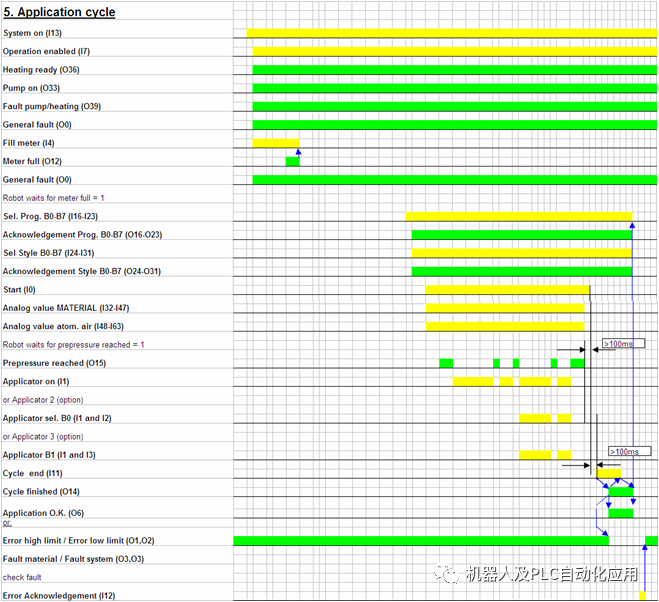
涂膠控制信號時序
涂膠得模擬量控制:
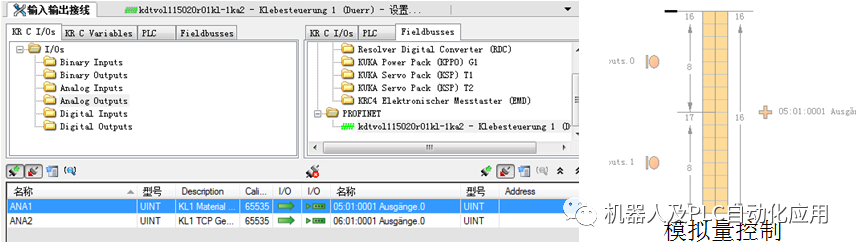
ana1 ( EIN ) =VPROP: 312 [mm/Sek] OFFS:0[mV] -膠量控制
ana2 ( EIN ) =VPROP: 500 [mm/Sek] OFFS:0[mV] -噴氣量的控制
bin10 ( EIN ) -涂膠的程序號
bin11 ( EIN ) -涂膠程序號里的段號
F523:用于帶擺臂膠桶控制閥帶先導閥
F524: 用于帶擺臂膠桶控制閥不帶先導閥
"膠槍開"始要在機器人的直線軌跡上

-
電機
+關注
關注
142文章
8938瀏覽量
145122 -
增量式
+關注
關注
0文章
11瀏覽量
8700 -
KUKA機器人
+關注
關注
4文章
143瀏覽量
9056
原文標題:KUKA機器人的涂膠控制
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
伺服控制機器人的控制方式有哪些
MT6501磁編IC在涂膠機器人領域應用

Al大模型機器人
如何使用PLC控制機器人
工業機器人仿真軟件有哪些
簡述工業機器人控制系統的特點
機器人控制系統的基本單元有哪些
基于FPGA EtherCAT的六自由度機器人視覺伺服控制設計
LabVIEW的六軸工業機器人運動控制系統
KUKA機器人:Makrostep-Diagnose






 工商網監
工商網監
評論