 基于單片機實現機床刀具過載電路的設計
基于單片機實現機床刀具過載電路的設計
1 引言
切削加工離不開刀具,刀具是機床和加工中必不可少的設備,而且刀具工作是否正常將直接影響到產品的加工質量。但在加工過程中,刀具經常會因過載而被損壞,如崩斷、卷刀等,所以對刀具進行過載保護就顯得很重要了。一般地,對于工件的一次裝夾,加工中心要完成好幾道工序,如果在加工第一道工序時刀具就已經崩斷,那么后幾道工序的完成就形成很大的浪費。特別是在流水線上進行加工,如果加工的工件在流水線的末端流出時才被檢測出由于刀具過載引起的產品報廢,那么很多工序就是嚴重浪費。而人工卻很難確認哪臺機床的刀具出現問題,必須把整個流水線停下來進行逐臺檢查,這樣便降低了生產效率。如果不能及時發現刀具故障,輕則導致工件報廢,重則導致機床部件損壞,使機床的精度嚴重下降。因此,對刀具進行過載保護有著相當重要的意義。
2 需要進行刀具過載保護的機床的特點及主要工作
不同規格的刀具所允許的切削載荷不同,多數刀具在破損時都還達不到主電機的額定功率。 相同型號的機床,由于出廠日期不同,機床的傳動效率也不同。所以,同品種同模數的刀具在不同的機床上加工,穩定切削時的主電機功率就不同,而且有的差別很大。
由于刀具的材質和刃磨不同,而且不同廠家的刀具,其穩定切削時的主電機功率也有所差別。因此,每一刀具的穩定切削時的主電機功率,只能在特定的機床上,由操作人員根據當時的加工情況而定,不能預先給出某一刀具所對應的穩定切削時的主電機功率。
由于需要進行過載保護的機床刀具有以上特點,所以設計的保護線路應滿足要求: 穩定切割后,發出刀具保護調整指令,保護線路即能完成檢測該切削狀態下主電機電流信號的大小,并跟蹤這一信號,超過即報警,繼續增加就立即停車,而且要達到實現保護后,不論電機的電流多大,都能夠立即制動停車的要求。本文設計了用單片機實現對刀具過載保護的控制線路。這套線路穩定可靠,能迅速切斷任何有損刀具的過載電流,適用于精度和實時性要求較高的場合。
按設計要求,本控制系統要能對刀具穩定切削狀態下的主電機電流進行自動檢測,并實時監測主回路電流,判斷刀具過載后,發出報警信號和制動停車信號。因為單片機只能處理電壓信號,不能處理電流信號,而刀具過載時變化的是主回路電流,所以需要將變化的電流信號轉化成變化的電壓信號供單片機處理。本系統采用小電阻和升壓變壓器來實現。
升壓變壓器出來的是交流電,其瞬時值是不斷變化的。而判斷刀具是否過載是由有效值來決定的,如果電路中交流電的有效值超過其額定值,則即可判斷過載。所以不能將交流電直接送給單片機處理。要利用全波線性檢波電路。交流電通過該電路可以得到其平均值。平均值與有效值是同相變化的,即有效值增大,平均值也增大,有效值減小,平均值也減小。若輸出電壓是理想的正弦波,則平均值乘波形因數1.11 后就成為有效值。所以對同一交流電壓而言,監測其平均值的變化就相當于監測其有效值的變化。
