") 利元亨長電芯裝配線痛點(diǎn)解決方案
利元亨長電芯裝配線痛點(diǎn)解決方案
摘要
利元亨在新能源動力電池領(lǐng)域?qū)崿F(xiàn)了軟包電池、方形電池從電芯到模組pack的整線交付,在CTP長電芯方面也有著完備的整線解決方案。
在政策導(dǎo)向和質(zhì)量、成本雙重倒逼作用下,新能源技術(shù)需要不斷向“提質(zhì)增效”演進(jìn)。一種成本降低20%以上,體積能量密度提升30%以上,綜合續(xù)航能力至少提升20%的無模組電池包出現(xiàn)了,學(xué)名CTP(Cell To Pack)。“刀片電池”是CTP產(chǎn)品的代表之一。產(chǎn)品革新是動力鋰電池發(fā)展的第一驅(qū)動力,而智能制造水平則是鋰電池企業(yè)最核心競爭力之一。
長電芯極片長度引發(fā)的“全工序”痛點(diǎn),影響鋰電池產(chǎn)品良率及產(chǎn)線效率!利元亨在新能源動力電池領(lǐng)域?qū)崿F(xiàn)了軟包電池、方形電池從電芯到模組pack的整線交付,在CTP長電芯方面也有著完備的整線解決方案。
長電芯裝配線痛點(diǎn)解決方案
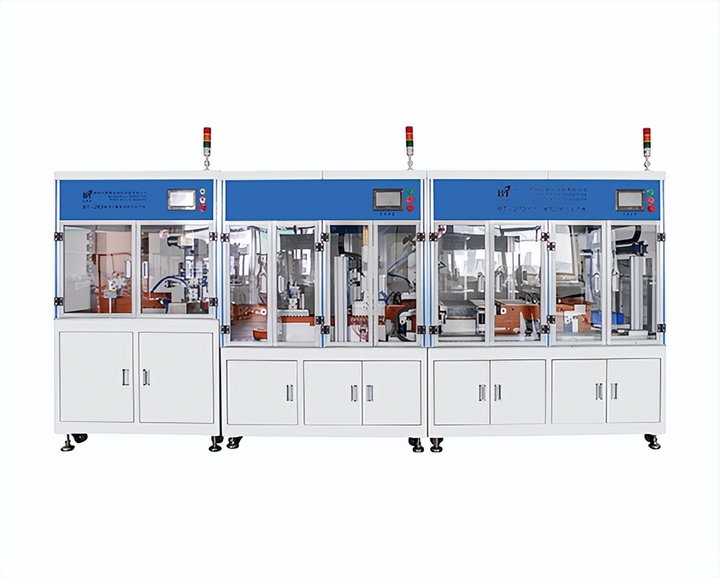
▲利元亨CTP長電芯裝配線
1、長電芯極耳折彎工藝
因來料電芯連接片厚度大,連接片折彎需要比較大的壓力,要用力位反饋全閉環(huán)控制技術(shù),單次推動容易使極耳在這個過程中折斷,利元亨創(chuàng)新采用兩次成型折彎技術(shù),循序漸進(jìn),在保證極耳不受損的情況下,高效完成極耳折彎工藝。
2、長電芯激光頂蓋焊接技術(shù)
長電芯頂蓋焊接與傳統(tǒng)的電芯頂蓋焊接不同,需旋轉(zhuǎn)電芯配合焊接頭的擺動軌跡完成焊接,焊縫狹窄,容易焊偏,焊接難度大。利元亨采用特有的緊固方式對產(chǎn)品進(jìn)行完全緊固,避免轉(zhuǎn)盤轉(zhuǎn)動導(dǎo)致產(chǎn)品產(chǎn)生位移。并使用深度視覺檢測技術(shù),準(zhǔn)確抓取電芯運(yùn)動軌跡,焊接平臺通過軟件進(jìn)行差補(bǔ)處理,同步配合焊接頭的運(yùn)動,對準(zhǔn)狹窄焊縫,實(shí)現(xiàn)電芯頂蓋的高速精準(zhǔn)焊接。目前能夠穩(wěn)定的保持焊接優(yōu)率。
3、全方位除塵,有效防止電芯短路
焊接和機(jī)構(gòu)間的摩擦,讓電芯生產(chǎn)過程中不可避免地會產(chǎn)生的粉塵,粉塵失控容易造成電芯短路起火,因此長電芯生產(chǎn)過程中有著嚴(yán)苛的車間潔凈度要求,利元亨創(chuàng)新方案采用內(nèi)外部除塵結(jié)合的方式:內(nèi)部采用AAF空氣過濾器配合除塵系統(tǒng)抽風(fēng)換氣,對內(nèi)部游離粉塵進(jìn)行清潔,確保設(shè)備潔凈。外部嚴(yán)格控制粉塵的產(chǎn)生,避免使用有粉塵產(chǎn)生風(fēng)險(xiǎn)的機(jī)構(gòu)與元器件,對產(chǎn)線各段設(shè)置粉塵監(jiān)管點(diǎn)。并通過對關(guān)鍵因子的DOE設(shè)計(jì),結(jié)合流體分析工具、3D增材制造等方法,得出最優(yōu)的焊接口除塵方案,全方位無死角除塵。
4、關(guān)鍵包膜機(jī)構(gòu),精準(zhǔn)包裹電芯
一直以來,因?yàn)殚L電芯的藍(lán)膜拉扯容易變形、包膜容易形成氣泡等原因,包膜機(jī)構(gòu)成為長電芯組裝線的一大難題。針對這個難題,利元亨技術(shù)團(tuán)隊(duì)做了如下嘗試:取膜部分采用伺服+C5級直線模組驅(qū)動移位及備料循環(huán)等方式,最終攻克CTP長電芯的包膜難題。
5、型貼膠極耳撕裂問題
