 影響焊膏黏度的因素有哪些
影響焊膏黏度的因素有哪些
黏度
焊膏的黏度是影響印刷質量的關鍵因素之一,盡管其黏度主要與其中的粉末含量、粉末尺寸、焊劑黏度相關,但對黏度的要求并不是一定要求最高,而是選擇合適為宜,黏度的要求隨應用方法的不同而異。焊膏涂敷的方法主要有三種:模板漏印,絲網版漏印,分配器注射,這三種方法對黏度要求有高低之分,具體如表2所示。如果選擇錯誤,將導致黏度相對偏高或偏低,黏度偏高焊膏不易涂敷,難成型,易出現拉絲拖尾,污染模板、針頭等治具;黏度偏低焊膏雖易脫模,但難成型,易坍塌;黏度不夠,不能給元器件提供足夠的初粘力,元器件在貼裝后因移動、搬運等動作而出現移位,最終出現斷路、短路、立碑、側立、虛焊、漏焊等焊接缺陷。
影響焊膏黏度的因素
1)焊料粉末含量對黏度的影響
焊膏中焊料粉末的增加將導致黏度增加,也可以有效地防止印刷后及預熱階段的塌落,促進焊接后焊點能夠飽滿,有助于提高焊接的質量。這也是常選擇用焊料粉末含量高的焊膏,并采用金屬模板印刷焊膏的原因。
2)焊料粉末粒度對黏度的影響
焊膏的粒度一般指焊料粉末的直徑,通常我們采用目數表示。所謂“目數”即用一次性有 80%以上的焊料粉末通過篩網的方式,以 1 英寸(25.4 mm)寬度的篩網內的篩孔數表示。在焊膏中金屬粉末含量及焊劑等成分完全相同時,焊料粒度的大小將會影響黏度。當粒度增加時,黏度反而降低,這與焊料粒度減小,剪應力增大一樣。
3)溫度對黏度的影響
溫度對焊膏黏度的影響很大,隨著溫度的升高,黏度會明顯下降。因此無論測試焊膏黏度,還是印刷焊膏時均要注意操作間的環境溫度。通常,焊膏最佳印刷環境溫度為(23±3)℃,細間距印刷時,應該使用恒溫系統來保證印刷機的溫度。
4)轉速對焊膏黏度的影響
轉速提高時,焊膏黏度會下降,這點在用旋轉黏度計測焊膏黏度時可以表現無疑。因此,在焊膏準備印刷初期用攪拌機或手工攪伴時一定要注意旋轉速度,力求勻速,大小要適中。這將有力地提高焊膏的性能,增加電子產品的可靠性。
5)印刷操作對焊膏黏度的影響
焊膏黏度會隨著金屬模板上刮刀的運動變化而變化,當刮刀推動焊膏滾動向前時,其黏度下降,當刮刀到達模板窗口時,黏度達到最低,故焊膏能順利通過窗口沉降到 PCB 焊盤上,隨著外力的釋放,焊膏的黏度又迅速回收,這樣焊膏就不會出現印刷圖形坍塌和漫流,得到良好的印刷效果。

4.2 黏度對印刷參數的影響
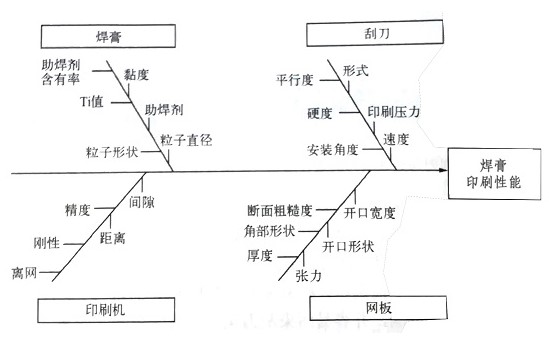
焊膏印刷參數主要有印刷速度、刮刀壓力、刮刀角度與刮刀推動角度、刮刀硬度、清洗方式與頻率、印刷間隙、離網速度等等,焊膏黏度與此均存在著或多或少的聯系,而這些聯系將決定著焊膏最終的印刷質量,在合適黏度選配下的合格規范圖如圖所示。焊膏黏度過大,說明焊膏金屬粉末顆粒粒度可能較小、含量可能較高、助焊劑黏度可能較高,當然外界溫度、印刷行為、存儲等也可能影響它,反之亦然。因黏度過大,印刷速度將受影響而不規則減少,最終影響產量;刮刀壓力將可能要求更大,否則焊膏不易脫落,即便如此,因壓力過大也將導致模板壽命減少,焊膏印刷圖形模糊,坍塌等;刮刀角度及推動角度可能被要求更小,這樣有利于分解到更大的注入力(F 2 )從而利于脫模,如圖所示;刮刀硬度可能要求選用更高的,只有這樣才能減少因刮刀變形而使焊盤接受焊膏量變少;清洗方式與頻率也將變化,黏度低時可能單純的干洗或濕洗就足夠,因黏度變高,焊膏不易清除,從而需要多種方法配合清洗,且清洗頻率增大;印刷間隙和離網速度也將因黏度增大而增大,否則焊膏將不易脫落,且會形成拉絲拖尾。以上種種印刷參數甚至更多均因黏度的變化而改變,當然黏度減少也會出現反向改變,參數設置改變的不到位將最終影響印刷質量。以策萬全控制好焊膏黏度是保證印刷質量的關鍵。
焊膏的黏度是焊膏自身最關鍵的技術指標之一,其不僅由自身控制,也將因由很多外在因素控制,通過上文我們可以看出控制好焊膏的黏度是保證在電子產品SMT 制造過程中獲得最優印刷質量的根本。選配好合適的焊膏,設計出優良的工藝方案,讓專業技能高超的技術人員操作,高精準的涂敷設備以及良好的檢測手段是確保合適的有控的黏度的關鍵,為獲得高質量的電子產品,我們必須這樣做。
責任編輯人:CC
-
焊膏
+關注
關注
0文章
43瀏覽量
10375
發布評論請先 登錄
相關推薦
焊膏黏度是什么?影響黏度的因素有哪些
如何才能正確選擇合適的SMT貼片焊膏
SMT加工常見焊膏印刷不良問題及解決方法
錫膏的活性和什么因素有關?



錫膏質量判斷標準及影響因素有哪些?

錫膏質量的判斷方法和影響因素有哪些?

SMT錫膏焊接中出現錫珠的因素有哪些?






 工商網監
工商網監
評論