") 國(guó)內(nèi)塑料擠出機(jī)的溫控方案一般有哪三種
國(guó)內(nèi)塑料擠出機(jī)的溫控方案一般有哪三種
擠出設(shè)備主要用于熱塑性塑料,是塑機(jī)三大類(注塑/擠出/吹塑)之一,在塑料加工中占有極其重要的地位,可用于成型管材、棒材、線材、板材、薄膜、電纜電線的包覆以及其它各種截面形狀的異型材(例如塑鋼門窗)。
在塑料的實(shí)際生產(chǎn)過(guò)程中,溫度控制的穩(wěn)定與否直接決定了產(chǎn)品的品質(zhì),并且與整機(jī)能耗息息相關(guān)。擠出機(jī)/擠出生產(chǎn)線的溫度控制往往涉及十幾個(gè)到幾十個(gè)控制回路(多臺(tái)主機(jī)+輔機(jī)),相關(guān)控制主要包括機(jī)筒溫度(加熱/冷卻控制,多個(gè)溫區(qū)),模頭溫度(加熱控制,多個(gè)溫區(qū)),熔體溫度,熔體壓力以及主電機(jī)轉(zhuǎn)速和給料電機(jī)轉(zhuǎn)速。其中筒身和機(jī)頭各部分溫度的準(zhǔn)確控制對(duì)提高塑料制品的產(chǎn)量和質(zhì)量有著至關(guān)重要的意義:擠出溫度低了,會(huì)造成負(fù)載過(guò)大,出料不暢;擠出溫度過(guò)高,則可能導(dǎo)致材料特性變化使成品報(bào)廢。因此,對(duì)于擠出機(jī)來(lái)說(shuō),溫控產(chǎn)品的選擇尤其重要。
目前國(guó)內(nèi)塑料擠出機(jī)的溫控方案一般有三種
分立儀表(不推薦)
根據(jù)加工工藝的要求,各區(qū)采用溫控表+固態(tài)繼電器(電加熱)+ 電磁閥(風(fēng)冷或水冷)的方式分別控制。這種控制方案在靜態(tài)下效果還可以,但是動(dòng)態(tài)下的控制(正常工作),即使是風(fēng)冷也只能說(shuō)一般,就更不用說(shuō)水冷設(shè)備了,并且分立式結(jié)構(gòu)也不利于加熱電流監(jiān)視功能的實(shí)行(因其每一路都需要一個(gè)單獨(dú)的電流互感器),此外多臺(tái)溫控表的使用,使整個(gè)電路結(jié)構(gòu)變得復(fù)雜化,安裝、接線以及調(diào)試都比較麻煩,一方面提高了人工成本,另一方面也增加了故障幾率。
純PLC控制(不推薦)
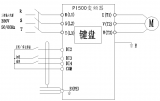
使用PLC內(nèi)置的軟PID模塊來(lái)做溫度控制, 其集成度超過(guò)分立儀表,故障率也低,但對(duì)人員技術(shù)水平要求較高,現(xiàn)場(chǎng)調(diào)試比單表麻煩得多,并且由于PLC在浮點(diǎn)運(yùn)算功能上的限制,其實(shí)際控制效果甚至還不如單表(因其 PID功能非常簡(jiǎn)單), 而且此方案不支持加熱電流監(jiān)視功能。
專用回路控制模塊(推薦)
為了彌補(bǔ)前二種方案的缺點(diǎn),近年來(lái)使用專用PID控制模塊的越來(lái)越多。使用MLC9000等專用閉環(huán)多回路控制模塊來(lái)集中處理溫度控制,每個(gè)模塊2-4路控制,簡(jiǎn)化了安裝、調(diào)試和接線,但這些模塊其實(shí)質(zhì)是將多塊單表取消顯示,整合到一個(gè)模塊當(dāng)中, 在算法上并無(wú)實(shí)質(zhì)改進(jìn)。作為它們的增強(qiáng)版本, 德國(guó)PMA推出了KS vario系統(tǒng)。
關(guān)于KS vario
KS vario是德國(guó)PMA品牌為多回路溫度控制推出的系統(tǒng)化解決方案,由基本控制模塊和總線通訊模塊兩部分構(gòu)成,集成度高且擴(kuò)展靈活,特殊PID算法確保復(fù)雜工況下仍具有非常高控制精度,廣泛應(yīng)用于塑料擠出、電子、半導(dǎo)體、光伏、包裝機(jī)械、熱處理工業(yè)爐、熱流道、干燥器、燃燒器和鍋爐控制、滅菌器等諸多工業(yè)領(lǐng)域。
靈活的通訊方式
支持MODBUS ,PROFIBUSDP, CANOPEN, DEVICENET, ETHERNET, PROFINET等
溫控精度
達(dá)到+/-0.5
軟啟動(dòng)功能
設(shè)備啟動(dòng)時(shí),用戶可以指定一個(gè)限定的功率輸出將設(shè)備預(yù)熱到一個(gè)指定溫度并保溫一段指定的時(shí)間后再進(jìn)入正常工作狀態(tài)。軟啟動(dòng)和同步升溫功能,對(duì)于避免溫度超調(diào)、緩解螺桿和筒身因?yàn)椴痪鶆蛏郎囟a(chǎn)生的內(nèi)應(yīng)力、延長(zhǎng)設(shè)備使用壽命非常有幫助,這兩者可以分別單獨(dú)打開和關(guān)閉。
同步升溫功能
設(shè)備啟動(dòng)時(shí),用戶可以規(guī)定哪些溫區(qū)需要均勻升溫(升溫時(shí)各溫區(qū)相互之間的溫差不能超過(guò)某一設(shè)定值),升溫到設(shè)定溫度后,該項(xiàng)限制自動(dòng)取消。軟啟動(dòng)和同步升溫功能,對(duì)于避免溫度超調(diào)、緩解螺桿和筒身因?yàn)椴痪鶆蛏郎囟a(chǎn)生的內(nèi)應(yīng)力、延長(zhǎng)設(shè)備使用壽命非常有幫助,這兩者可以分別單獨(dú)打開和關(guān)閉。
責(zé)任編輯:pj
-
PLC控制
+關(guān)注
關(guān)注
9文章
251瀏覽量
27260 -
控制模塊
+關(guān)注
關(guān)注
2文章
129瀏覽量
18825
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
基本放大電路有哪三種
光纖測(cè)試方法有哪三種
單片機(jī)的三種總線結(jié)構(gòu)
在電路中電阻的連接形式有哪三種
數(shù)字示波器的測(cè)量方法有哪三種
電壓型逆變器可具體分為哪三種?
放大電路有哪三種基本分析方法?舉例說(shuō)明
verilog中端口類型有哪三種
邊緣計(jì)算分為哪三種類型?邊緣計(jì)算這項(xiàng)技術(shù)可以應(yīng)用在哪些領(lǐng)域?
金屬電阻應(yīng)變片有哪三種?金屬應(yīng)變片與半導(dǎo)體應(yīng)變片有何異同?
VMware虛擬機(jī)的三種網(wǎng)絡(luò)模式
變頻器在塑料扣扳機(jī)上的應(yīng)用





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論