 關于潤濕平衡法測量系統的組成
關于潤濕平衡法測量系統的組成
一、概述
1.基本概念
電子產品的組裝焊接過程中,對電路板、元件可焊端或錫膏,助焊劑質量的不良選擇就會造成焊接問題,直接影響到產品的質量。主要的焊接問題包括不良的潤濕、橋接、裂紋等,會增加質量控制工作量和產生大量的維修,造成人力和財力的浪費,如假焊、虛焊和焊接強度差等,將直接導致可靠性問題。可焊性測試通過對來料進行可焊性方面的測試,量化評估被測樣品的可焊性優劣,直接對來料是否可投入生產或經過工藝窗口的調整后方能投入生產提供指導。對于元器件批次來料,由于產量小導致存放時間長的單位,可焊性測試更具意義,可在元器件使用前對其進行可焊性評估,以確定此批元器件的使用是否會導致焊接質量問題的發生。
2.試驗原理
可焊性測試是通過對樣本的選擇、焊接過程模擬,根據測試結果來確定樣品的質量。在電子行業,可焊性試驗在評估安裝樣件的影響時,通過測量所用錫膏和助焊劑的質量,焊接工藝質量等進行。潤濕天平(或潤濕平衡)試驗方法是通過傳感器檢測到小的受力水平,結合時間來測定錫和快速潤濕的強度。具體的樣品被放置在夾具上,樣品浸入規定溫度的焊料過程中,通過傳感器將力和時間數據傳送到上位機,通過軟件形成曲線和數據文件,對焊接質量進行準確、定量評價。
二、試驗標準
目前可焊性潤濕性評價一共有 4 種實驗方法:焊錫槽法、步進升溫法、焊錫平衡法和急速加熱平衡法。焊錫槽法主要參考標準有IEC 60068-2-54、JISC 0053、JIS C60068-2-54、EIAJET-7401;步進升溫法主要參考標準有 JISC-0099、EIAJET-7404;焊錫平衡法主要參考標準是 EIAJET-7401、IEC 60068-2-69,急速加熱升溫法的主要參考標準為 EIAJET-7404、JISC-0099。對于國軍標如 GJB548 方法 2003 主要針對微電子器件的引線可焊性測試,GJB128 方法主要是針對半導體分立器件的引線可焊性測試,GJB360 方法主要針對電器元件引出端錫焊的可焊性。
GJB548 方法 2003 相對 GJB360 與 GJB128 可焊性試驗設備中對鍍金引出端的可焊性試驗采用兩個焊料槽。鍍金引出端應采用一個或兩個焊料槽進行處理。GJB 360 方法 208 相對GJB 548 與 GJB 128 增加了潤濕稱量法和烙鐵法。對可焊性的評估,國際上各大標準組織(IEC、IPC、DIN、JIS 等)推薦了各種方法,但是無論從試驗的重復性還是結果的易于解讀性來講,潤濕平衡法都是目前公認的進行定性和定量分析的可焊性測試方法。
三、試驗內容
1.試驗設備
針對不同行業的測量方法,測量焊接設備主要有兩類,一類可焊性測試儀如圖 1所示,另一類可焊性測試儀如圖 2 所示。其中一類可焊性試驗儀器采用微處理器全自動控制法,操作簡單,用戶只需要夾緊樣品和設置參數,系統就能自動完成整個測試過程,并輸出潤濕曲線及相關結果。
圖1 某型可焊性測試儀
GJB 360A—1996、JEITAET-7404、ET-7401、MIL-STD-202、ISO/FIDS9455、IPC-TM-650 等國內外標準規定了可焊性方法的試驗條件,雖然在樣品制備、測試參數和其他細節各種標準不同也存在有一定的差異,但可焊性潤濕平衡方法一般是相同的。潤濕平衡法測量系統的組成如圖3所示。
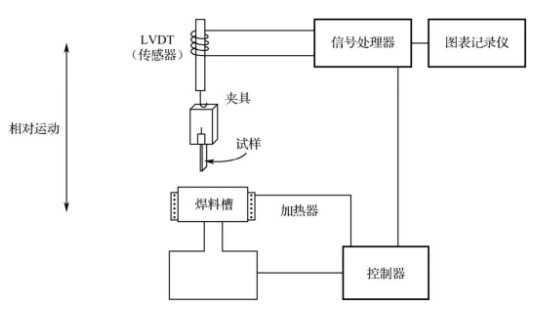
圖3 潤濕平衡法測量系統的組成
(1)潤濕平衡儀。
① 潤濕力測量范圍:-9.80~9.8mN/V。
② 潤濕開始時間測量范圍:0.05~9.9s。
③ 試驗樣品浸漬深度調節范圍:0~5mm。
④ 試驗樣品浸漬持續時間0~10s,試驗樣品浸漬速度:10~25mm/s。
(2)焊料槽:焊料槽尺寸應能容納至少 1kg 的焊料,在浸焊過程中,焊料應處于靜止狀態,應能保持焊料溫度為(245±5)℃的恒溫條件。
(3)浸料工具:需采用一種機械工具,它應能有(25±6.4)mm/s 的速率來控制被試引線出入焊料槽的速度,并控制在焊料槽內的停頓。樣品的夾具不要與焊料槽接觸,應通過正確設計,使沾附的焊劑減到最少。
