 裝配加工法的基本思路和具體應用過程詳解
裝配加工法的基本思路和具體應用過程詳解
夾具是機床切削加工的重要工藝裝備,使用夾具的首要目的是保證機械零件尺寸(形狀)精度及位置精度,而機械零件的制造精度很大程度上取決于,加工該零件的機床夾具能否到達夾具設計精度的要求。
目前生產企業夾具制造精度的保證方法絕大多數依然采用裝配調整法,這種夾具制造過程像普通機械制造那樣,先按零件圖制造出所有零件然后組裝,最終夾具精度是靠設法調整或修磨某個元件位置或尺寸來實現。
從筆者從事夾具設計制造實踐來看,這樣方法很難滿足夾具裝配圖提出的各種尺寸及形位公差要求。為此,本文介紹一種保證夾具制造精度的特殊工藝方法—裝配加工法。下面通過幾個實例來闡述裝配加工法的基本思路和具體應用過程。
一、保證夾具導向結構的精度
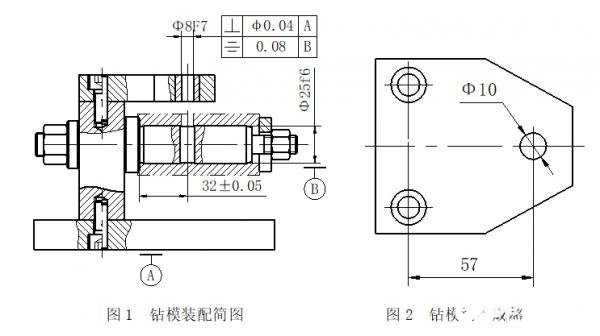
圖1所示為鉆某一型號柴油機調速軸徑向孔固定式鉆模。夾具設計精度要求為:(1)鉆套中心至定位芯軸右端面軸向尺寸精度32±0.05mm;(2)鉆套中心軸線對夾具體底面A垂直度為φ0.04mm;(3)鉆套中心軸線對定位芯軸的對稱度為0.08mm。
這三項設計要求都涉及到鉆模板上的鉆套底孔位置精度。裝配調整法通常用來調整單項要求,其精度取決于制作者的技術水平、量具和測量基準的精度。但要同時調整并保證三項精度要求,則幾乎沒有這種可能。為此,可采用裝配加工法來滿足夾具設計要求。
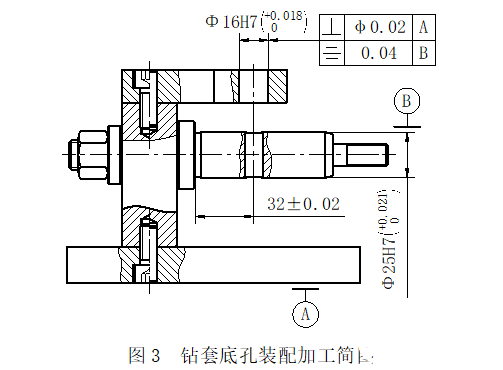
圖2為鉆模板夾具組裝前的狀態,鉆套底孔Φ16H7已粗加工,留有較大的精鏜余量。圖3為鉆套底孔裝配工簡圖,圖中標示了加工鉆套底孔的尺寸公差和形位公差要求。按圖3組裝后,將夾具作為一個整體,對鉆套底孔進行最后的精鏜。
具體實施裝配加工法時按下列步驟進行
(1)將定位芯軸裝入夾具本體;
(2)夾具上坐標鏜床,調節夾具位置,使定位芯軸與坐標鏜床工作臺縱向方向一致;將夾具體壓緊在工作臺面后,再次校驗定位芯軸位置;
(3)坐標鏜床主軸按圖2要求找正加工位置,并記下主軸坐標;
(4)將鉆模板用內六角螺釘緊固于夾具體上,鉆鉸圓柱銷孔,并將圓柱銷打入,以固定鉆模板位置;
(5)坐標鏜床按找正的坐標位置對鉆套底孔精鏜,加工時要盡量多走刀幾次,最大限度消除粗加工帶來的誤差復映。
大量制造實踐證明,這種裝配加工的辦法是保證夾具制造精度的最簡便有效的辦法。特別對于保證多孔鉆夾具制造精度,其優點尤為突出。
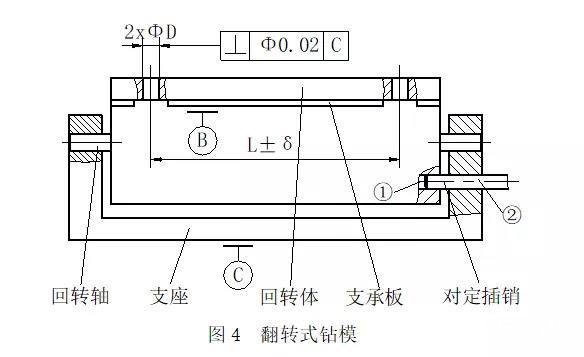
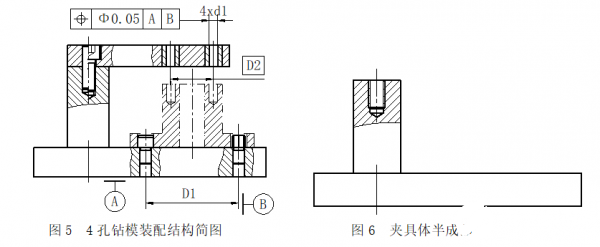
圖4為一翻轉式鉆夾具結構示意圖,圖中略去了無關的視圖和幾何尺寸,圖示為使用鉆模加工時的位置。為了獲得圖4所標示的位置精度,可采用裝配加工法。
其主要過程如下:
(1)先將支座上的C面等加工后,與加工好后的回轉體組裝成為一體。回轉體應按圖加工后,裝上支承板和回轉軸,支承板的工作面B應與回轉軸中心軸線平行。
(2)將回轉體翻至圖4所示的位置,用百分表找正B平面,使其與C面平行,緊固后先用坐標鏜床的側鏜頭精鏜孔①和②,然后插入對定銷定位,再用立鏜頭按尺寸精度和位置精度精鏜鉆模板上的兩個鉆套底孔。
這樣可間接保證了在使用狀態鉆套中心軸線對定位支承面B的垂直度要求。如果坐標鏜床上沒有側鏜頭,可以加工出輔助基準面。
