 光刻機的工作原理以及關鍵技術
光刻機的工作原理以及關鍵技術
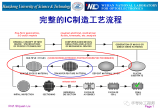
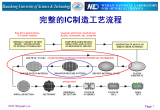
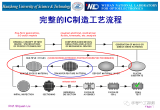
導讀:光刻是集成電路最重要的加工工藝,他的作用,如同金工車間中車床的作用。光刻是制造芯片的最關鍵技術,在整個芯片制造工藝中,幾乎每個工藝的實施,都離不開光刻的技術。
利用光刻機發出的光通過具有圖形的光罩對涂有光刻膠的薄片曝光,光刻膠見光后會發生性質變化,從而使光罩上得圖形復印到薄片上,從而使薄片具有電子線路圖的作用。這就是光刻的作用,類似照相機照相。照相機拍攝的照片是印在底片上,而光刻刻的不是照片,而是電路圖和其他電子元件。
簡單點來說,光刻機就是放大的單反,光刻機就是將光罩上的設計好集成電路圖形通過光線的曝光印到光感材料上,形成圖形。
鏡頭:
鏡頭是光刻機最核心的部分,采用的不是一般的鏡頭,可以達到高 2 米直徑 1 米,甚至更大。光刻機的整個曝光光學系統,由數十塊鍋底大的鏡片串聯組成,其光學零件精度控制在幾個納米以內,目前光刻機鏡頭最強大的是老牌光學儀器公司德國蔡司,ASML 用的就是他家的鏡頭。
光源:
光源是光刻機核心之一,光刻機的工藝能力首先取決于其光源的波長。下表是各類光刻機光源的具體參數:
最早光刻機的光源是采用汞燈產生的紫外光源(UV:UltravioletLight),從 g-line 一直發展到 i-line,波長縮小到 365nm,實際對應的分辨率大約在 200nm 以上。
隨后,業界采用了準分子激光的深紫外光源(DUV:DeepUltravioletLight)。將波長進一步縮小到 ArF 的 193nm。不過原本接下來打算采用的 157nm 的 F2 準分子激光上遇到了一系列技術障礙以后,ArF 加浸入技術(ImmersionTechnology)成為了主流。
所謂浸入技術,就是讓鏡頭和硅片之間的空間浸泡于液體之中。由于液體的折射率大于 1,使得激光的實際波長會大幅度縮小。目前主流采用的純凈水的折射率為 1.44,所以 ArF 加浸入技術實際等效的波長為 193nm/1.44=134nm。從而實現更高的分辨率。F2 準分子激光之所以沒有得以發展的一個重大原因是,157nm 波長的光線不能穿透純凈水,無法和浸入技術結合。所以,準分子激光光源只發展到了 ArF。
這之后,業界開始采用極紫外光源(EUV:ExtremeUltravioletLight)來進一步提供更短波長的光源。目前主要采用的辦法是將準分子激光照射在錫等靶材上,激發出 13.5nm 的光子,作為光刻機光源。目前,各大 Foundry 廠在 7nm 以下的最高端工藝上都會采用 EUV 光刻機,其中三星在 7nm 節點上就已經采用了。而目前只有荷蘭 ASML 一家能夠提供可供量產用的 EUV 光刻機。
分辨率:
光刻機的分辨率(Resolution)表示光刻機能清晰投影最小圖像的能力,是光刻機最重要的技術指標之一,決定了光刻機能夠被應用于的工藝節點水平。但必須注意的是,雖然分辨率和光源波長有著密切關系,但兩者并非是完全對應。
所以我們在研究和了解光刻機性能的時候,一定要確認該值。在光源波長不變的情況下,NA 的大小直接決定和光刻機的實際分辨率,也等于決定了光刻機能夠達到的最高的工藝節點。
關于這個參數的具體含義和詳細解釋,有興趣的朋友可以參考維基百科。
套刻精度:
套刻精度(OverlayAccuracy)的基本含義時指前后兩道光刻工序之間彼此圖形的對準精度(3σ),如果對準的偏差過大,就會直接影響產品的良率。對于高階的光刻機,一般設備供應商就套刻精度會提供兩個數值,一種是單機自身的兩次套刻誤差,另一種是兩臺設備(不同設備)間的套刻誤差。
套刻精度其實是光刻機的另一個非常重要的技術指標,不過有時非專業人士在研究學習光刻機性能時會容易忽略。我們在后面的各大供應商產品詳細列表里,特意加上了這個指標。
工藝節點:
工藝節點(nodes)是反映集成電路技術工藝水平最直接的參數。目前主流的節點為 0.35um、0.25um、0.18um、90nm、65nm、40nm、28nm、20nm、16/14nm、10nm、7nm 等。傳統上(在 28nm 節點以前),節點的數值一般指 MOS 管柵極的最小長度(gatelength),也有用第二層金屬層(M2)走線的最小間距(pitch)作為節點指標的。