(4)光學設備:在均勻的、無閃光的、全散射的照明條件下,采用放大倍數至少 10 倍的放大鏡來進行焊接后引線的觀察和檢查。
(5)水汽老化設備:應采用大小足以容納試驗樣品的耐腐蝕的容器,試驗樣品的放置位置必須使其底部至少高出水表面 4cm 的距離。支撐試驗樣品的支架必須采用無雜質污染的材料。同時,設備應能按規定要求提供所需的溫度。
2.試驗程序
1)預處理
對可焊性試驗前樣品的預處理蒸汽老化預處理,不同標準規定的處理方式也是多種多樣,如蒸汽老化、恒溫恒濕、高溫老化。很多標準提供的老化過程是蒸汽老化,這種方法也是最廣泛使用的預處理。蒸汽老化的時間一般為 1h 或 8h。老化的溫度根據不同的海拔高度選擇不同的溫度條件。
2)測試所需材料準備
(1)焊料。焊料包括無鉛焊料與有鉛焊料。目前國軍標采用的都是有鉛焊料。另外,如有特殊需求,可以雙方共同商討確定采用何種焊料成分。
(2)助焊劑。在測試時,選擇何種助焊劑,會直接影響測試結果。助焊劑分為活性焊劑與半活性焊劑。
3)測試
樣品經過蒸汽老化預處理后,在室溫中晾干后即可測試,但必須在 72h 內完成整個焊錫性測試。其基本步驟如下:
(1)將焊劑涂覆在待測樣品表面;
(2)將多余助焊劑清除;
(3)按要求將樣品置于錫液上方預熱一定時間;
(4)樣品以一定的角度(0°~90°)及預設的速度(1~5mm/s)浸入錫液規定的深度;
(5)從系統中讀取潤濕時間、沾錫能力等參數結果,并查看潤濕過程曲線。
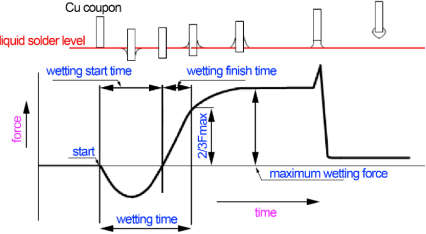
在 IPC 和 IEC 中所要求結果判斷的參數不同,但要求給出的參數基本上包括 Tb、Ta、T2/3、F1、F2、AA(AUC)、Fmax、TFmax。下面針對給出的參數,分別說明它們所代表的意義,如表1所示。
表1 試驗參數與含義
3.接收判據
表2所示為接收判據。
表2 接收判據
四、可焊性試驗技術的發展趨勢
可焊性測試一般是用于對元器件、印制電路板、焊料和助焊劑等的可焊接性能做一個定性和定量的評估。在電子產品的裝配焊接工藝中,焊接質量直接影響整機系統的可靠性質量。
通過實施可焊性測試,幫助企業確定生產裝配后的可焊性的好壞和產品的質量優劣。微譜技術在實踐操作中進一步豐富了對印制電路板等元器件的可焊性測試技術手段,明確了影響可焊接性的內在因素,對制造業的技術工程師提高產品質量和零缺陷的焊接工藝給予了極大的幫助。
國際上各大標準組織(IEC、IPC、DIN、JIS 等)推薦了各種方法,如《J-STD-002B 2003-2 元件、接線片、端子可焊性測試》《J-STD-003B(2007-3)印刷電路板可焊性測試》《IPC-TM-650 2.4.1 金屬表面可焊性》《GB/T 4677 印制板測試方法》《IEC60068-2-58/IEC60068-2-20 可焊性及熱應力試驗》等標準都可以進行不同類別的可焊性試驗,但是無論從試驗的重復性和結果的易于解讀性,潤濕平衡法(Wetting Balance)是目前公認的進行定性和定量分析的可焊性測試方法。
通過將試樣浸潤到焊料內,模擬焊接過程傳到圖像記錄儀,在計算機上形成可焊性曲線。潤濕平衡法是將樣品放置在一個特殊的夾具,沉浸在設定溫度的錫膏里。在此期間,通過力傳感器將數據傳輸到計算機,通過軟件生成曲線和數據文件,準確和定量的評估的焊接質量。這種測試方法需要大量的設備投入,對測試環境有一定的要求,測試結果準確且有說服力。
責任編輯:pj
-
微處理器
+關注
關注
11文章
2247瀏覽量
82325 -
焊接
+關注
關注
38文章
3063瀏覽量
59600 -
放大鏡
+關注
關注
0文章
7瀏覽量
7715
發布評論請先 登錄
相關推薦
動平衡校正和振動測量有關嗎?

開爾文測量法是如何工作的
LCR測試儀如何測量不平衡度?

開爾文電橋法測電阻數據處理
電橋法測電阻的原理是什么如何判斷電橋平衡
電橋法測電阻產生誤差的主要因素
直流電橋測量電阻的基本方法有哪些
詳解電子元件的潤濕平衡實驗





 工商網監
工商網監
評論