 鋁打磨間的PID控制冷卻系統的控制與升溫系統的控制!
鋁打磨間的PID控制冷卻系統的控制與升溫系統的控制!
鋁打磨間的PID控制冷卻系統的控制與升溫系統的控制!
在工業生產中,常需要用閉環控制方式來實現溫度、壓 力、流量等連續變化的模擬量控制。無論使用模擬控制器的模 擬控制系統,還是使用計算機(包括PLC)的數字控制系統,PID控制都得到了廣泛的應用。
過程控制系統在對模擬量進行采樣的基礎上,一般還要對采樣值進行PID(比例+積分+微分)運算,并根據運算結果,形成對模擬量的控制作用。這種作用的結構下圖所示

使用SFB 41/FB 41 "CONT_C"進行連續PID控制
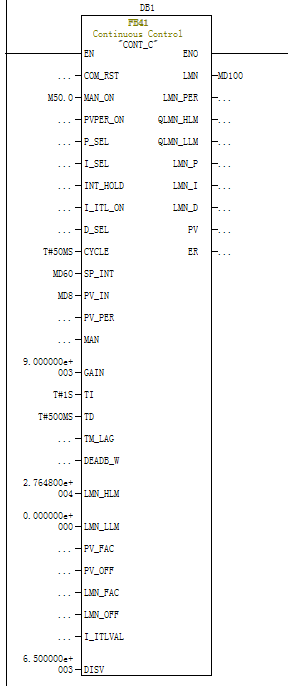
FB41用于通過使用連續的變量輸出在SIMATIC S7控制系統中實現技術過程控制。除了設定點操作和過程數值操作功能外,FB41可以使用連續的變量輸出和手動影響控制數值選項,來實現一個完整的PID控制器。
在FB41中的運算結果只有在按一定時間間隔時調用才準確,所以應在循環中斷OB(OB30到OB38)中調用,在FB41的“CYCLE”參數設置應與OB塊的循環時間一致.
SFB/FB "CONT_C" (連續控制器)在SIMATIC S7可編程邏輯控制器上使用,通過持續的輸入和輸出變量來控制工藝過程。
可以使用該控制器作為PID固定設定值控制器或在多循環控制中作為層疊、混料或比率控制器。該控制器的功能基于使用模擬信號的采樣控制器的PID控制算法,必要時可以通過加入脈沖發生器階段進行擴展,為使用成比例執行機構的兩個或三個步驟控制器生成脈沖持續時間調制輸出信號。
只有在以固定時間間隔調用塊時,在控制塊中計算的值才是正確的。為此,應該在循環中斷OB (OB30至OB38)中調用控制塊。在CYCLE參數中輸入采樣時間。
除了設定值和過程值分支中的功能,SFB/FB還通過持續操作變量輸出和手動影響操作值的選項實現了完整的PID控制器。
下文提供了對這些子功能的詳細說明:
設定值分支
以浮點格式在SP_INT輸入鍵入設定值。
過程變量分支
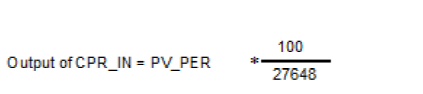
可以外設(I/O)或以浮點格式輸入過程變量。CRP_IN功能根據以下公式將PV_PER外設值轉換為介于 -100和 +100 %間的浮點格式值:
PV_NORM功能根據以下公式統一CRP_IN輸出的格式:
PV_NORM的輸出 = (CPR_IN的輸出) * PV_FAC + PV_OFF
PV_FAC的默認值為1,PV_OFF的默認值為0。
出錯信號
設定值和過程變量間的差異就是出錯信號。為消除由于操作變量量化導致的小幅恒定振蕩(例如,在使用PULSEGEN進行脈寬調制時),將死區應用于出錯信號(DEADBAND)。如果DEADB_W = 0,將關閉死區。
PID算法
PID算法用于定位計算。比例、積分(INT)和微分(DIF)操作以并聯方式連接,因而可以分別激活或取消激活。這使對P、PI、PD和PID控制器進行組態成為可能。還可以對純I和D控制器進行組態。
手動值