節點的尺寸數值基本上和晶體管的長寬成正比關系,每一個節點基本上是前一個節點的 0.7 倍。這樣以來,由于 0.7X0.7=0.49,所以每一代工藝節點上晶體管的面積都比上一代小大約一半,也就是說單位面積上的晶體管數量翻了一番。這也是著名的摩爾定律(Moore'sLaw)的基礎所在。一般而言,大約 18~24 個月,工藝節點就會發展一代。
但是到了 28nm 之后的工藝,節點的數值變得有些混亂。一些 Foundry 廠可能是出于商業宣傳的考量,故意用一些圖形的特征尺寸(FeatureSize)來表示工藝節點,他們往往用最致密周期圖形的半間距長度來作為工藝節點的數值。這樣一來,雖然工藝節點的發展依然是按照 0.7 倍的規律前進,但實際上晶體管的面積以及電性能的提升則遠遠落后于節點數值變化。更為麻煩的是,不同 Foundry 的工藝節點換算方法不一,這便導致了很多理解上的混亂。根據英特爾的數據,他們 20nm 工藝的實際性能就已經相當于三星的 14nm 和臺積電的 16nm 工藝了。
在 65nm 工藝及以前,工藝節點的數值幾乎和光刻機的最高分辨率是一致的。由于鏡頭 NA 的指標沒有太大的變化,所以工藝節點的水平主要由光源的波長所決定。ArF193nm 的波長可以實現的最高工藝節點就是 65nm。
而到了 65nm 以后,由于光源波長難于進一步突破,業界采用了浸入式技術,將等效的光源波長縮小到了 134nm。不僅如此,在液體中鏡頭的 NA 參數也有了較大的突破。根據 ASML 產品數據信息,采用浸入技術之后,NA 值由 0.50–0.93 發展到了 0.85–1.35,從而進一步提高了分辨率。同時,在相移掩模(Phase-ShiftMask)和 OPC(OpticalProximityCorrection)等技術的協同助力之下,在光刻設備的光源不變的條件下,業界將工藝節點一直推進到了 28nm。
而到了 28nm 以后,由于單次曝光的圖形間距已經無法進一步提升,所以業界開始廣泛采用 MultiplePatterning 的技術來提高圖形密度,也就是利用多次曝光和刻蝕的辦法來產生更致密圖形。
值得特別注意的是,MultiplePatterning 技術的引入導致了掩模(Mask)和生產工序的增加,直接導致了成本的劇烈上升,同時給良率管理也帶來一定的麻煩。同時由于前述的原因,節點的提升并沒有帶來芯片性能成比例的增加,所以目前只有那些對芯片性能和功耗有著極端要求的產品才會采用這些高階工藝節點技術。于是,28nm 便成為了工藝節點的一個重要的分水嶺,它和下一代工藝之間在性價比上有著巨大的差別。大量不需要特別高性能,而對成本敏感的產品(比如 IOT 領域的芯片)會長期對 28nm 工藝有著需求。所以 28nm 節點會成為一個所謂的長節點,在未來比較長的一段時間里都會被廣泛應用,其淘汰的時間也會遠遠慢于其它工藝節點。
根據業界的實際情況,英特爾和臺積電一直到 7nm 工藝節點都依然使用浸入式 ArF 的光刻設備。但是對于下一代的工藝,則必須采用 EUV 光源的設備了。目前全球只有 ASML 一家能夠提供波長為 13.5nm 的 EUV 光刻設備。毫無疑問,未來 5nm 和 3nm 的工藝,必然是 EUV 一家的天下。事實上,三星在 7nm 節點上便已經采用了 EUV 光刻設備,而中芯國際最近也訂購了一臺 EUV 用于 7nm 工藝的研發。
在售的部分光刻機的列表及相關參數
目前光刻設備按照曝光方式分為 Stepper 和 Scanner 兩種。Stepper 是傳統地一次性將整個區域進行曝光;而 Scanner 是鏡頭沿 Y 方向的一個細長空間曝光,硅片和掩模同時沿 X 方向移動經過曝光區動態完成整個區域的曝光。和 Stepper 相比,Scanner 不僅圖像畸變小、一致性高,而且曝光速度也更快。所以目前主流光刻機都是 Scanner,只有部分老式設備依舊是 Stepper。上表中如果沒有特別注明,都是屬于 Scanner 類型。
審核編輯 黃昊宇
-
光刻機
+關注
關注
31文章
1136瀏覽量
46894
發布評論請先 登錄
相關推薦
俄羅斯首臺光刻機問世
臺積電A16制程采用EUV光刻機,2026年下半年量產
英特爾突破技術壁壘:首臺商用High NA EUV光刻機成功組裝

光刻機的發展歷程及工藝流程

淺談不同階段光刻機工作方式
ASML光刻機技術的領航者,挑戰與機遇并存
光刻機結構及IC制造工藝工作原理
英特爾搶下6種ASML HIGH NA光刻機
全面解析***結構及工作原理
詳解***結構及工作原理





 工商網監
工商網監
評論