全波線性檢波電路的反饋支路中并聯有大電容構成的濾波器,可以大大削弱電壓的脈動程度,但由于濾波器功能有限,最后輸出的電壓中仍含有一部分紋波電壓,即得到的平均值并非是一恒定不變的常數,所以在此平均值送單片機處理之前,還須經過采樣/保持和A/D轉換。
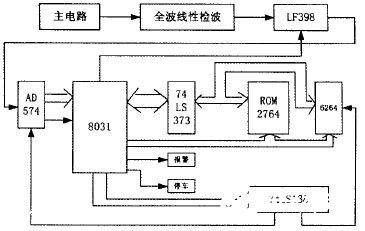
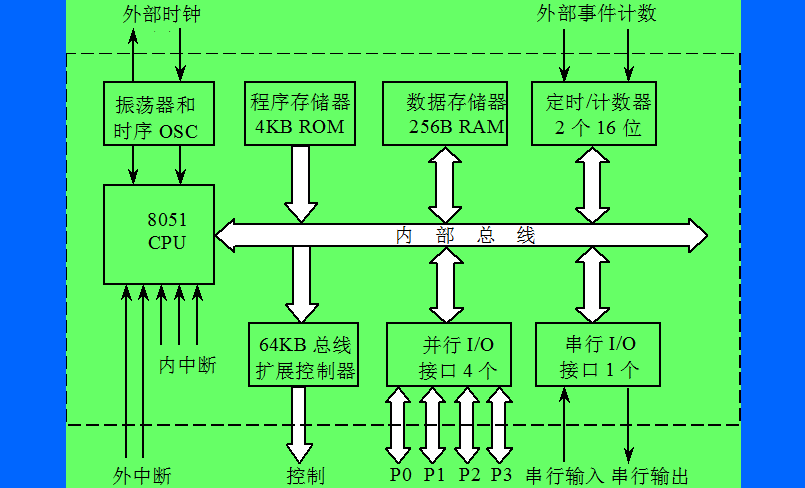
采用LF398 采樣保持器對反映主電路電流有效值變化的電壓平均值進行采樣,采樣完畢后處于保持狀態。在單片機8031 的控制下,采樣來的數據送入模數轉換器AD574,AD574對其進行模數轉換,轉換完畢的數字信號被8031單片機讀出,存放于外部數據存儲器6264。8031通過運行存放于外部程序存儲器的指令對讀取的數據進行處理,發出控制信號,實現刀具的過載保護。系統結構原理如圖1所示。
單片機處理完數據后,發出控制信號控制外電路工作,開關型驅動接口中單片機控制輸出的信號是開關量,有發光二極管驅動接口,光電耦合器驅動接口,液晶顯示器驅動接口,晶閘管輸出型驅動接口和繼電器型驅動接口。控制揚聲器采用的是晶閘管輸出型光電耦合驅動接口。
電路如圖2 所示。晶閘管輸出型光電耦合器的輸出端是光敏晶閘管。當光電耦合器的輸入端有一定的電流流入時,晶閘管導通。采用4N 40單相晶閘管輸出型光電耦合器,當輸入端有15-30mA的電流時輸出端的晶閘管導通。輸出端的額定電壓為400V ,額定電流有效值為300mA。4N 40的6腳是輸出晶閘管的控制端,不使用此端時,可對陰極接一電阻。所以,當8031的P1.0為低電平時,二極管導通,發光,觸發晶閘管使其導通,揚聲器報警。
自動通車接口電路設計
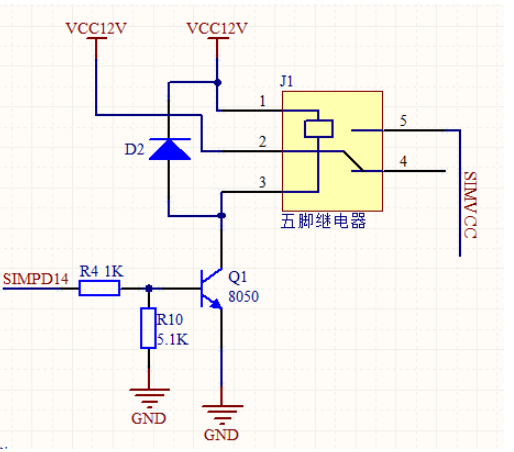
8031與自動停車電路間用的是交流電磁式接觸器的功率接口。具體電路如圖3 所示。
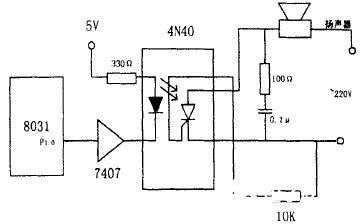
圖2 不電耦合器驅動接口電路
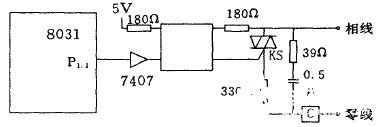
圖3 交流接觸器接口
交流接觸器C 由雙向晶閘管KS 驅動。光電耦合器MOC3041 的作用是觸發雙向晶閘管KS 以及隔離單片機系統和接觸器系統。MOC3041 的輸入端接7407,由單片機的P1.1端控制。P1.1輸出低電平時,KS導通,接觸器C吸合。P1.1輸出高電平時,KS關斷,接觸器C釋放。MOC3041內部帶有過零控制電路,因此KS 工作在過零觸發方式。
4 控制系統的軟件設計
軟件主要由以下幾部分組成,主程序,T0采樣中斷服務程序,SUM P采樣子程序等。

圖4 主程序流程框圖
系統主程序主要完成系統初始化,開中斷,然后等待采樣定時中斷,程序流程圖如圖4 所示:
系統初始化程序
系統上電復位后8031從地址000H開始執行程序,首先對系統初始化,完成設置棧指針,計數器/定時器工作方式,計數器/定時器初值,中斷方式,軟標志初態值設置以及內部和外部RAM 單元清零等工作。50H-7FH為堆棧區域,棧頂的位置由SP指示,初始化程序中SP 特殊功能寄存器寫入60H。
