 螺紋孔倒角如何避免產生凸起的毛刺
螺紋孔倒角如何避免產生凸起的毛刺
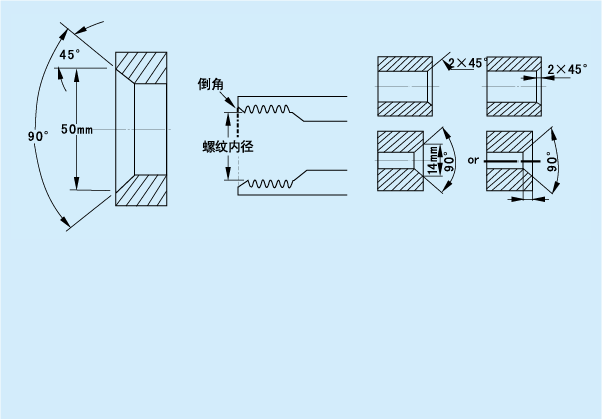
對內螺紋孔進行倒角或沉頭孔的目的通常是為了避免產生凸起的毛刺,毛刺會妨礙適配件與平整的工件表面之間固定。另外,當裝配件壓在毛刺上時,毛刺將被壓下,從而導致內螺紋變形并增加螺紋錯扣的可能性。
在零件圖上繪制倒角或沉頭孔也可以幫助螺栓正確對齊或插入。在待鉆孔所在的位置加一個倒角或埋頭孔可以幫助入鉆。由于這些原因,絕大多數螺紋孔需要某種類型的倒角或埋頭孔。因此,這是最常見的加工工藝之一,也是通常需要改進的地方。 螺紋孔倒角的角度通常為120°或90°,其中最常見的是90°。有時會在工程圖上指定倒角的外徑和深度。然而,機械師或程序員經常會自行決定倒角孔的深度或外徑。
頭孔和倒角可以選用多種形式,或者直接由工程師決定
在一些經典的機械師經驗法則中,最常見的做法是加工比螺紋大徑大0.010英寸-0.015英寸(0.254mm-0.381mm)的倒角直徑,這將消除毛刺并提供足夠的深度引導即將裝配的螺栓。 加 工 方 法 加工倒角或沉頭孔有多種方式,這些方法的加工效率不同。過去常用的方法是在初鉆之后,在待鉆孔處加工一個120°或90°的倒角。
許多機床廠采用90°角的數控點鉆來完成點鉆、沉頭孔及倒角,不僅節省了換刀時間,也降低了刀具成本。數控點鉆頭作為引導工具,在鉆孔之前被用來加工一個90°的夾角。雖然這種方法方便,但若使用較新的高滲透率硬質合金鉆頭來鉆孔時,則不建議采用上述方法。因為這類硬質合金鉆頭的頂角是140°。在使用了90°的點鉆之后,再利用140°硬質合金鉆頭進行鉆孔加工會導致在該硬質合金鉆頭上造成切角并使刀具更快失效。若采用硬質合金鉆頭鉆孔,必須改變使用刀具的序列。 此時,正確的刀具序列應為:鉆孔、倒角(或鉆沉頭孔)、點鉆。在這種情況下,使用120°或90°角度的沉頭鉆或倒角銑刀是最佳選擇。通過選擇適當的刀具序列,硬質合金鉆頭的刀具壽命將顯著增加。 在進行沉頭孔或孔的倒角加工時,應特別注意對刀。錯誤的對刀將對零件的質量和功能產生很大的負影響。使用倒角銑刀時,可以通過圓弧插補進行圓形倒角的加工,但這可能不是直接倒角的最佳工藝。相反,傳統的高速鋼沉頭孔是專門為倒角而設計的,但它們并不適用螺旋圓弧插補刀具路徑。 合 并 操 作 對孔加工倒角的最有效、最快捷的方法是使用同時具備了鉆削和沉頭的功能的階梯鉆。由于該鉆頭具有90°的沉頭階梯角度,利用這種階梯鉆進行加工可一次性完成鉆孔和沉頭加工工序。將兩個加工操作合并為一個,不僅可減少換刀時間、循環時間和刀具庫存,而且保證倒角的與底孔同心。 如果將階梯鉆作為鉆孔的首選方法,必須使用改良后的標準鉆頭,階梯鉆的螺紋小徑磨削成一個標準的單直徑鉆頭的直徑大小。螺紋小徑的鉆芯厚度可能會出現過大的情況,并影響切屑排出。出于易于清理的目的,螺紋小徑一般沒有刃帶,同時這也會引起外徑上出現過大的摩擦,從而降低刀具的性能。
階梯鉆,尤其是硬質合金階梯鉆,應該是由硬質合金材料棒加工而成,而不是對現有刀具進行修磨而成,以保證鉆芯和刃帶符合要求。標準的階梯鉆是存在的,一些刀具制造商能夠迅速的提供這些產品給最終的用戶,并可用于加工具有不同螺紋孔深度的盲孔。
工藝改進是先進制造商永恒的目標。盡管攻螺紋前制備倒角和沉頭孔是常見的結構,但是加工順序并不是一個標準化的工藝,同其他大多數工藝一樣,仍需要精益求精。
內容來源:易搜刀具網
原文標題:120°或90°的螺紋孔倒角和沉頭孔如何避免毛刺的形成!
文章出處:【微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
責任編輯:haq
-
螺紋
+關注
關注
1文章
70瀏覽量
13215
原文標題:120°或90°的螺紋孔倒角和沉頭孔如何避免毛刺的形成!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
TPA3118D2輸出產生毛刺噪聲怎么解決?
散熱鋁基板怎么開螺紋孔
用AD623做應變調理電路,正弦波動和高頻毛刺產生的原因和避免的方法?
pcb焊盤區域凸起可以焊嗎
SMT貼片加工中避免導通孔與焊盤的連接不良的有效方法
pcb電路板螺紋的重要性
使用ADuC7020產生毛刺的原因?怎么解決?
你了解螺桿螺紋嗎?

雙面無毛刺沖裁如何實現(一種消除毛刺的加工方法)






 工商網監
工商網監
評論