 激光等離子復合焊接的優勢與應用
激光等離子復合焊接的優勢與應用
近年來,由于環保和節能的需要,為節省車體的驅動能量,汽車輕量化已經成為世界汽車發展的潮流。民用車、高鐵車體等為減輕自身重量,大量使用鋁合金型材和板材,而此類材料常用的連接方法之一是激光焊接。
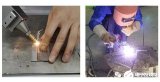
激光等離子同軸復合焊接技術是將激光和等離子電弧兩種高能束焊接方法結合在一起,形成一種新型的高能量密度熱源,進行多種金屬材料焊接的新方法。該技術具有激光和等離子體單獨焊接的優點,在克服了單激光焊接焊縫殘余應力高、焊縫氣孔缺陷多等缺點的同時,也克服了等離子體電弧焊接效率低、工件熱變形大的弱點。
激光等離子復合焊接技術適應的接頭型式有對接焊、搭接焊、疊焊(縫焊)、搭接對接組合等多種方式。對接焊是一種極為常見的接頭形式,普遍用于板材之間的連接。從力學角度看是較理想的接頭型式,受力狀況較好,應力集中較小,能承受較大的靜載荷或動載荷,是焊接結構中采用最多的一種接頭型式。但這種方式對焊接過程的熱量輸入要求相對嚴格,普通焊接方法極易造成熱輸入過高導致構件變形,而激光等離子復合焊接技術的熱輸入量總體較小(較高的焊接速度決定了單位時間內熱輸入量小),不易產生變形,且焊接質量好,對間隙適應性要求比單束激光焊接大好幾倍,適用于薄板的對接焊縫。
而搭接焊則是指一板放在另一板上焊接,焊接后不在一個平面上的焊接結構。這類方式在汽車白車身焊接上較為常用。由于鋁合金對激光的反射率高,材料的導熱率高,使得單束激光無法實現自熔的搭接焊縫。而若采用大功率激光填絲焊同樣存在缺陷:把激光的部分能量用于熔化焊絲形成焊縫,另一部分用于母材的熔化,當熔化焊絲形成的熔池波動時所吸收的激光能量也隨之變化,這時熔化絲材的部分激光能量會突然進入到焊縫母材造成能量過大形成貫穿型氣孔,成為焊縫缺陷。而采用激光等離子復合焊工藝焊接鋁合金薄板搭接焊縫,等離子電弧能量能有效的熔化搭接焊縫上板棱角處的金屬,鋪展開形成連續的搭接焊縫,激光束的作用使得焊縫在下板具有一定的熔深,形成可靠的連接效果。
激光等離子復合搭接自熔焊可以代替現有的電阻點焊加涂膠的傳統車身制造工藝,焊縫強度大于光纖釬焊焊縫,其焊縫連接寬度和表面過度成型效果滿足汽車車體制造要求,連續焊縫可為整車體提高整體強度和剛度,提高車體密封效果,提高車底的抗疲勞能力和抗振動能力。
疊焊(縫焊)則是將兩塊板重疊在一起,兩板之間可以緊貼也可以存在一定間隙。施焊時只在一面施焊,使熔池穿透上板,熔化一部分下板,將兩塊待焊工件連接起來。這種技術能夠替代一部分搭接焊縫,還能將狹小空間內的筋板穩穩地連接起來。激光等離子疊焊技術具有焊接速度快,上下板焊縫連接寬度大于常規激光焊,適當板間間隙可以進行焊接,焊后變形小,穿透距離大等優點。
激光等離子復合焊接技術可用于多個領域,如在汽車制造中車身、車架及底盤的焊接;高鐵、地鐵的頂棚、側墻、地板、車架等部位的焊接;用于船舶的新型結構材料——金屬三明治板的焊接等。金屬三明治板可用于船舶結構的不同部位,具有減重、降低重心、節省空間、縮短建造工期、隔熱、降噪、防火等多種功能。
審核編輯 黃昊宇
-
激光
+關注
關注
19文章
3120瀏覽量
64363 -
等離子
+關注
關注
2文章
234瀏覽量
29907 -
焊接
+關注
關注
38文章
3059瀏覽量
59590
發布評論請先 登錄
相關推薦

什么是電感耦合等離子體,電感耦合等離子體的發明歷史
等離子拋光和電解拋光區別在哪
雙焦點激光焊接技術

激光焊錫技術的優勢在哪

激光焊接技術在焊接鎳鉻合金的工藝優勢有哪些
教學精密激光焊接設備的有哪些優勢

等離子發動機的原理 等離子發動機最大推力是多少

激光焊接的焊接方式及優勢?
激光焊接技術在焊接錳鋼的工藝優勢





 工商網監
工商網監
評論