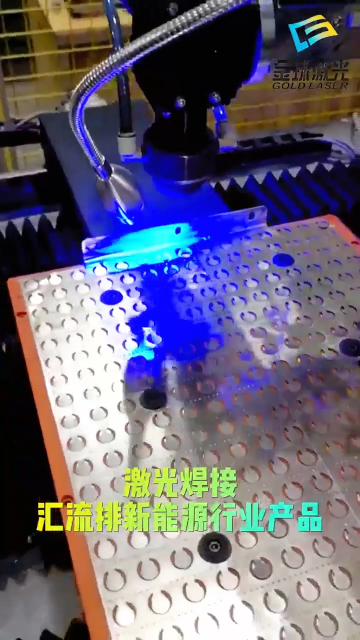
 智能激光焊—這些激光工藝已成為新能源汽車制造的新寵
智能激光焊—這些激光工藝已成為新能源汽車制造的新寵
隨著人們生活水平的提高,傳統燃油車高排放、高污染的問題日益受到關注,這為新能源汽車帶來了廣闊契機。
在新能源汽車的鋰電池或電池組的制造過程中,有20多道工序需要通過焊接的方式實現導電連接或者密封,焊接的品質對于整車的安全性能有著至關重要的作用。
1、電池蓋帽焊接
18650電池是鋰離子圓柱電池,主要應用于特斯拉新能源汽車。電池蓋帽作為電池的電極,需與電池基體焊接一體,0.3mm不銹鋼蓋帽焊在0.5鋁上,要求焊道白亮,焊接拉力值在200N以上。
采用創鑫連續光纖激光器進行擺動焊接,比YAG點焊,焊接牢固性和密封性更好,焊道更大,蓋帽與電池基體接觸面更大,焊道呈亮白色,焊接拉力值達到255N以上。
2、動力電池正負極極柱焊接
方形電池,每個電池之間需要通過正負電極極柱串并聯成一個電池模組單元,因此每個電池都需焊接一對正負極柱。負極極柱材料是銅,正極極柱材料是鋁,要求焊道圓形,不發黑,熔寬1.2mm,熔深0.5mm,焊接牢固。
電池極柱材質是銅和鋁,屬于高反材料,要求激光光束質量好,能量密度高,才能完全焊透、焊接牢固。采用創鑫激光光纖激光器進行擺動焊接,接觸面積更大,所焊樣品正負極表面基本保持基材本體顏色,光潔度亮,極柱完全焊透,與電池單元焊接更牢固。
正極極柱焊接效果
3、電動機定子銅PIN焊接
新能源汽車的動力來源從傳統燃油汽車的發動機轉變成電動機,電動機主要由定子和轉子組成。定子內部的銅PIN之間需要焊接在一起,要求熔寬小,熔深大于3mm,測試剪切力大于400N,焊接時不可燒損漆層。
定子PIN屬于紫銅材質,而且熔深和剪切力要求高,采用高光束質量連續光纖激光器焊接,可以保證在足夠小熔寬下,達到深的熔深,保證足夠的牢固性,確保電動機高速轉動中,定子PIN之間不斷開。從創鑫激光光纖激光器焊接電動機定子銅PIN的效果可見,其熔寬、熔深、剪切力和焊接表面外觀都符合新能源汽車的焊接要求。
新能源汽車行業焊接適用激光器:1500W-6000W
創鑫激光單模塊3000
1.體積小,節省加工系統和空調房空間;
2.耗電少,出更多光、用更少電;
3.集成方便,適用更多應用場景;
4.光束質量好,加工效果更優異。
創鑫激光單模塊6000
1.體積小,減少整個加工系統的空間和重量;
2.耗電少,出更多光、用更少電;
3.同時兼顧厚薄板加工能力,薄板加工效率明顯提升;
4.廣泛應用于新能源、3C、精密加工的金屬打孔、切割、焊接等領域。
審核編輯 黃昊宇
-
新能源汽車
+關注
關注
141文章
10412瀏覽量
99261 -
激光器
+關注
關注
17文章
2487瀏覽量
60259
發布評論請先 登錄
相關推薦
激光錫焊技術在新能源行業的應用

薄板拼焊激光焊接工藝
激光錫焊技術:無線WiFi設備制造的精密工藝革命
技術革新,照亮前行:大研智造激光錫焊在LED車燈的應用
革新傳統焊接:激光錫焊技術在微電子領域的突破


【換道賽車:新能源汽車的中國道路 | 閱讀體驗】新能源汽車值得買嗎?未來又會如何發展
【換道賽車:新能源汽車的中國道路 | 閱讀體驗】1.汽車產業大變局
激光焊接在汽車車身制造中的工藝應用

壹晨激光焊接加工:高效、精準的制造工藝






 工商網監
工商網監
評論