 自動化控制系統配置原則和方法介紹
自動化控制系統配置原則和方法介紹
自動化控制在自動化領域屬于重要話題,自動化控制一定程度上決定了控制系統的好壞。為增進大家對自動化控制的認識,本文將基于3點介紹自動化控制相關內容:1.PLC自動化控制系統配置原則介紹,2.PLC自動化控制系統配置方法闡述,3.鹽酸再生自動化控制系統設計。
一、PLC自動化控制系統配置原則
PLC自動化控制系統的最基本的配置原則是:
從粗到細。當某一配置操作完成好后,可以重復配置,并對配置進行更新,從而實現不斷完善的配置處理。具體的配置原則如下描述:
1)借助于類比法基本確定一下所選擇的產品以及對應的機型,選擇產品時應該按照可繼承、可發展的基本原則。
2)計算模塊數的時候應該遵循完整性原則,并充分考慮備份的相關設置,確定系統的可靠性。
3)PLC自動化控制系統的投入都要有經費的支持,因此經濟可行性原則是選擇配置方案的一個重要方面,必要的時候可以選擇一些實物性的測試實驗,對配置作進一步修正處理。
二、PLC自動化控制系統配置方法
1)PLC自動化控制系統的輸入與輸出點。
PLC自動化控制系統的輸入可按下式(1)進行配置:

其中,PLC自動化控制系統的輸入件的個數由加以表示;輸入器件的工作狀態由加以表示,而輸入器件的類型個數則是由I參數加以表示。
PLC自動化控制系統的輸入可按下式(2)進行配置:
其中,PLC自動化控制系統的輸出件的個數由加以表示;輸出器件的工作狀態由加以表示,而輸出器件的類型個數則是由I參數加以表示。
2)PLC自動化控制系統的模塊數。
配置好PLC系統的輸入與輸出點后,還要明確系統的模塊。針對輸入點,必須確定電壓的不同,主要區別一下是交流電還是直流電,電壓信號之間有沒有相應的隔離條件;針對輸出點,必須確定輸出的具體模式,主要涉及到:半導體、回路以及繼電器等輸出模式。最后,在確定模塊數的基礎上,選擇合適的槽位,并確定對應的機架數。
3)PLC自動化控制系統的通訊網絡。
PLC自動化控制系統的通訊涉及到不同地理位置的控制裝置,因此必須借助于通訊網絡實現介質的連接與信息的傳遞。通常情況下,PLC自動化控制系統的通訊網絡涉及到三大方面:設備網絡層、控制網絡層以及信息網絡層。分別實現設備、PLC間以及管理層之間的信息連通。
三、鹽酸再生自動化控制系統設計
(1)工藝分析
鹽酸再生站采用噴霧焙燒工藝,廢酸在焙燒爐內噴成霧狀,在550-650℃的高溫環境下,氯化亞鐵分解為氯化氫氣體和氧化鐵粉,氯化氫氣體經噴水吸收形成再生酸回收用于酸洗機組,氧化鐵粉回收利用,主要用于涂料及磁性材料工業、粉末冶金業作為原料使用。由于焙燒爐的高溫環境和鹽酸對現場設備的腐蝕性,鹽酸再生工藝對安全聯鎖和自動控制設備的可靠性要求極高。
(2)設計思路
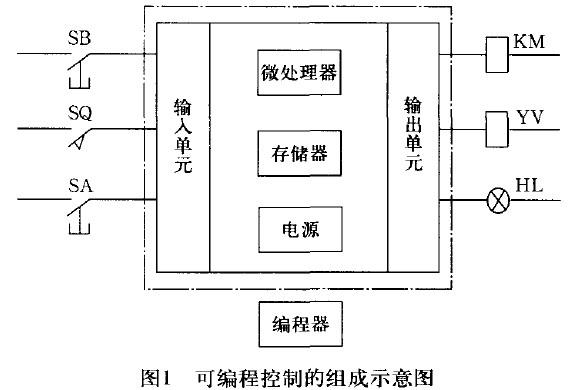
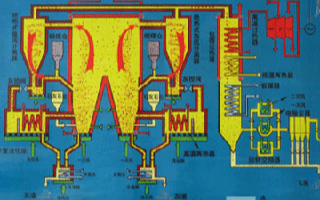
針對鹽酸再生工藝的特點,設計了以邏輯處理功能強大的西門子S7-400系列PLC為核心的自動化控制系統,現場控制設備均采用耐酸、防腐蝕產品。總體設計思路如圖1所示。
(3)系統構成
PLC系統處理所有從現場壓力開關、液位開關、限位開關以及按鈕等采集到的數字信號,并接收來自壓力、流量和液位變送器以及熱電偶的模擬信號。系統通過繼電器邏輯和PID控制邏輯給出各種輸入來執行電機的回路或使電磁閥和控制閥動作,從而實現各種操作。整個系統包括儀表系統的模擬量和數字量的控制、PID控制、聯鎖控制及過程控制。
儀表系統的模擬量和數字量控制模擬量和數字量控制包括對過程容器液位、過程流量、過程壓力、過程溫度的控制。儀表的數字量控制包括電磁閥、燒嘴控制、噴射量控制、馬達和設備準許、安全連鎖等控制。數據由現場傳到PLC后,在操作人員的監視下,控制通過PLC控制環路自動調節。
PID控制PID控制環路既可以單獨控制,也可以實現串級控制,所有PID控制環路既可手動也可自動方式運行。當在手動方式時,操作人員通過選擇適合這個環路的控制閥的打開來控制輸出。當在自動方式時,PID控制器比較操作員給定的設定值和測量的過程變量,并調節輸出直至兩者相匹配。它包括控制容器液位的PID控制回路、控制噴射流量的PID控制回路、控制焙燒爐壓力的PID控制回路。
聯鎖控制包括培燒焙燒爐壓力和溫度的聯鎖、泵的聯鎖、燃燒系統的聯鎖和主風機的聯鎖等一系列聯鎖控制,各聯鎖之間相互制約相互影響,保證整個系統的順利生產。
責任編輯人:CC
-
控制系統
+關注
關注
41文章
6550瀏覽量
110498 -
自動化
+關注
關注
29文章
5519瀏覽量
79122
發布評論請先 登錄
相關推薦
Modbus協議轉Profinet協議網關與氣體監測系統配置案例

單片機系統配置及接口相關介紹
125-A型數控銑床控制系統配置
PLC自動化控制系統的配置原則與組態參數分析
一體化分散控制系統配置方案在發電廠的應用分析
FPGA CPLD可編程邏輯器件的在系統配置方法

通信電源系統配置設計參數
UART系統配置步驟詳解






 工商網監
工商網監
評論