8031單片機提供了5個中斷請求源,2個中斷優先級,可實現兩級中斷服務嵌套。5個中斷請求源為兩個外部中斷請求,兩個片內定時器/計數器溢出中斷和一個外部中斷。這個外部中斷是AD574轉換結束后,通知8031CPU取數,CPU響應這一中斷請求,暫停正在做的工作,保護好現場后去取數,將數放入數據存儲器后再恢復現場,繼續原來的工作。
中斷服務程序
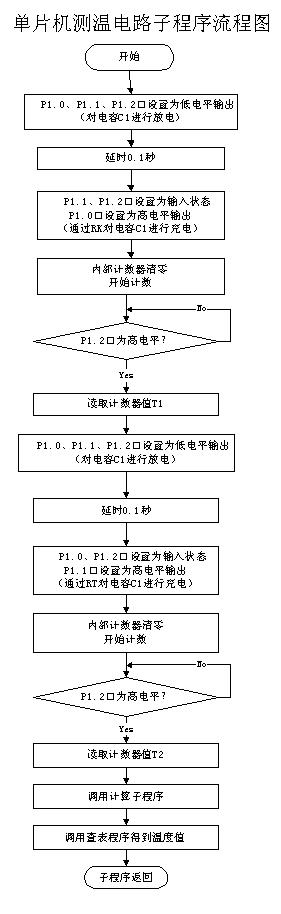
本系統的中斷服務程序是T0采樣中斷服務程序,另外還有一個AD574申請CPU取數的外部中斷服務程序。前者主要完成模擬信號的采樣,數據處理和報警停車等功能。它是本系統軟件的核心部分。T0中斷服務程序主要由采樣子程序SUM P,保護子程序PRO T等組成,其流程圖如圖5 所示:
圖5 T0中斷服務程序流程圖
系統響應T0定時中斷后,CPU執行了一條由中斷系統提供的硬件LCALL指令,轉向T0中斷服務程序入口,中斷服務程序首先恢復T0計數器初值,隨后保護現場。現場保護完成以后進入信號采樣階段,即執行采樣子程序,在采樣完畢后調用A/D轉換程序AD574將數據進行轉換,其中還包括A/D轉換的中斷服務程序。采樣和A/D 轉換循環三次后,進入數字濾波程序,將中值(一個周期內三個采樣點數值處于中間的值) 作為刀具穩定切削時的穩態值保存起來。繼續調用采樣子程序(內含數字濾波程序) ,又獲得一個新的中值,在保護子程序內,新中值與穩態值進行比較,當大于某數時,系統發出自動停車信號切斷主回路。其中,報警信號由8031 P1.0位發出,停車信號由P1.1位發出。
保護子程序PRO T
保護子程序就是將每次的數字濾波后留下的采樣值與計算機最先保存的刀具穩定切削時的穩態值相比較,若采樣值較穩態值大且兩者的差值超過一定的裕度,則單片機清P1.0位接通外電路,使揚聲器發出報警信號; 若此差值更大,且大于更大的裕度時,則單片機P1.1位發出信號,使外電路的交流接觸器失電,從而切斷主電路,實現自動停車。
5 結束語
本文設計的刀具過載保護與自動調整線路,能按設計要求時間對刀具進行實時監測與保護。可以滿足各種技術指標。系統用模擬濾波即全波線性檢波和編程實現的數字濾波相結合的方法,使得保護線路的精度較高。在實際的生產實踐中已經運用,并且效果良好。
責任編輯:gt
-
變壓器
+關注
關注
159文章
7328瀏覽量
134883 -
單片機
+關注
關注
6032文章
44516瀏覽量
633013 -
控制系統
+關注
關注
41文章
6546瀏覽量
110480
發布評論請先 登錄
相關推薦
基于AT90系列單片機的過載存儲測試系統
基于單片機的經濟實用型機床系統設計

單片機實現溫度檢測電路的設計
單片機對GPRS電路板的開關控制實現案例





 工商網監
工商網監
評論