針對極耳貼膠撕裂問題,利元亨備用了多種貼膠方式,Z形膠采用先貼底部連接片后貼隔膜的方式,L形膠采用先整形后匹配貼膠的方式,不同的產(chǎn)品結(jié)構(gòu)采用相對應(yīng)的貼膠方式,從根源上解決極耳貼膠撕裂。
長電芯PACK線痛點(diǎn)解決方案
1、兼容范圍廣
利元亨CTP長電芯pack組裝線可兼容最大2500*1350,最小700*1200的包體,適應(yīng)多種車型的電池包體,實(shí)現(xiàn)高兼容、高柔性生產(chǎn)。
2、整線全物流AGV對接
利元亨pack組裝線可實(shí)現(xiàn)600kg的電芯全物流AGV周轉(zhuǎn),自動化程度高,克服因包體重量過大轉(zhuǎn)運(yùn)難的問題。
3、焊接良率高達(dá)
焊接是pack里的核心工藝,一個焊點(diǎn)不良往往會導(dǎo)致整個電池包報(bào)廢。利元亨使用機(jī)器人帶焊接頭機(jī)構(gòu),多角度完成pack的雙側(cè)面加頂部焊接,并配合單獨(dú)壓力監(jiān)控裝置,實(shí)現(xiàn)高達(dá)99.9%的焊接良率。
4、連接片焊后, 基于3D視覺的高精度檢測
連接片的焊接品質(zhì)幾乎決定著電池包整體的導(dǎo)通優(yōu)良性,過大或過小的焊縫截面積都將使得電池包的電性能與標(biāo)準(zhǔn)值產(chǎn)生較大偏離, 因此連接片的焊后檢測在pack組裝中尤為重要。利元亨方案在連接片焊后,基于3D視覺的高精度檢測,檢測目標(biāo)高,嚴(yán)格把控連接片焊后品質(zhì)。
目前,利元亨CTP長電芯組裝線和PACK線創(chuàng)新方案已在合作企業(yè)項(xiàng)目中得到充分驗(yàn)證,受到客戶的一致好評。
責(zé)任編輯:xj
原文標(biāo)題:【普沃思?技術(shù)π】利元亨CTP長電芯產(chǎn)線技術(shù)方案
文章出處:【微信公眾號:高工鋰電】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
-
電芯
+關(guān)注
關(guān)注
14文章
717瀏覽量
25807 -
CTP
+關(guān)注
關(guān)注
0文章
38瀏覽量
7872 -
電池
+關(guān)注
關(guān)注
84文章
10461瀏覽量
129010
原文標(biāo)題:【普沃思?技術(shù)π】利元亨CTP長電芯產(chǎn)線技術(shù)方案
文章出處:【微信號:weixin-gg-lb,微信公眾號:高工鋰電】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
ENNOVI推出新型軟包電芯接觸系統(tǒng)
適用于實(shí)現(xiàn)VR13.HC Vccin規(guī)范的數(shù)據(jù)中心應(yīng)用的負(fù)載點(diǎn)解決方案

長電科技深耕5G通信領(lǐng)域,提供芯片封裝解決方案
PC應(yīng)用中Tiger Lake的非隔離式負(fù)載點(diǎn)解決方案
PC應(yīng)用中 Tiger Lake處理器的非隔離式負(fù)載點(diǎn)解決方案
適用于符合VR13.HC VCCIN規(guī)范的數(shù)據(jù)中心應(yīng)用的負(fù)載點(diǎn)解決方案
動力電池模組裝配線:高效、精準(zhǔn)的動力之源
利氪科技完成C輪融資超10億元,加速智能線控底盤系統(tǒng)全球布局
芯行紀(jì)科技完成數(shù)億元B輪融資
芯行紀(jì)完成數(shù)億元B輪融資,由紐爾利資本和祥峰成長基金聯(lián)合領(lǐng)投
M9航空接頭3針里的零配件怎樣裝配線

挖掘機(jī)生產(chǎn)裝配線無線通訊應(yīng)用





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論