這種裝配加工法基本上是靠坐標鏜床的精度直接保證夾具所要求的位置精度。因此,它是保證鉆套(或鏜套)軸線與夾具安裝基準面常垂直或平行的最可靠的方法,所有鉆鏜類夾具的導向套底孔都采用這種工藝方法加工。
二、保證夾具定位結構的精度
夾具上定位元件也可采用裝配加工法來保證定位元件在夾具上的準確位置尺寸。圖5是一套4孔鉆夾具裝配示意圖,鉆套中心軸線對兩定位銷有較高位置度要求,若按先加工夾具元件,后組裝再調整的線路則很難達到設計要求,而采用裝配加工法很容易獲得上述精度。
具體實施過程為
(1)將夾具體組裝(如圖6),兩定位銷安裝孔留在后工序加工,鉆模板也做成類似與圖2半成品(未畫圖),鉆套底孔也同樣留在后工序鉆鏜;
(2)將夾具放置于坐標鏜床工作臺面,調整底面與工作臺走向一致,并將夾具體緊固于工作臺上。
(3)找正鏜床主軸坐標位置,先加工兩定位銷安裝孔;
(4) 將鉆模板用內六角螺釘緊固于夾具體上,鉆鉸圓柱銷孔,并將圓柱銷打入,以實現鉆模板的最后定位;
(5)按圖樣鉆鏜4個鉆套底孔。在本例中,定位銷安裝底孔和鉆套安裝底孔在夾具一次安裝中加工,最大限度地提高了夾具定位元件與導向元件之間位置精度。
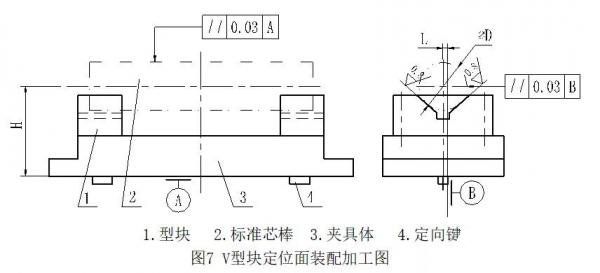
如圖7所示,兩個V型塊的位置由高度尺寸H、水平尺寸L來決定,兩定向鍵側面用基準B表示。夾具設計要求兩V型塊的定位面必須與工件保持完全接觸,同時又要保證兩平行度要求。這兩個平行度用一個雙點劃線所表示的標準芯棒來檢驗。
要保證H、L和兩平行度,在夾具制造時,可先把兩V型塊做成斜面,并留足夠的磨加工余量的半成品,把V型塊拼裝到夾具體,用圓錐銷將V型塊和夾具體兩者固定,在工具磨床或導軌磨床上以A、B為定位基準,對V型塊90?斜面進行磨削加工,以滿足H、L和兩平行度公差要求。
三、結語
通過上述四個實例可以看到,應用裝配加工法的基本思路是,將夾具作為一個整體對待,對有位置精度要求的導向結構或定位結構安排夾具組裝后進行加工,以最大限度地減少各元件之間的累積誤差,以提高夾具制造精度。
此外,裝配加工法也常應用于車夾具和磨夾具制造過程,用來獲得車床、磨床夾具的回轉定位元件表面與安裝基準面之間的位置精度。
在應用裝配加工法進行夾具設計制造時,必須熟悉裝配加工法制造工藝方面的特點,并在結構設計、尺寸和形位公差標注、夾具元件加工和技術條件制定等各方面適應這一要求。
與傳統夾具設計相比,用裝配加工法制造的夾具在圖樣設計方面有較大的區別,應有四種設計圖樣:夾具總裝圖、夾具導向結構(如鉆套、鏜套等)裝配加工圖、夾具導向元件組裝前圖樣(也即半成品圖)、夾緊機構和夾具體等產品圖。
同時使用這四種圖樣的目的是,為了防止夾具制造部門在夾具制造時,依然采用制成零件、組裝元件、調整精度的工藝線路,能對整個夾具制造過程起到相應的指導和制約作用。
責任編輯:PSY
-
夾具
+關注
關注
0文章
77瀏覽量
13305 -
機床加工
+關注
關注
0文章
10瀏覽量
9491
發布評論請先 登錄
相關推薦
PCB加工流程詳解大全
龍華標準模胚加工標準模胚主要組件的裝配工藝
計算機自動化裝配專機,自動化裝配生產線結構原理及其組成形式的詳解 精選資料分享
整機裝配工藝過程
微波部件加工和裝配過程過遇上的問題及解決方法
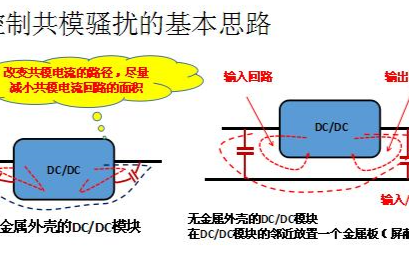
控制電磁共模騷擾的基本思路及具體方法
控制電磁共模騷擾的基本思路和具體方法介紹
DCS系統的組態、步驟和基本思路





 工商網監
工商網監
評論