 粉末冶金工藝優缺點分析
粉末冶金工藝優缺點分析
齒輪制造有滾齒,銑齒,插齒等等各種工藝,但還有一種齒輪是用金屬粉末壓出來的,也就是粉末冶金工藝。先來看看有什么不同:
Part.1
粉末冶金工藝詳解
粉末冶金齒輪是各種汽車發動機中普遍使用的,雖然在大批量的情況下非常經濟實用,不過在其他方面也有待改進的地方。
◆
粉末冶金工藝優缺點分析
粉末冶金是用金屬粉末(或金屬粉末與非金屬粉末的混合物)作為原料,經過成形和燒結,制造金屬材料、復合材料以及各種類型制品的工藝技術。
優點:
1.一般粉末冶金齒輪制造工序少。
2.用粉末冶金法制造齒輪時,材料利用率可達95%以上。
3.粉末冶金齒輪的重復性非常好。因為粉末冶金齒輪是用模具壓制成形的,在正常使用條件下,一副模具約可壓制幾萬至幾十萬件齒輪壓坯。
4.粉末冶金法可將幾個零件一體化制造。
5.粉末冶金齒輪的材料密度是可控的。
6.在粉末冶金生產中,為便于成形后從壓模中脫出壓坯,壓模工作面的粗糙度都非常好。
缺點:
1.必須要批量生產,一般來說,批量5000件以上比較適合用粉末冶金工藝生產;
2.尺寸大小受到壓機壓制能力的限制。壓機一般都幾噸到幾百噸壓力,直徑基本是在110MM以內都可以制作成粉末冶金;
3.粉末冶金齒輪受結構限制。由于壓制和模具上的原因,一般不適宜生產蝸輪、人字形齒輪和螺旋角大于35°的斜齒輪。斜齒輪一般建議把斜齒設計在15°以內;
4.粉末冶金齒輪的厚度受到限制。模腔深度和壓機行程必須是齒輪厚度的2~2.5倍,同時考慮到齒輪高度縱向密度的均勻性,因此粉末冶金齒輪的厚度也是很重要的。
◆
粉末冶金工藝基本流程
1.制粉是將原料制成粉末的過程,常用的制粉方法有氧化物還原法和機械法。
2.混料是將各種所需的粉末按一定的比例混合,并使其均勻化制成坯粉的過程。分干式、半干式和濕式三種,分別用于不同要求。
3.成形是將混合均勻的混料,裝入壓模重壓制成具有一定形狀、尺寸和密度的型坯的過程。成型的方法基本上分為加壓成型和無壓成型。加壓成型中應用最多的是模壓成型。
4.燒結是粉末冶金工藝中的關鍵性工序。成型后的壓坯通過燒結使其得到所要求的最終物理機械性能。燒結又分為單元系燒結和多元系燒結。除普通燒結外,還有松裝燒結、熔浸法、熱壓法等特殊的燒結工藝。
5.燒結后的處理,可以根據產品要求的不同,采取多種方式。如精整、浸油、機加工、熱處理及電鍍。此外,近年來一些新工藝如軋制、鍛造也應用于粉末冶金材料燒結后的加工,取得較理想的效果。
Part.2
常見齒輪加工方式中的裝夾系統
粉末冶金是大批量制齒輪的一種方法,而常見的滾齒、插齒等工藝看起來能更好的應對多品種小批量的需求,此時它們的裝夾系統就很有講究了。
從普通車加工→滾齒加工→插齒加工→剃齒加工→硬車加工→磨齒加工→珩磨加工→鉆孔→內孔磨削→焊接→測量,為這個過程配置合適的裝夾系統顯得尤為重要。
1.普通車加工
在普通車加工中,齒輪毛胚件通常被夾持在垂直或者水平的車削機床上。對于自動夾持的夾具,絕大多數不需在主軸另一邊加裝輔助穩定裝置。
2.滾齒加工
因為出眾的經濟性,滾齒加工是一種用于生產外齒輪,圓柱齒輪的切削工藝。滾齒加工不僅在汽車工業中,而且還在大型的工業變速器制造中被廣泛運用,但是前提是不會受到被加工工件的外輪廓的限制。
3.插齒加工