可以在手動和自動模式間進行切換。在手動模式下,使用手動選擇的值更正操作變量。積分器(INT)內部設置為LMN - LMN_P - DISV,微分單元(DIF)設置為0并在內部進行匹配。這意味著切換到自動模式不會導致操作值發生任何突變。
操作值
使用LMNLIMIT功能可以將操作值限制為所選擇的值。輸入變量超過限制時,信號位會給予指示。LMN_NORM功能根據以下公式統一LMNLIMIT輸出的格式:
LMN = (LMNLIMIT的輸出) * LMN_FAC + LMN_OFF
LMN_FAC的默認值為1,LMN_OFF的默認值為0。
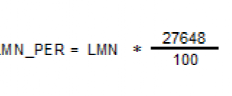
也可以得到外設格式的操作值。CPR_OUT功能根據以下公式將浮點值LMN轉換為外設值:
前饋控制
可以在DISV輸入前饋干擾變量。
初始化
SFB 41 "CONT_C"有一個在輸入參數COM_RST = TRUE時自動運行的初始化程序。
在初始化過程中,將把積分器內部設置為初始化值I_ITVAL。以循環中斷優先級調用它時,它會從此值開始繼續工作。
將所有其它輸出設置為它們各自的默認值。
實例:水箱水位控制:
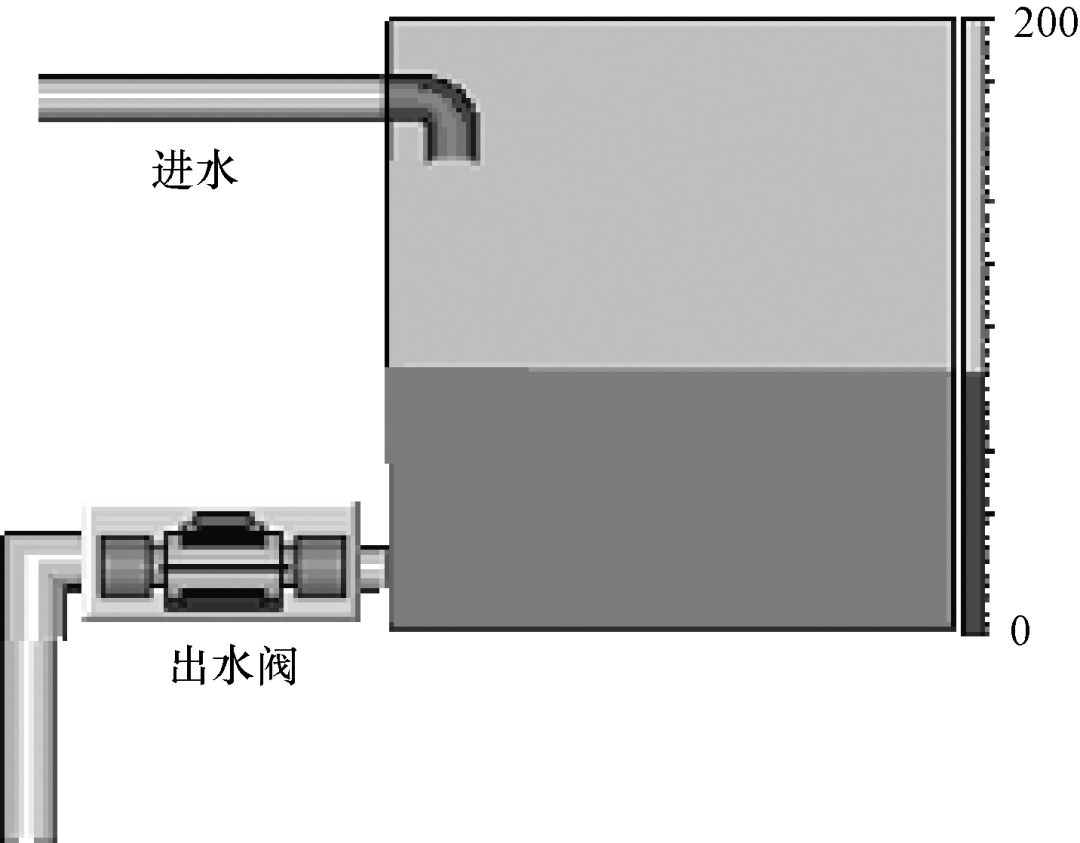
有一水箱可向外部用戶供水,用戶用水量不穩定,有時大有時少。水箱進水可由水泵泵入,現需對水箱中水位進行恒液位控制,并可在0~200Cm(最大值數據可根據水箱高度確定)范圍內進行調節。如設定水箱水位值為100Cm時,則不管水箱的出水量如何,調節進水量,都要求水箱水位能保持在100Cm位置,如出水量少,則要控制進水量也少,如出水量大,則要控制進水量也大。
因為液位高度與水箱底部的水壓成正比,故可用一個壓力傳感器來檢測水箱底部壓力,從而確定液位高度。要控制水位恒定,需用PID算法對水位進行自動調節。把壓力傳感器檢測到的水位信號4~20mA送入至S7-300 PLC中,在PLC中對設定值與檢測值的偏差進行PID運算,運算結果輸出去調節水泵電機的轉速,從而調節進水量。
水泵電機的轉速可由變頻器來進行調速。
模擬量輸入PIW130
模擬量輸出PQW128
MD8:實際液位值
M50.0:PID手自動切換
MD60:設定液位值
MD100:PID輸出值
M50.0 =FALSE時開始進行PID控制
鋁打磨PID控制分析:
-
控制器
+關注
關注
112文章
16213瀏覽量
177458 -
PID
+關注
關注
35文章
1471瀏覽量
85303 -
冷卻系統
+關注
關注
5文章
114瀏覽量
17772
原文標題:鋁打磨間的PID控制冷卻系統的控制與升溫系統的控制!
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
基于PID控制的溫度調節系統
什么是PID控制與傳統控制的區別
如何使用PID進行溫度控制
冷卻系統主要部件有那些?
冷卻系統的組成有哪些部件,安裝順序如何?
冷卻系統各組件及控制作用
工業控制中常用的pid控制器是什么
PID在工業控制領域的應用
制冷系統與冷卻系統的區別





 工商網監
工商網監
評論