 采用三菱FX1N-40MR PLC實現噴膠控制系統的設計
采用三菱FX1N-40MR PLC實現噴膠控制系統的設計
現代商業生產流通領域中,產品都離不開包裝,而紙箱包裝又在該領域中得到最廣泛的應用。常見的紙板式裝箱機主要有粘箱式和釘箱式兩種。粘箱式的工作原理是利用熔膠系統將熱熔膠熔解為液體,再通過電磁閥控制噴嘴閥芯,在壓縮空氣的作用下將熔化了的熱熔膠呈條狀噴射到紙箱表面,熱熔膠冷卻后即完成粘合。粘箱式工藝由于不含金屬釘而更有利于保證內包裝物品的安全性,對于內裝軟質物體和液態物體就顯得更為重要,同時也顯著提高了紙箱的強度,有利于被包裝物品的長途運輸。另外,由于無需除釘,紙箱回收再利用的環保效果明顯,該方法中熱熔膠封合控制的好壞直接影響到到產品質量、生產效率及生產成本。根據工業現場的應用要求,設計了一種基于PLC的噴膠控制系統,可根據紙箱規格形式的不同,靈活地調整膠體的噴射長度、噴射方式及噴射時間,實現噴點、噴條或噴霧等多種出膠形式。
1 熱熔膠特性分析
乙烯一醋酸乙烯共聚物(EVA)是噴膠系統普遍使用的一種熱熔膠,它是一種不需溶劑,不含水分的固態可熔性聚合物。EVA在常溫下為固體,當加熱到一定溫度時轉變為具有一定粘度的流動液體,該液體噴涂在物體表面,并經壓合可在短時間內完成粘結固化。它的主要構成成分為EVA樹脂、增粘劑和粘度調節劑。作為主成分的EVA樹脂直接決定著熱熔膠的性能,如粘結強度、熔化溫度、抗拉強度以及耐溫變形性能等。增粘劑一般采用聚合松香或萜烯,它的加入主要是防止溫度下降時,EVA樹脂的粘結力及對被粘物體表面滲透力的降低。為了在熔融溫度、膠體流動性、浸潤性,以及凝固速度之間取得最佳的結合點,常采用微晶石蠟或石蠟作為粘度調節劑。熱熔膠的溫度與物理狀態特性如圖1所示。
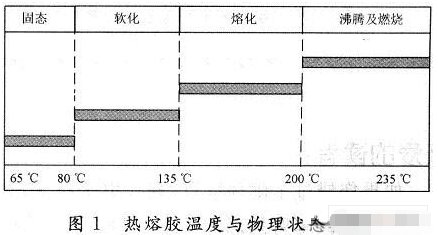
圖1中:80~135℃為軟化區域,當加熱至80℃時,膠體開始軟化并熔動;135~200℃為熔化區域,此時膠體熱熔成可流動的液體,通過對該液體施加5×104~1×105Pa的壓力,可控制膠體噴射到被粘物體表面的膠體長度。在整個噴膠控制過程中,加熱溫度不可超過200℃,否則膠體有燃燒的危險。EVA熱熔膠的冷卻固化通常是在室溫下完成的,較理想的溫度以15~26℃為宜,濕度應保持在50%左右。
2 PLC控制噴膠系統設計
粘箱式紙板裝箱機的主要工序是將熱熔膠噴在紙板上,噴膠位置、噴膠長度及噴膠時間等參數的準確控制都直接影響到紙箱成型的質量、美觀和成本的控制,熱熔膠系統控制原理如圖2所示。控制器通過溫度檢測器和壓力檢測器判別熱熔膠的溫度和壓力,一旦達到工作要求,則驅動電磁閥換向,然后壓縮空氣經膠管、膠分配器和開關被送到噴嘴,熔融狀態的EVA被噴射到紙箱表面,再通過電機帶動噴膠頭移動,即可在紙箱表面噴射出一定長度的膠條。噴射結束后,電磁閥復位,壓縮空氣被截止而終止噴膠。通過人機接口可設置和顯示相關過程控制參數。

2.1 系統硬件構成
從噴膠的加工工藝特性與性價比的角度,綜合比較了PLC、單片機及工控機的控制特點,選用日本三菱(MITSUBISHI)公司的FX1N-40MR PLC作為控制器,實現點噴膠系統現場數據的采集、轉換及控制功能。三菱FX1N-40MR PLC具有結構緊湊,通用性強,配制靈活等特點,既可以作為單獨的PLC控制機,在單一平臺上實現高速離散控制和復雜過程控制;也可以作為I/O子站,通過現場總線與多臺PLC組成分布式的大型控制系統,實現生產線的批量化操作控制。
文中的點噴膠控制系統應用于紙箱的粘合,要求能夠在一個紙箱的三個受膠面上(兩個側面和一個頂面)實現準確的連續噴膠和間斷噴膠,PLC控制系統的I/O分配如表1所示。系統所需要使用的輸入點包括激活噴膠的輸入點、機器已經準備運行的輸入點、加熱和壓縮空氣已足夠的輸入點以及檢測門被打開和急停被按下的檢測輸入點。系統所需要使用的輸出點包括控制頂噴膠和側噴膠氣閥開關用的輸出點、控制頂噴膠馬達離合器的接合或分離的輸出點、在機器運行中加熱降溫或壓縮空氣的氣壓不足需要停機的輸出點和在機器運行中門被意外打開或急停被按下需要停機的輸出點。