插齒這種加工齒輪的工藝,主要用在不能滾齒加工的情況下。這種加工方式主要被適用于齒輪的內齒加工,以及一些受結構干擾齒輪的外齒加工。
4.剃齒加工
剃齒加工是一種齒輪的精加工工藝,切削時帶有對應于齒輪齒形的刀身。這種工藝具有很高的生產經濟性,因此已經在工業中被廣泛運用。
5.硬車加工
硬車加工使取代昂貴的研磨工藝成為可能。為了使其正常運行,系統的各個部分和加工部分相對應的連接在一起。選用正確的機床和夾具、切削工具決定了車削效果的好壞。
6.磨齒加工
當今為了成功達到齒輪生產中所必須的精度,在很多情況下,齒面的硬質精加工是必不可少的。在量產中,一種很經濟有效的加工方式。另一方面,類似于樣品加工,當使用可調節的研磨工具時,磨齒加工就會體現更大的靈活性。
7.珩磨加工
珩磨加工是運用無定形切削角度,對硬質齒輪進行最終精加工的工藝。珩磨加工不僅具有很高的經濟性,而且能使被加工齒輪具有低噪音的光滑表面。相對于研磨,珩磨加工的切削速度很低(0,5至10m/s),因此避免了切削發熱對齒輪加工的損害。更確切的說,在被加工齒面上產生的內應力,對設備的承載能力產生一定的積極作用。
使用法蘭式夾具進行珩磨加工的案例:
8.鉆孔
鉆孔是一種旋轉切削的加工工藝。刀具的轉軸和被加工孔的中心是在軸向是完全吻合的,且與刀具在軸向的進給方向是一致的。切削運動的主軸應于刀具保持一致,和進給運動方向無關。
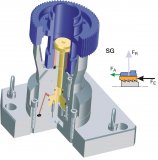
使用SG夾具系統進行鉆孔加工的案例:
9.內孔研磨
內孔研磨是一種無定形切削角度的機械加工工藝。比較其他的切削加工工藝,研磨對硬質金屬具有很高的尺寸和成形精度,尺寸精度(IT 5—6),很小的震紋痕高質量的表面精度(Rz = 1-3μm)等優點。
使用薄膜夾持SM系統進行內孔研磨加工案例:
10.電容放電焊接
電容放電焊接屬于電阻焊接加工工藝。電容放電焊接通過很快的電流增加,相當短的焊接時間,及很高的焊接電流來實現。因此,電容放電焊接具有很多優點。對于日益增長的能源價格,電容放電焊接的經濟性和高效性顯得尤為重要。
使用焊接夾具系統進行電容放電焊接案例:
11.測量
齒輪的檢測非常廣泛的,其必須根據齒輪的不同形式來進行調整。在齒輪的測量中,通過長度,角度的測量,以及特殊的齒輪工藝測量,來確定齒輪的各個不同重要參數。
使用法蘭式SP夾具系統測量案例:
以上是齒輪的粉末冶金加工演示,以及在插齒、滾齒等加工方式下的夾具系統示例,具體的選擇除了看批量大小之外,也要結合實際合理分析,方便制造工藝的實現。
責任編輯:lq
-
工藝
+關注
關注
4文章
580瀏覽量
28756 -
汽車發動機
+關注
關注
0文章
60瀏覽量
9562 -
冶金
+關注
關注
0文章
17瀏覽量
7386
原文標題:壓出來的齒輪,和滾齒、插齒有啥不一樣?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
不同類型adc的優缺點分析
分析各種光開關的優缺點和它們的應用領域
3DP技術的優缺點_3dp技術的應用領域
運放恒流源有哪些優缺點
GaN HEMT有哪些優缺點
沉金工藝和噴錫工藝區別在哪
AI大模型與小模型的優缺點
fdm成型工藝的優缺點
日本大帶寬服務器優缺點分析
鈦合金粉末冶金加工工藝——MIM和3D打印





 工商網監
工商網監
評論