 什么是刀具鈍化?
什么是刀具鈍化?
什么是刀具鈍化
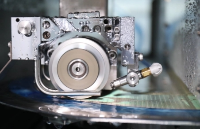
通過對刀具進行去毛刺,平整,拋光的處理、從而提高刀具質量和延長使用壽命。刀具在精磨之后,涂層之前的一道工序,其名稱目前國內外尚不統一,有稱“刃口鈍化”、“刃口強化”、“刃口珩磨”、“刃口準備”等。
為什么要進行刀具鈍化
經普通砂輪或金剛石砂輪刃磨后的刀具刃口,存在程度不同的微觀缺口(即微小崩刃與鋸口)。在切削過程中刀具刃口微觀缺口極易擴展,加快刀具磨損和損壞。
現代高速切削加工和自動化機床對刀具性能和穩定性提出了更高的要求,特別是涂層刀具在涂層前必須經過刀口的鈍化處理,才能保證涂層的牢固性和使用壽命。
刀具鈍化的目的
刃口鈍化技術,其目的就是解決刃磨后的刀具刃口微觀缺口的缺陷,使其鋒值減少或消除,達到圓滑平整,既鋒利堅固又耐用的目的。刀具鈍化的主要效果為:
刃口的圓化:去除刃口毛刺、達到精確一致的倒圓加工。
刃口毛刺導致刀具磨損,加工工件的表面也會變得粗糙,經鈍化處理后,刃口變得很光滑,極大減少崩刃,工件表面光潔度也會提高。
對刀具凹槽均勻的拋光,提高表面質量和排削性能。
槽表面越平整光滑,排屑就越好,就可實現更高速度的切削。同時表面質量提高后,也減小了刀具與加工材料咬死的危險性。并可減少40%的切削力,切削更流暢。
涂層的拋光
去除刀具涂層后產生的突出小滴,提高表面光潔度、增加潤滑油的吸附。涂層后的刀具表面會產生一些微小的突出小滴,提高了表面粗糙度,使得刀具在切削過程容易產生較大的摩擦熱,降低切削速度。經過鈍化拋光后,小滴被去除,同時留下了許多小孔,在加工時可以吸附更多的切削液,使得切削時產生的熱量大大減少,可以極大得提高切削加工的速度。
-
刀具
+關注
關注
0文章
46瀏覽量
9613 -
自動化
+關注
關注
29文章
5519瀏覽量
79122 -
鈍化
+關注
關注
0文章
5瀏覽量
7100
原文標題:機械加工必懂—刀具鈍化
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
高效太陽能電池:HPBC、TBC與HBC,三種不同BC電池結構對比

芯片制造中的鈍化層工藝簡述

ANCA CNC總經理Edmund Boland揭示切削刀具行業藍圖
數控加工工藝主要包括哪些內容和特點
深圳恒興隆|磨刀主軸:廚房必備工具,磨刀效果超乎想象.
海伯森發布中國首款紫色激光對刀儀HPS-LCA100丨開啟更高精度CNC刀具測量

海伯森發布中國首款紫色激光對刀儀HPS-LCA100

CNCKAD數沖激光編程排版軟件介紹
微導納米簽訂5.2億元ALD鈍化設備及PE-Poly設備銷售合同

關于機床刀具的配刀方案
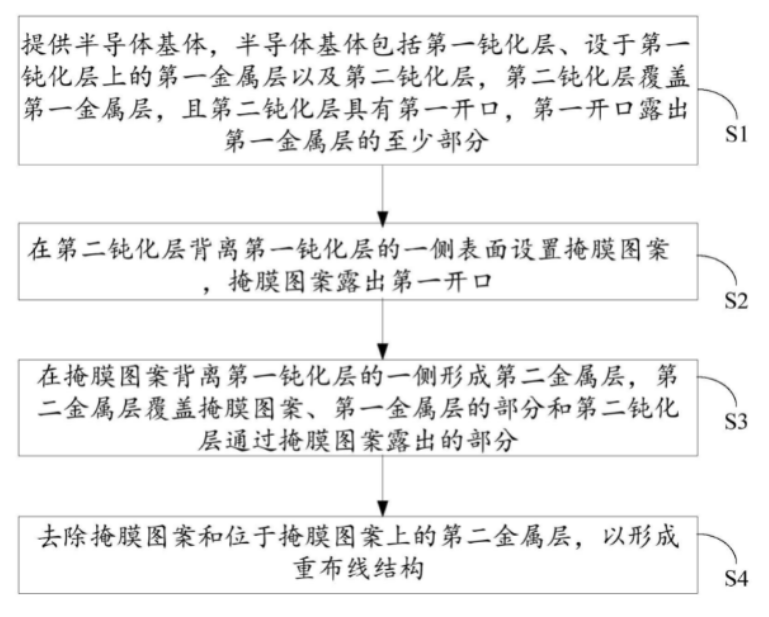
武漢新芯集成電路專利“半導體器件及其制備方法”公布?
理想晶延首批光伏電池側壁鈍化EPD設備順利出貨
三坐標工業CT檢測設備測量刀具尺寸瑕疵

劃片機在COB鋁基板上精密切割應用





 工商網監
工商網監
評論