2.2 系統軟件設計
PLC為周期掃描工作方式,因此將系統主功能設計成圖3所示的主程序。在每一個掃描周期內該主程序均被執行,而頂噴膠控制模塊、側噴膠控制模塊、空氣壓力與加熱檢測模塊、緊急停止與安全門開關檢測模塊等則設計為子程序供調用。
PLC一個掃描周期包括三個階段,依次為輸入掃描、程序執行和輸出刷新。首先按下設備啟動按鈕,空氣壓縮機和熔膠系統工作,通過空氣壓力繼電器和溫控器檢測工作溫度和壓力,當這兩個參數達到設定值時,空氣壓力繼電器和溫控器的常開觸點閉合,噴膠工作的初始條件完成,否則易出現不噴膠或溢出而非噴射的現象。然后PLC讀取通過控制面板輸入的噴膠方式、噴膠時間及噴膠量等過程參數,同時檢測噴膠頭安全門是否全部關閉。由于噴膠工作室溫度達到150℃且以噴射方式工作,因此噴膠頭周圍安裝有有機玻璃的防護安全門,在正常工作狀態下,安全門關閉,既保證工作安全,又便于觀察設備實時運行狀況。如果安全門由于某種原因突然被打開,則設備緊急停止,待安全門正常關閉后,按下復位按鈕,設備繼續工作。之后,電磁閥得電換向,噴膠頭打開,熔膠在自身的壓力下噴出。
噴膠長度的控制實際是通過控制電機帶動噴膠頭沿設定軌跡運動來實現,電機的連續轉動和噴膠頭的同步噴膠即可獲得一個特定長度的膠條。通過在PLC內設定噴膠時間便可以在要求的范圍內任意調節膠量的大小。通過控制噴膠頭以間歇方式工作可在紙箱側面獲得斷續的膠段。噴膠頭的打開與關閉由電磁閥的換向實現,當熔膠壓力達到設定值以后,電磁閥得電換向,噴膠頭打開開始噴膠;當達到設定時間以后,電磁閥失電再換向,噴膠頭關閉。
2.3 精度控制的補償算法
電磁閥是一種具有較大延時的執行元件,它的開啟和關閉均需要經歷一定的時間,雖然這個時間只有毫秒級,且當噴膠頭移動速度較低時,由于電磁閥延時打開或關閉造成的誤差較小。考慮到生產效率的因素,提高噴膠頭移動速度成為必然,但由此造成的誤差也明顯增大。為了盡可能減小此誤差所造成的影響,在分析噴膠頭移動速度、噴膠壓力及電磁閥閉合特性相互關系的基礎上,建立一個誤差修正補償的數學模型,即提供一個與相關影響因素有關的超前、滯后修正量,以補償由于電磁閥延遲所導致的位置及長度誤差。由于無法直接抽象出各參數之間的函數關系,因此采用高次多項式逼近法,構造相應的補償曲線如式(1)所示,利用最小二乘法進行多項式的擬合求解。
![]()
令:x表示噴膠頭移動的速度;y表示相應的補償量,則選取m個實驗數據(xi,yi),其中i=1,2,…,n。通過最小二乘法構造如式(2)所示的關系矩陣,求解關于a0,a1,…,am的線性方程組,可得x,y之間的近似函數關系。

令:ωi=1,即取{1,x,…,xm)為基函數的代數多項式進行擬合。考慮到精度與速度平衡統一,經實驗驗證分析選取m=2,n=4,利用克萊姆(Cramer)算法求解出系數a),a1,即可得補償曲線方程式:
y=φ(x)=a0+a1x (3)
對多個噴膠控制頭分別計算誤差補償曲線方程式,即可實現多個噴膠頭同時多工位的粘箱加工控制。
3 系統調試
PLC控制系統的調試分軟、硬件兩部分進行。硬件調試主要檢查電控元件是否正常可靠工作,線路連接是否正確,抗干擾措施是否合理。軟件調試先分模塊再系統總體調試,逐步分析程序運行是否符合控制要求,消除異常情況的發生。經在某紙箱粘箱生產線上的實際運行表明,PLC控制噴膠系統達到了實際生產的要求,系統可靠性高,易擴展,維護方便,抗干擾能力強。
4 結 語
紙箱封箱的熱熔膠噴射粘結工藝有著嚴格的順序控制要求,應用PLC對噴膠過程進行控制,可最大程度地消除傳統繼電器接觸器控制系統的缺點。通過對影響噴膠速度和精度相關因素的研究,利用誤差補償模型的分析結果進行實時控制調整,使噴膠控制系統能夠對多種規格類型的紙箱進行多方位、多形式、高準確度的噴膠加工,表現出良好的靈活性和可靠性。在對被控對象合理分析的基礎上并兼顧成本要求,該系統還具備良好的拓展性;在對系統軟硬件進行適宜調整的情況下,該系統可以適用于新的加工形式和控制對象。
責任編輯:gt
-
控制系統
+關注
關注
41文章
6546瀏覽量
110485 -
plc
+關注
關注
5008文章
13166瀏覽量
462110 -
三菱
+關注
關注
32文章
797瀏覽量
42760
發布評論請先 登錄
相關推薦
采用三菱FX1N-40MR PLC器件實現噴膠控制系統設計




三菱串口 fx0N編程口如何使用?






 工商網監
工商網監
評論